以脉冲激光为热源的焊接也称为脉冲激光焊。下面以脉冲激光焊为例介绍热传导焊主要的焊接参数和其影响。激光脉冲宽度是激光热传导焊接区别于材料去除的重要参数,也是决定加工设备造价及体积的关键参数。......
2023-06-26
激光进行焊接和切割时激光束辐照在工件上,通过与工件材料的相互作用,使工件受热、熔化甚至进而蒸发,金属蒸气可在激光束的进一步辐照下产生电离。激光在与工件材料这样的相互作用下实现对工件的焊接或切割。根据激光束的辐照强度,激光与材料的相互作用过程可以分为无热光学作用、固体加热、表面熔化、气化与光致等离子体四个过程,如图4-1-14所示。
在激光能量密度很低时,与普通光相同,激光束辐射到材料表面时将被材料反射、透射和吸收。但由于能量密度低,吸收形成的热量很低,材料未发生明显的温度变化。当激光束功率密度在103W/cm2数量级时,材料表面将通过大量光子的碰撞而吸收足够多的能量,晶格产生强烈振动,材料由此得到有效加热,材料温度上升,通过热传导方式材料的受热区域进一步扩大。当激光功率密度达到104~105W/cm2时,材料受热温度升高达到了其熔点,辐照区域材料表面熔化,形成熔池。当激光功率密度增加到106W/cm2数量级时,熔化的材料被加热到汽化点后,继续升温并形成蒸气,蒸气进一步吸收激光能量而导致电离。在蒸发反作用力下,熔池表面下凹,激光束在凹陷处的吸收大大增加,由此材料蒸发也进一步增强,熔池表面继续下凹,最后达到平衡后,在熔池形成了一个稳定的一定深度的“匙孔”。当激光功率密度达到107W/cm2数量级或以上时,光致等离子体将逆着激光束的入射方向传输,形成等离子体云团,出现等离子体对激光的屏蔽现象。
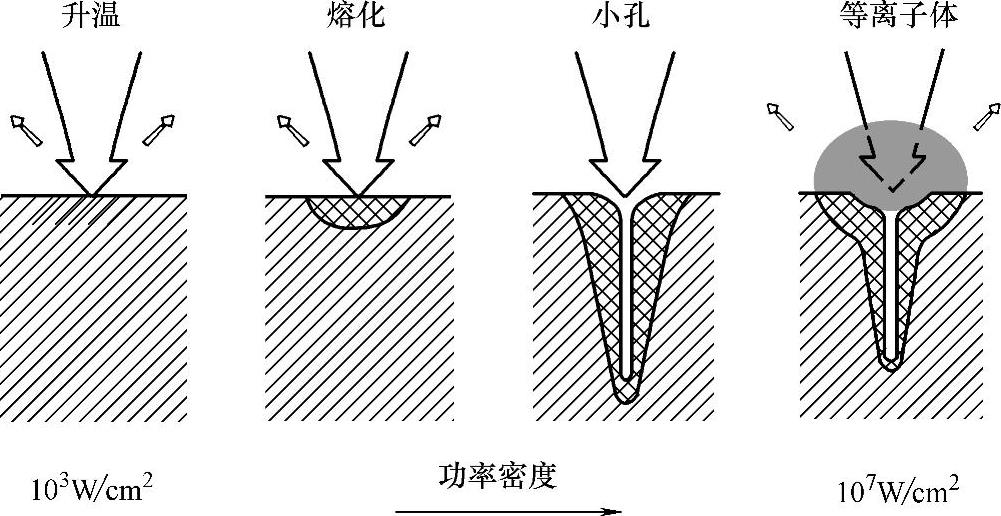
图4-1-14 激光与材料的相互作用过程
有关焊接方法与过程控制基础的文章

以脉冲激光为热源的焊接也称为脉冲激光焊。下面以脉冲激光焊为例介绍热传导焊主要的焊接参数和其影响。激光脉冲宽度是激光热传导焊接区别于材料去除的重要参数,也是决定加工设备造价及体积的关键参数。......
2023-06-26

CO2激光能量转换率约为10%左右,输出功率大,目前常用功率为2~5kW,国外已用100kW的CO2激光焊机进行焊接。图7-105为灯泵浦固体激光器示意图。光学谐振腔除了提供光学正反馈维持激光持续振荡以形成受......
2023-07-02

下面分别以激光-TIG和激光-MIG电弧复合热源焊为例描述激光与电弧的相互作用。由于TIG焊不存在熔滴过渡对焊接熔池的影响,在激光-TIG电弧复合热源焊过程中,熔池匙孔的稳定性较好。尤其是对于CO2激光,焊接过程中的光致等离子体较多,对电弧的影响也更明显。此外,复合焊接机制的转变还与激光束和电弧的复合方......
2023-06-26
激光打印机是由激光器、声光调制器、高频驱动、扫描器、同步器及光偏转器等组成,其作用是把接口电路送来的二进制点阵信息调制在激光束上,之后扫描到感光体上。激光打印机是将激光扫描技术和电子显像技术相结合的非击打输出设备。当激光束以点阵形式扫射到感光鼓上时,被扫描的点因曝光而导通,电荷由导电基对地迅速释放。图9-55 激光打印机的工作过程......
2023-06-18

激光器是激光焊焊接设备中的重要组成部分,提供焊接加工所需的激光热源。图4-1-1 激光焊焊接设备的组成光路系统实现对激光束的传输和聚焦,有些场合还需对激光束进行分光。其运动精度在很大程度上影响了激光焊接的精度,需采用精密机械和CNC数控。安装He-Ne激光器时,使红色的He-Ne激光与焊接用激光同轴,依此可进行光路调整和与工件对中。以下将进一步介绍激光焊接设备中的激光器、光路系统和工艺介质输送系统。......
2023-06-26

具有极高的能量密度,在极短时间内光能可转变成热能,其温度可达数万摄氏度以上,足以使被焊材料达到熔化和气化,利用激光束可进行焊接、切割和打孔等加工。激光焊是以聚焦的激光束作为能源轰击焊件接缝所产生的热量进行焊接的方法。此外,激光会被光滑金属表面部分反射或折射,影响能量向工件传输,焊接一些高反射率的金属比较困难。目前,激光焊主要应用于半导体、电讯器材、无线电工程、精密仪器、仪表部门小型或微型件的焊接。......
2023-06-24

金属对光的吸收能力与金属内的自由电子密度密切相关。金属表面的温度会影响其表面吸收激光的能力,图4-1-16所示为某金属材料对CO2激光的吸收率随温度而变化的曲线。可见,在金属到达熔点温度之前,激光吸收率随温度而缓慢增加;当达到熔点时,金属对CO2激光的吸收率快速上升,熔化状态下激光吸收率平均约为45%;当达到汽化温度时,吸收率可达90%。对于偏振面垂直于激光入射面的,激光吸收率则随着入射角的增加而减小。......
2023-06-26
相关推荐