盘式送粉机的粉末流量和速度由小闸门开启程度、圆盘转速和辅助送粉气的流量共同决定。图4-1-11 送粉机的原理示意图a)盘式送粉机 b)轮式送粉机图4-1-12 激光填丝焊送丝系统的结构工艺介质输送系统的最后输出端与光束聚焦系统固定在一起,并构成了激光工作头。......
2023-06-26
光路系统主要由各种光学元件组成。光学元件分为透射型和反射型两类。YAG激光和CO2激光都用相应的透射材料制作成透镜。对于CO2激光,还需要反射型光学元件来反射传递光束。光路系统包括光束传输系统和光束聚焦系统两部分。
1.光束传输系统
光束传输系统实际包括光束的扩束、分光和无主动光强变化的传输。其中光束的扩束和分光是人为主动改变光束的直径、光强及光强分布。
(1)光束扩束 光束的扩束是为了调节激光器输出的原始激光束的发散角,利于光束的传输,或使光束直径调整到聚焦系统所需的尺寸。如CO2激光在变光程的反射传输过程中,因光束发散角的存在,光束直径将随着传输距离变化而变化,为减少光程变化范围内光束直径的变化起伏,可将光束扩大,因发散角和光束直径成反比,发散角由此得到压缩。
光束扩束系统采用的是倒装望远系统,待扩束的光束从目镜射入,然后经物镜射出。如果物镜和目镜的焦距分别为FW和FM,输入光束的直径和发散角分别为R0和θ0,则输出后的光束直径R和发散角θ分别为


望远系统有两种,即伽利略望远系统和开普勒望远系统,如图4-1-7所示。由于开普勒望远系统的物镜和目镜均为正焦透镜,在光路中要汇聚激光,会带来不利影响,另外它的镜筒长、尺寸大,所以激光系统中一般采用伽利略望远系统。
(2)光束分光 有些激光焊加工需要几个工位同时使用一个激光源,为此可将光束进行分光,从而分配给不同工位。通过一个分光元件,一束光就可被分成两束光。分光元件可以是部分透射镜;也可采用光束转向镜,将激光束的一部分经反射转向至另一个工位。

图4-1-7 望远系统
a)伽利略望远系统 b)开普勒望远系统
(3)光纤传输 对于波长在1μm左右的YAG激光、光纤激光和半导体激光除了可用反射镜来传输外,通常此类激光焊接设备更多地采用光纤进行传输。光纤传输具有结构简单、体积小、柔性佳,可以长距离传输而不使光束发散,可使光束达到一般不容易到达的加工区域,光束截面上功率分布均匀性得到改善,容易实现多工位焊接,易于和机器人配合。
光纤传输原理就是利用光的全反射原理来传导激光。光纤传输系统由耦合端、光纤和输出端组成。在耦合端,由聚焦透镜将激光束聚焦到足够小(小于光纤纤芯直径),照射到纤芯上而进入光纤;在光纤另外一端则是输出端,在输出端从光纤传出的激光束经过透镜校准和聚焦,汇聚到工件表面上而进行焊接加工。光纤传输的结构原理如图4-1-8所示。
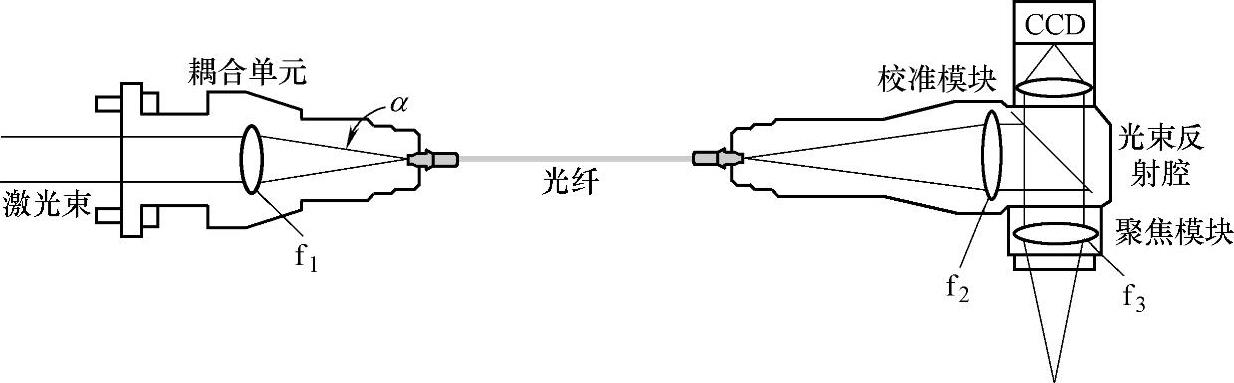
图4-1-8 光纤传输的结构原理图
(4)镜面反射传输和焦点位置补偿 对于CO2激光的传输需采用镜面反射的方法。反射镜材料最常用的是铜,金、银等高反射材料也可使用;在低激光功率时反射镜也可采用硅或锗为基体加表面镀膜来制成。反射镜必须有很高的反射率和表面光洁度。为进一步提高反射率(98%以上),则反射镜表面还需有光学镀膜。为将激光传输到加工位,一般需要多个反射镜来折射激光束。
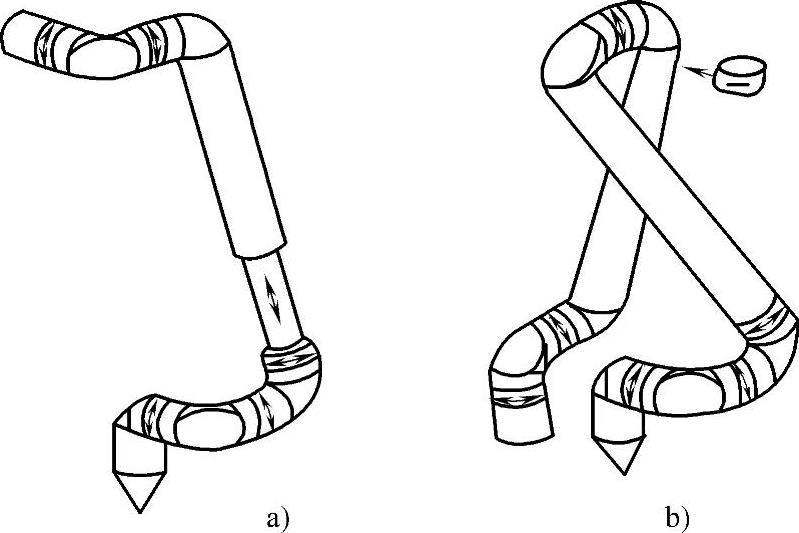
图4-1-9 关节式导光臂外形结构
a)普通多关节式导光臂 b)等光程法多关节式导光臂
当激光束与工件的相对运动靠激光工作头的移动来实现时,部分反射镜等光学元件将跟随运动轴而一起移动,此时其也称为飞行光学系统。在普通的飞行光学系统中光程是随时变化的,由于激光束或多或少地存在着一定的发散角,因此激光束投射到聚焦镜上的光束直径是不固定的,导致焦距后的焦点位置随光程的变化而变化。为了使焦点位置恒定,应使光束的实际传输距离保持不变。常用多关节式导光臂的结构如图4-1-9所示。图4-1-9a为普通的多关节式导光臂,光程随激光头的移动而改变;图4-1-9b为改进的结构,即采用了等光程法,在导光臂的运动过程中光程基本保持不变。另外还可采用自适应变形反射镜组技术,即通过相应地改变变形反射镜反射面的曲率半径,来弥补光程变化引起的光束直径变化,系统结构如图4-1-10所示。其系统中的计算机监控系统将实时监测激光加工头的位置,然后计算出压力调节量并通过压力控制系统改变变形镜1和变形镜2的曲率半径。
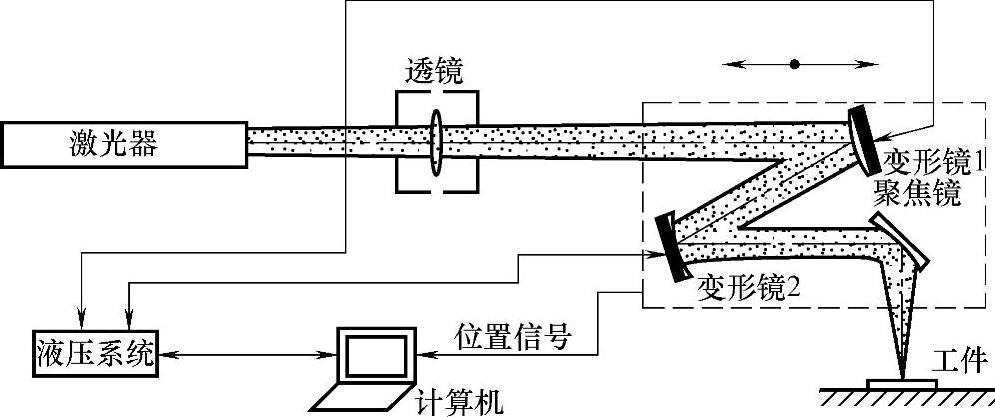
图4-1-10 自适应变形反射镜技术系统结构
2.光束聚焦系统
聚焦系统是光路系统另一重要部分,可由一个或多个镜子组成。通过对光束的聚焦才能实现对材料的激光焊接加工。根据所用光学元件类型,可分为透镜聚焦系统和反射聚焦系统。
(1)透镜聚焦 透镜聚焦就是利用几何光学中的凸透镜实现激光束的聚焦。对于CO2激光可采用硒化锌(ZnSe)、砷化镓(GaAs)等材料制成透镜,YAG激光器多采用硅酸硼冕牌玻璃作为透镜材料。无论是CO2激光器还是YAG激光器,它们的透镜表面还必须镀介质膜或金属膜,才能达到所需的透射特性。透镜聚焦系统的价格比较便宜。焊接过程中不可避免的飞溅和烟雾很容易污染透镜,需采取保护措施,如在激光工作头中聚焦镜附近加入横向高压气流来阻挡飞溅和烟雾。YAG激光器为保护透镜则往往采用玻璃作为防护。在透镜聚焦工作过程中,如果激光功率较高且又没有一定的冷却措施,透镜内部会因激光能量吸收而升温,产生“热透镜”效应,从而影响聚焦和加工质量。
(2)反射聚焦 在激光焊接加工系统中,反射聚焦系统也得到了大量应用,尤其是高功率激光焊接场合时。反射镜通常采用高导热材料制成,背面可与水冷元件结合,其镜面热畸变小。反射聚焦镜可以是球面反射镜,也可以是抛物反射镜。抛物反射镜的聚焦不存在像差,聚焦质量高于球面反射镜,经常用于大功率和高功率激光焊接。反射镜的抛物面一般需用金刚石刀具进行切削加工来获得高的镜面反射,并配合不同的镀层。在高功率CO2激光焊场合,为同时增加聚焦镜的抗磨损和抗飞溅能力,铜制反射聚焦镜表面往往会镀上一层钼(Mo)。与透镜聚焦系统相比,反射聚焦系统较昂贵。
有关焊接方法与过程控制基础的文章

盘式送粉机的粉末流量和速度由小闸门开启程度、圆盘转速和辅助送粉气的流量共同决定。图4-1-11 送粉机的原理示意图a)盘式送粉机 b)轮式送粉机图4-1-12 激光填丝焊送丝系统的结构工艺介质输送系统的最后输出端与光束聚焦系统固定在一起,并构成了激光工作头。......
2023-06-26

三菱电机公司的PLC冗余系统是硬件冗余系统,可以实现CPU冗余、电源冗余、网络冗余等。一个实际的冗余系统,可以根据用户需求和实际设备的特点加以配置。图12-3 冗余CPU2.电源冗余冗余的电源模块可以安装于主基板和扩展基板上。图12-4 CPU冗余的系统切换电源冗余如图12-5所示。......
2023-06-16

HFC系统的典型结构如图11.17所示,它由馈线网、配线网和用户引入线3部分组成。图11.17典型HFC网络结构①馈线网是指从前端(局端)至光节点之间的部分,大致对应CATV 网的干线段。与传统CATV 网不同的是,HFC系统的分支器允许交流电源通过,以便为用户话机提供振铃电流。图11.18给出了HFC技术的一个典型应用示例,它采用调制技术和模拟传输技术实现话音、数据和视频业务的综合接入。图11.18HFC系统原理示意图......
2023-06-26

图7-127 编辑2号报警消息的消息文本和错误点信息6.组态模拟量报警WinCC的报警系统可以对某一个过程值进行监视,可为变量指定任意多个限制值。模拟量报警功能是WinCC的附加件,需要添加到消息系统中。右键单击每条消息,在快捷菜单中选择“属性”,打开“单个消息”对话框,在“文本”选项卡中,分别编辑当3~6号模拟量报警事件到来时显示的消息文本和错误点信息。已经组态好的报警记录如图7-131所示。保存设置,退出报警编辑器。......
2023-06-23

轧件方面的因素1)热轧板卷的纵向厚度偏差。作为冷轧原料的热轧板卷在纵向的厚度差会造成轧制过程中压下量的改变,从而引起轧制力的波动,导致辊缝发生偏差,使轧出厚度发生变化。而电动机械压下系统惯性大、速度慢、精度低,显然不能满足上述要求。因为液压压下系统有自动及快速卸压装置,故可以防止轧辊及其轴承的过载和损坏。......
2023-06-15

最近配置的燃料供给系统在冷起动时也利用各气缸的喷油器进行调节,因此取消了冷起动专用喷油器。最近,多使用没有回油管的无回油燃料供给系统。高压泵由发动机凸轮轴驱动,把燃料增压为高压并提供给燃料共轨。尤其是,过剩燃料通过压力调节阀返回低压燃料管路,会导致燃料系统的温度上升。......
2023-06-28

2开机前,应对皮带机进行认真检查,清除皮带上的所有杂物。3皮带机运行时,严禁任何人跨越皮带;在任何情况下,严禁乘坐在皮带上休息。5运行时,应均匀地向皮带机供料。要待皮带机上的料全部卸完后方可停机,应避免重载停机或重载启动。严禁皮带机长时间空运转。......
2023-06-25
相关推荐