1)STT表面张力过渡控制技术是使熔滴在电磁收缩力和表面张力的作用下,实现从焊丝端头向熔池过渡的一种波形控制技术。2)CMT冷金属过渡控制技术的原理是将送丝与熔滴过渡协同控制。随即电弧重新引燃,电源提供燃弧峰值电流快速熔化焊丝。上述CO2焊熔滴过渡控制技术均能获得低飞溅甚至是无飞溅的CO2焊。......
2025-09-29
1.激光钎焊
激光钎焊即是以激光为热源的钎焊技术,利用激光束优良的方向性和高功率密度的特点,通过光学系统将激光束聚集在很小的区域,很短的时间内在接头处形成一个能量高度集中的局部加热区,熔化钎料,与母材润湿,完成连接。按照钎焊时所用钎料熔点的高低,激光钎焊又可分为激光软钎焊和激光硬钎焊。激光软钎焊技术常用于印制电路板上焊接电子元件、片状元件的组装等,这是由于激光束可实现对微小面积的高速加热,热影响区小,光辐射时间和输出功率易于控制,而且易于分光实现多点同时对称焊,具有很大的灵活性。
激光硬钎焊也称激光填丝钎焊,随着激光焊接设备成本的降低,激光钎焊技术逐步大规模应用于汽车制造领域。如图3-2-17所示,其原理为:利用激光光束作为热源,聚焦后的光束照射在填充的焊丝表面,焊丝在光束能量持续加热下熔化形成高温液态金属,液态金属浸润到被焊零件连接处,在适当的外部条件下,使之与焊件间形成良好的冶金结合。需要注意的是:焊件间的连接是通过钎料熔融金属实现的,母材本身不能被激光严重熔蚀损伤。
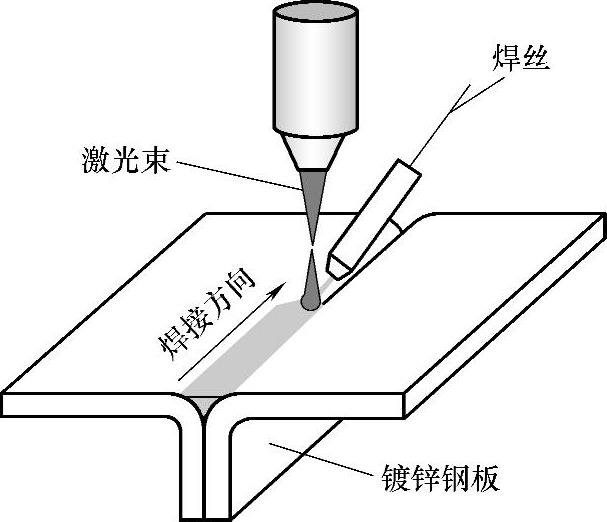
图3-2-17 激光填丝钎焊示意图
激光钎焊时同样伴随着等离子体效应,其产生的机理为:保护气体和焊接过程中产生的金属蒸气,在激光作用下发生电离,从而在焊缝上方形成等离子体。等离子体对激光有吸收、折射和散射作用,因此熔池上方的等离子体会削弱到达焊件的激光量,影响光束的聚焦效果,对焊接不利。
激光钎焊的优点如下:
1)它只产生一个局部的钎焊连接,而不需要整个零件或元件加热到钎料的漫流温度。
2)激光束热能的可控程度很高,包括可控制光束强度、束斑尺寸、加热持续时间,以及可精确地局部加热或限位加热。
3)由于固体相对于激光波长来说是透明的,激光束易于通过固体而被传输,因此激光钎焊可在密封的真空内或充有高压气体的封装物内进行。
4)容易实现自动化,能有效控制光束强度和精细定位。
激光钎焊的局限性有以下方面:
1)要求焊件装配精度高,且要求光束在焊件上的位置不能有显著偏移。这是因为激光聚焦后光斑尺寸小,焊缝窄,需动态填充金属钎料。若焊件装配精度或光束定位精度达不到要求,很容易造成焊接缺陷。
2)激光器及其相关系统的成本较高,一次性投资相对较大。
3)激光焊技术复杂,技术难度大,涉及光学、焊接学、自动化系统工程,焊接系统调试复杂。
4)激光危险,防护等级高。系统设备需要专业维护,核心设备故障停机或损坏后,修复难度大(如激光头、光源),且激光焊接系统占地面积较大。
在大多数应用场合下,将激光束直接指向接头上的预置钎料从而完成一条钎缝的钎焊。一般来说,激光钎焊时,焊件将位于固定的激光束之下。将焊件定位于激光束焦点上方以求得光束的能量密度与光束宽度之间的适当平衡。激光钎焊时,预先将钎料放置在接头内。钎料呈粉状或填隙片状,将其装在待钎焊零件之间。
任何激光钎焊过程,不论是否采用钎剂,甚至采取了措施来保证连接区不受污染,均需采用适当的气氛保护。根据材料的成分、钎料合金的纯度以及其他因素,可决定钎焊时是否采用钎剂,但总要采用一种保护气氛(氩气保护或真空)。当采用钎剂时,可用水或酒精使其与粉状钎料混合而成膏状并涂于接头内,钎焊前必须将膏状钎剂彻底干燥。
激光钎焊时需要调节的参数包括以下几种:
(1)激光光斑参数
1)离焦量:激光焊通常需要一定的离焦量来实施焊接,激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有正离焦与负离焦两种。焦平面位于焊件上方为正离焦,反之为负离焦。(https://www.chuimin.cn)
2)功率密度:功率密度是激光焊中最关键的参数之一,它表示光斑的单位面积内光量的分布。采用较高功率密度,在微秒级时间内,表层即可加热至沸点,产生大量汽化。采用较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔化温度,易形成良好的熔融焊接。
(2)光束位置 焊接时,光束宜与焊缝表面垂直,特殊情况除外。
(3)材料的焊接冶金属性及光学属性 熔点、沸点、镀锌层是确认激光钎焊各种参数的基础;材料光吸收率则代表了填充剂和母材有效吸收光量的能力。
(4)送丝速度 在一定的光功率强度下,只有调试出适当的送丝速度才可以保证钎料丝的单位时间熔化量,形成完美的焊缝,送丝太快或太慢都会导致焊接缺陷。
(5)加工速度 即焊接速度、生产节拍,一般与工业化设计能力相关。
(6)加热电流 一般根据填充钎料丝是否需要加热电流,可以把激光钎焊分为冷丝焊和热丝焊。在钎料丝与部件的过渡处会产生一个接触电阻,通以电流,可起到加热焊丝和局部母材的作用,改善金属的光能吸收效率。
目前,随着激光技术的发展,激光钎焊技术已在汽车车身焊接、电子组装等领域得到了广泛的应用。
2.红外钎焊
红外线是电磁波谱中波长介于红光和微波之间的电磁辐射,它不能引起视觉,但有显著的热效应。同时,红外线很容易被物体吸收,在通过有悬浮粒子的物质时不容易发生散射,具有较强的穿透能力。在工业上红外线被广泛用作热源。红外线钎焊就是利用红外线辐射能来加热焊件和熔化钎料的钎焊方法。
用作钎焊热源的一种主要红外线辐射器是大功率石英白炽灯。如在石英灯上附加抛物面聚焦装置,可以对小型部件进行点状钎焊。这种钎焊装置目前已用于印制电路板上小型元器件的钎焊连接。
电热毡钎焊是红外线钎焊的另一种形式。电热毡是由上、下加热垫组成。垫内安放有冷却水管,垫的表面安置着加热元件,其形状与焊件外形(一般为蜂窝壁板)相同。焊件放在密封容器内,容器置于加热垫之间,抽真空并充氩后加热钎焊。在加热中热量的辐射起到主要作用。
3.电弧钎焊
电弧钎焊是一种新型的钎焊工艺。钎焊时电弧位于焊件与熔化极之间,周围是惰性气体。钎料作为电弧的一个电极,从焊枪中连续送进钎焊区,形成钎焊焊缝的填充金属。
电弧钎焊具有节能高效的特点,同时由于氩气流对电弧具有压缩作用,热量较集中,加热升温速度快,钎焊接头在高温停留时间短,母材金属不易产生晶粒长大现象,热影响区窄,其组织与性能变化也较小,焊缝成形美观,速度快,钎焊接头强度较高。用于镀锌钢板钎焊时可防止锌层的破坏及锌的蒸发,钎缝耐腐蚀,生产效率高。
根据电极采用的材料不同,电弧钎焊分为熔化极惰性气体保护电弧钎焊(MIG钎焊)、钨极惰性气体保护电弧钎焊(TIG钎焊)、脉冲熔化极/非熔化极惰性气体保护电弧钎焊及等离子弧钎焊。
对于TIG/MIG钎焊,电极接正极,母材接负极,因其特有的“阴极雾化”作用,能破碎和清洁钎缝表面的氧化膜;电极接负极时,等离子弧柱的热活化和热蒸发作用,使加热区得到净化,所以电弧钎焊不需要用钎剂,无钎剂腐蚀作用,不需要焊后清洗。
MIG钎焊中采用脉冲电流是取得低热输入最适宜的方式,并采用一脉一滴的熔滴过渡方式。钎焊过程中无飞溅,电弧十分稳定。采用脉冲MIG钎焊,因接头能够熔敷足够多的钎料,而这个部位的热输入却很小,所以对减小变形效果显著。
电弧钎焊要求热输入不能过大,否则会造成焊件局部熔化而不能形成钎焊接头。故采用较低的热输入是获得良好钎焊接头的必要条件。因此钎焊过程中必须严格执行工艺规范。
电弧钎焊作为一种新型的钎焊工艺,由于其显著优点已在生产中获得了很多应用。在国内,一汽集团在20世纪90年代初即开展了电弧钎焊工艺的研究,并很快用于轻型车、涂装线制造等生产中;奥迪A6、上海别克已使用MIG钎焊方法焊接镀锌钢板;上海大众帕萨特在2025年已大量采用了该工艺。德国、美国、英国、日本、瑞士、荷兰、意大利等国的汽车工业的部件制造及电器制造上,都已经采用了电弧钎焊方法。
相关文章

1)STT表面张力过渡控制技术是使熔滴在电磁收缩力和表面张力的作用下,实现从焊丝端头向熔池过渡的一种波形控制技术。2)CMT冷金属过渡控制技术的原理是将送丝与熔滴过渡协同控制。随即电弧重新引燃,电源提供燃弧峰值电流快速熔化焊丝。上述CO2焊熔滴过渡控制技术均能获得低飞溅甚至是无飞溅的CO2焊。......
2025-09-29

我国西气东输工程采用了直缝埋弧焊管,其中X70级管线钢,壁厚14.5~26.2mm,直径914~1118mm,采用的是双面四丝埋弧直缝钢管。外预焊采用CO2气体保护焊,内外焊采用四丝埋弧焊,并采用DC+AC+AC+AC电源组合,交流电源采用特定的柯斯特接法,以减少电弧间的相互干扰。焊丝中心一定要排列在焊缝中心线上,否则会因焊丝排列不在一条直线上而形成摆动电弧,造成正反面焊缝中心错位缺陷。......
2025-09-29

在基于BRP的电力系统中,各参与方在电力市场环境中通过平衡机制来确保电力系统的安全运行。对于最后的这个措施,BRP可以使用储能以减少不平衡。图1-10给出了法国电力系统的不平衡调节曲线。总之,减少电能供需不平衡的需求导致了BRP对储能的应用需求,使其进行每日的充放电循环。在电力系统中,采用储能所带来的收益,取决于其建设和使用成本,以及系统进行不平衡调节所需的费用水平。......
2025-09-29
在制冷设备中,变频技术的引入使设备制冷/制热效率得到了提升。图解演示图11-42所示为海信KFR-25GW/06BP型变频空调器中的变频电路部分。该变频电路主要由控制电路、过电流检测电路、变频模块和变频压缩机构成的。图11-43 海信KFR-25GW/06BP型变频空调器变频电路的工作过程相关资料图11-44所示为上述电路中PS21564型智能功率模块的实物外形、引脚排列及内部结构,其各引脚功能见表11-2所列。......
2025-09-29
保护气氛炉中钎焊也称控制气氛炉中钎焊,其特点是:加有钎料的焊件是在活性或中性气氛保护下的电炉中加热钎焊的。根据所用气氛的不同,可分为还原性气氛炉中钎焊和惰性气氛炉中钎焊。保护气氛炉中钎焊设备由供气系统、钎焊炉和温度控制装置组成。图3-2-4 还原性气氛炉中钎焊示意图在高温下,氢气是许多金属氧化物的一种最好的活性还原剂。......
2025-09-29

光纤传感器始于1977年,把待测量与光纤内的导光联系起来就形成光纤传感器,如图3-70所示。与传统的以电为基础的传感器相比,光纤传感器用光而不是用电来作为敏感信息的载体;用光纤而不是用导线来作为传递敏感信息的媒介。图3-70光纤传感器光纤传感技术用于铁路诸多设施和装备的监测中,包括车辆状态、车辆结构、轨道状态、轨道基础结构、线路中的桥梁隧道等基础设备的监测。......
2025-09-29
近十几年来,在微观力学方面,纳米压痕技术受到越来越广泛的应用,主要体现在以下几个方面。图6-27为采用纳米压痕技术在硅表面施加50mN压力后形成的压痕阵列。图6-30为利用纳米压痕和显微成像技术相结合的一个典型例子。图6-31为采用材料纳米压痕技术测量Al多晶材料中一个晶粒性能的过程及力—位移曲线。Bahr[88]利用纳米压痕实验完成了低于50 nm深度的硬度测量;Adams[89]用纳米压痕实验研究了颗粒薄膜凝聚体的断裂机制。......
2025-09-29

相关推荐