电触头是开关电器中直接承担接通和分断电路的元件,其性能好坏直接影响到开断容量、使用寿命及运行可靠性。而Ag-W电触头和触板的连接在生产中采用电阻钎焊实现。若钎焊时间过长,接头处热量将剧增,温度不断上升,造成液体钎料流失,强度降低;而钎焊时间太短,接头电阻产生的热量不够,钎料来不及充分润湿被焊金属,从而使钎料流布不均匀,接头强度降低。钎焊时间控制在3.5~4.5 s,AgW50和纯铜电阻钎焊可获得最高的接头强度。......
2023-06-26
在飞机制造与维修过程中,有大量系统导管需要进行连接,特别是航空发动机管件通常采用感应钎焊的方法进行连接。
PW4000航空发动机的4号轴承润滑油压力管材质为不锈钢,接头进行感应钎焊。所用钎料为AMS 4772银钎料54Ag-40Cu-5.0Zn-1.0Ni(质量分数,%),形状为丝状,其直径为0.4mm。感应加热器型号为SP-25A,温度测定采用红外测温仪,其精度为0.5℃,可测量温度范围为400~1200℃,测温点选择在导管接头部位,通过采集钎焊管件表面加热温度的信号来对加热参数进行控制。
航空发动机管件钎焊修复的工艺过程包括管路表面的清理、钎剂与钎料的预置、钎焊定位、感应钎焊、焊后处理。
1.发动机管路表面清理工艺
钎焊工艺对焊件表面清洁度要求非常严格,清洁度不仅影响接头的外观质量,还影响焊件对钎料的吸附,直接影响钎焊质量。为此,在装配前必须清理待钎焊部位表面上的污物、砂粒、滑油、油脂或其他有害材料。发动机管路零件感应钎焊的预处理包括酸碱电化学清洗残留钎料和表面喷砂清除氧化皮。
2.钎剂和钎料的预置与发动机管路与待钎接头的定位
预置钎剂和钎料是感应钎焊的重要工序之一,首先将AMS 3411钎剂均匀涂敷到钎焊部位及相邻的高温区域,然后将AMS 4772钎料加工成环状,放置方式如图3-2-12所示。
管路接头的安装、定位和间隙控制对感应钎焊接头质量的影响很大,接头安装形式如图3-2-13所示,使零件在钎焊时处于正确的位置,从而实现钎焊间隙的装配。
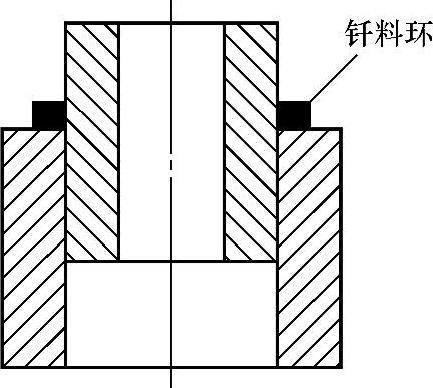
图3-2-12 钎料环放置方式示意图
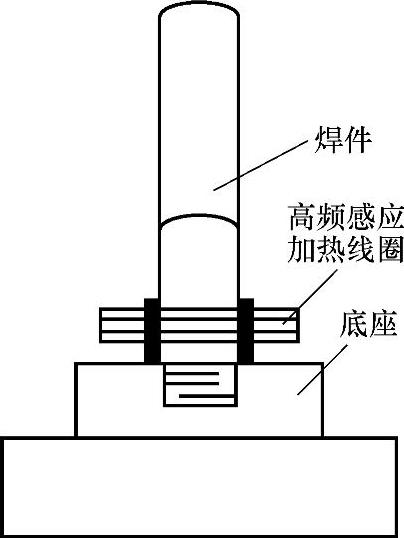
图3-2-13 钎焊管路接头的安装形式
3.发动机管路感应钎焊工艺
接头的装配间隙是影响钎焊质量和接头强度的主要因素,本修复工艺中间隙为0.05mm±0.01mm。为获得优良的钎缝组织,且不损伤母材,应选用适当的升温速度将钎焊接头部位局部加热至840℃±5℃,保温60s,然后继续加热至940℃±5℃,保温30s,实现钎焊连接,然后以不高于19℃/min的冷却速度将管路零件钎焊部位冷却至室温,以防止钎缝出现裂纹和其他缺陷。
4.发动机管路钎焊焊后处理的工艺
由于钎焊过程中所采用的钎剂中含有氟化物,焊后如有残留将影响钎焊接头的质量,所以采用如下工艺去除残留氟离子:将零件接头完全浸泡在66~93℃的热水中,水煮至少5min,然后快速干燥。经感应钎焊的航空发动机管接头如图3-2-14所示。
有关焊接方法与过程控制基础的文章

电触头是开关电器中直接承担接通和分断电路的元件,其性能好坏直接影响到开断容量、使用寿命及运行可靠性。而Ag-W电触头和触板的连接在生产中采用电阻钎焊实现。若钎焊时间过长,接头处热量将剧增,温度不断上升,造成液体钎料流失,强度降低;而钎焊时间太短,接头电阻产生的热量不够,钎料来不及充分润湿被焊金属,从而使钎料流布不均匀,接头强度降低。钎焊时间控制在3.5~4.5 s,AgW50和纯铜电阻钎焊可获得最高的接头强度。......
2023-06-26

基于以上因素,空调铜管连接常采用火焰钎焊技术。试验证明,铜磷钎料和铜银磷钎料在空调管路系统纯铜管火焰钎焊中的使用能满足接头的性能及钎焊工艺要求。待液态钎料填满间隙后,移开钎料丝,同时火焰焰心与焊件的距离应加大到35~45mm,以防钎料过热或焊件过烧,从而使接头的性能变坏。......
2023-06-26

图3-2-14 航空发动机感应钎焊管接头感应钎焊可分为手工、半自动和自动三种方式。半自动感应钎焊,焊件的装卸和通电加热仍靠人工操作,但钎焊过程的断电结束是自动控制的。自动感应钎焊使用的感应线圈是盘式或隧道式。感应钎焊在工业生产中应用得越来越多,其操作与防护主要体现在电器设备、所含的腐蚀钎剂、热的材料、在控制气氛钎焊中潜在爆炸危险、在清洗和工艺中使用的化学品等方面。......
2023-06-26
感应钎焊是将焊件的待钎焊部分置于交变磁场中,依靠这部分母材在交变磁场中产生感应电流的电阻热来加热的钎焊方法,基本原理如图3-2-10所示。感应钎焊可应用于自动生产线,以预置钎料的方式进行。感应钎焊的加热范围小,增加了所用工装的寿命,保持了被连接部件的尺寸精度。感应钎焊要求待连接焊件的装配间隙适当缩小。一般感应钎焊的频率为500kHz左右。感应钎焊所用的设备主要由两部分组成,即交流电源和感应线圈。......
2023-06-26
本实例使用超单元来建立整个模型。在本书光盘中提供本实例题所有建模、分析和结果确认过程的最终数据库文件和动画文件。图14-131 阶梯轴转子模型表14-16 轮盘的参数在0.1651m和0.287m的位置处分别加两个相同的轴承支撑,轴承支撑的刚度系数和阻尼系数见表14-17。表14-17 轴承支撑的刚度系数和阻尼系数本实例所介绍的各阶段的分析步骤与一般实际工作中的分析过程基本相同。......
2023-10-27
为了保证焊接质量,钎焊前需要仔细清洗焊件,目的是把焊件表面的油渍及厚氧化膜去除。预热温度为500~540℃,保温2~5min。盐浴钎焊时应尽可能保证密闭通道内空气排出,防止空气被封闭在空腔内阻碍熔盐润湿所有待钎表面。氟化物钎剂在钎焊过程中依靠溶胀作用使氧化膜强度下降,同时氧化剂的存在降低了金属的表面张力使钎料易于铺展。熔盐准备过程中,要保证熔盐的pH值为5.3~7.0。如果pH值超过7.0,则需AF添加剂调节。......
2023-06-26

单击Analysis Data图标,进入分析数据模块,同时显示出分析数据的快捷命令图标。图14-242 定义单元特性对话框Type:默认为Flexible。图14-243 转子定义对话框选中Axis并选择X轴作为转子的旋转轴。如图14-247所示,在Archive对话框中定义轴承反力和相对位移输出。图14-248 不平衡量载荷Mass:输入3,单位为kg。图14-249 数据树中已定义的数据......
2023-10-27

本实例采用梁模型建模对阶梯轴转子进行瞬态响应分析。在本书光盘中提供本实例中所有建模、分析和结果确认过程的最终数据库文件。通过查看算例文件可以对整个分析过程获得一定的了解。表14-9 轮盘的参数表14-10 不平衡质量块的参数注意:在本实例中,需要给定轮盘和不平衡质量块的转速,才能把其不平衡效应考虑进去。表14-11 弹簧支撑的刚度系数和阻尼系数本实例所介绍的各阶段的分析步骤与一般实际工作中的分析过程基本相同。......
2023-10-27
相关推荐