PW4000航空发动机的4号轴承润滑油压力管材质为不锈钢,接头进行感应钎焊。航空发动机管件钎焊修复的工艺过程包括管路表面的清理、钎剂与钎料的预置、钎焊定位、感应钎焊、焊后处理。......
2023-06-26
电触头是开关电器中直接承担接通和分断电路的元件,其性能好坏直接影响到开断容量、使用寿命及运行可靠性。随着现代工业的快速发展,对电触头的可靠性和电寿命提出了更高的要求。银基电触头材料适用于在各种功率条件下工作,如各种开关、继电器和接触器等大、中负荷电器中。
高压开关中的电触头是最关键的接触元件之一,大都采用Ag-W经粉末冶金方法制成,它具有高导热导电性、耐磨性及耐电弧性能,但焊接性较差。而Ag-W电触头和触板的连接在生产中采用电阻钎焊实现。
试验用触头材料为AgW50,在其焊接表面有一层银(是在制备触头材料时熔渗所剩余的银),触头规格为准7mm×5mm的圆片,其物理和力学性能见表3-2-3。触板为T2纯铜,规格为准10mm×5mm的圆片。钎焊材料选用Ag-Cu-Zn合金,因为Ag-Cu-Zn合金钎料的特点是熔化温度较低,润湿性及填缝能力好,接头强度高且能承受振动载荷。钎料片的厚度为0.06mm,其化学成分和性能见表3-2-4。钎焊时所用钎剂为102钎剂。
表3-2-3 AgW50触头材料的物理和力学性能

表3-2-4 BAg45CuZn钎料的化学成分和性能

焊前把石墨上、下电极座装于点焊机极臂上,并调好其行程,使上、下电极面平整。焊接时,按图3-2-7所示顺序摆放好触头、纯铜和钎料片,并在钎料片表面涂上钎剂,调节焊接电流为65~75A,采用手动加压,通电加热,待纯铜发红,钎料熔化并向四周均匀渗出时(约800℃)停止通电。稍冷却至钎料凝固,取出焊件。
在焊接电流、电极材料和焊件表面处理方式相同的条件下,影响电阻钎焊质量的最主要因素有钎焊压力及钎焊时间。
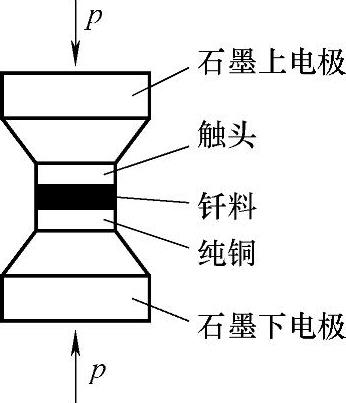
图3-2-7 电阻钎焊结构图
如图3-2-8所示,起始时接头强度随着压力的增加而提高,当压力达到某一值时,接头的强度达到最大值;若继续增加压力,熔化的钎料因压力的作用会部分被挤出钎缝而流失,降低其扩散和润湿作用,使得接头强度下降;当压力增大到一定程度时,钎料将全部流失,并使钎接处产生较大的变形,导致钎接失败。反之,若压力过小,使钎缝处于点接触,电阻增大,出现局部过热并产生火花,烧坏接头。AgW50和纯铜电阻钎焊时,钎焊压力应控制在1.3~1.5MPa。
在压力一定的条件下,接头强度与钎焊时间的关系如图3-2-9所示。可以看出,钎焊时间过长或太短,接头强度都会降低。若钎焊时间过长,接头处热量将剧增,温度不断上升,造成液体钎料流失,强度降低;而钎焊时间太短,接头电阻产生的热量不够,钎料来不及充分润湿被焊金属,从而使钎料流布不均匀,接头强度降低。钎焊时间控制在3.5~4.5 s,AgW50和纯铜电阻钎焊可获得最高的接头强度。
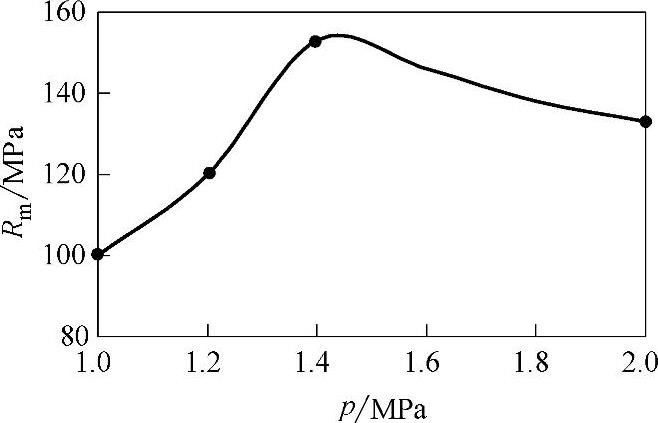
图3-2-8 接头强度与钎焊压力的关系
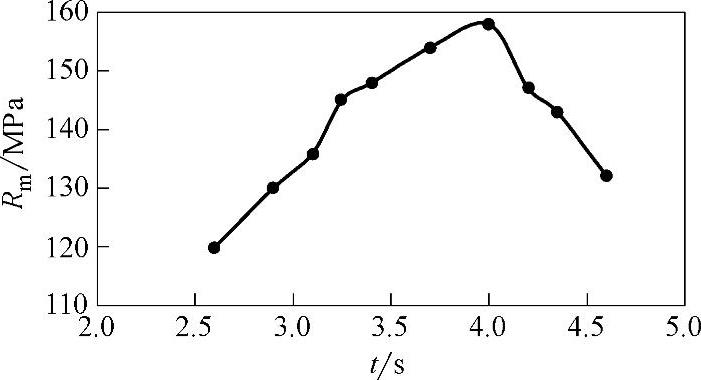
图3-2-9 接头强度与钎焊时间的关系
有关焊接方法与过程控制基础的文章

PW4000航空发动机的4号轴承润滑油压力管材质为不锈钢,接头进行感应钎焊。航空发动机管件钎焊修复的工艺过程包括管路表面的清理、钎剂与钎料的预置、钎焊定位、感应钎焊、焊后处理。......
2023-06-26

电阻钎焊最适于采用箔装钎料,它可以方便地直接放在零件的钎焊面之间。直接加热电阻钎焊的加热程度由电流大小和压力确定,加热电流为6000~15000A,压力为100~2000N。表3-2-2 电极的性能直接加热的电阻钎焊由于只有焊件的钎焊区域被加热,因此加热迅速,但对工件形状及接触配合的要求高。电阻钎焊可在通常的电阻焊机上进行,也可采用专门的电阻钎焊设备和手焊钳。......
2023-06-26

基于以上因素,空调铜管连接常采用火焰钎焊技术。试验证明,铜磷钎料和铜银磷钎料在空调管路系统纯铜管火焰钎焊中的使用能满足接头的性能及钎焊工艺要求。待液态钎料填满间隙后,移开钎料丝,同时火焰焰心与焊件的距离应加大到35~45mm,以防钎料过热或焊件过烧,从而使接头的性能变坏。......
2023-06-26

特别是机器不能够通电检修时,不用电阻法会使维修工作陷入困境。为确保检测的可靠性,在进行电阻测量前,应对各在路滤波电容进行放电,防止大电容储电烧坏万用表。电阻检测法一般采用“正向电阻测试”和“反向电阻测试”两种方式相结合来进行测量。另外,在实际测量中,也常用“在路”电阻测量法和“不在路”电阻测量法。总之,使用在线电阻测量法时,应根据线路选择适当的测量方法,要随机应变,必要时还得采用脱焊电阻测量法。......
2023-06-23

热电阻传感器可分为金属热电阻式和半导体热电阻式两大类,前者简称热电阻,后者简称热敏电阻。此外铜热电阻易被氧化,不宜在侵蚀性介质中使用。热电阻传感器的测量电路最常用的是电桥电路。半导体热敏电阻根据随温度变化的典型特性分为三种类型:负温度系数热敏电阻NTC、正温度系数热敏电阻PTC和在某一特定温度下电阻值发生突然变化的临界温度电阻器CTR。......
2023-06-22

图1-53所示是一个有趣的试验,先合上开关S1灯泡接通电流IR=1A,IN=1A;再合上开关S2变压器通电,变压器电流IL=0.5A,这时IN=1.1A;最后合上电容开关S3,电容并入电路,电容电流IC=1.25A,可这时总电流IN=1.25A。当RL支路中的IL>IC时,总负载为感性;当RL支路中的IL<IC时,总负载为容性;当RL支路中的IL=IC时,则总电流和电压同相,这时电路的状态为并联谐振或称为电流谐振。......
2023-06-25

为了保证焊接质量,钎焊前需要仔细清洗焊件,目的是把焊件表面的油渍及厚氧化膜去除。预热温度为500~540℃,保温2~5min。盐浴钎焊时应尽可能保证密闭通道内空气排出,防止空气被封闭在空腔内阻碍熔盐润湿所有待钎表面。氟化物钎剂在钎焊过程中依靠溶胀作用使氧化膜强度下降,同时氧化剂的存在降低了金属的表面张力使钎料易于铺展。熔盐准备过程中,要保证熔盐的pH值为5.3~7.0。如果pH值超过7.0,则需AF添加剂调节。......
2023-06-26
如果我们把虚线框内的5个电阻从A、B两点断开,求这个无源二端网络的 “等效”电阻RAB,即若Y形电阻网络中3个电阻值相等,则等效△形电阻网络中3个电阻也相等,即图1.15电阻之间的等效变换于是,5个电阻就由RAB来替代了,替代以后,并不改变待求量I和U,所以我们说RAB是虚线框内电路部分的“等效”电阻。Y形电阻网络与△形电阻网络之间的等效变换,除了计算电路的入端电阻以外,还能较方便地解决实际电路中的一些其他问题。......
2023-06-24
相关推荐