PW4000航空发动机的4号轴承润滑油压力管材质为不锈钢,接头进行感应钎焊。航空发动机管件钎焊修复的工艺过程包括管路表面的清理、钎剂与钎料的预置、钎焊定位、感应钎焊、焊后处理。......
2023-06-26
在空调器和制冷工业中通常采用火焰钎焊的方法连接大量的铜管接头。空调机管路系统所用的材料是纯铜或黄铜,具有气密性的要求。铜和铜合金具有较好的润湿性,主要的氧化膜容易清除,因此具有优良的钎焊性。火焰钎焊与其他焊接方法相比,具有成本低,劳动效率高,致密性好,操作简单等优点。基于以上因素,空调铜管连接常采用火焰钎焊技术。
空调管路系统使用的都是薄壁材料,厚度不超过2.5mm,其中铜管接头采用对接接头,如图3-2-2所示,钎焊时接头处于垂直位置,钎料熔化后往下流入管缝内实现连接。
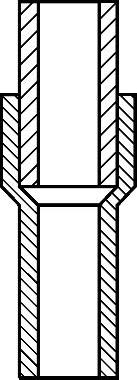
图3-2-2 铜管接头对接接头形式
1.钎料的选取
钎焊是通过毛细作用把熔化的钎料吸进接头之中的一种方法。所以液态钎料对固体母材的润湿性及流动性是得到良好接头的关键。铜磷钎料(以Cu-P二元合金为基的钎料)和铜银磷钎料(以Cu-Ag-P三元合金为基的钎料)因含磷,不但熔点得到适当地降低,而且具有自钎作用,钎焊时可少加或不加钎剂,且这类钎料的润湿性很好,接头具有很高的耐蚀性,适用性广。
试验证明,铜磷钎料和铜银磷钎料在空调管路系统纯铜管火焰钎焊中的使用能满足接头的性能及钎焊工艺要求。
2.钎剂的选用
钎剂的作用是清除钎料和母材表面的氧化物、改善钎料对母材的润湿能力以及有效地保护焊件和液态钎料在钎焊过程中不被氧化。
以硼砂为主的硬钎剂在钎焊后会留有残渣,防氧化效果一般。使用以硼化物和醇类为主要成分的新型高效助焊剂,熔化温度低,可迅速在焊缝周围形成一种保护层,以减少有害气体侵入,防氧化效果显著,而且能使焊缝金属晶粒细化,以提高焊缝的耐蚀性。焊缝成形美观,焊后焊接区呈红色。
3.焊前清理和接头装配
焊前清理是钎焊前十分重要的准备工作之一,必须将接口处清洗干净,去除油污或氧化物。
为保证接头的钎缝强度和致密性,焊接接头间必须留有适当的间隙。间隙太小,某些钎料不能流过。另外,铜管的飞边或不规则的边缘会影响钎料的流动或部件的装配间隙,所以通常配管前要注意对飞边进行清理。
不同母材、不同钎料所需的接头间隙不同。空调管路钎焊接头的间隙(单边)一般取0.05~0.1mm,对直径较大的管(ϕ16mm以上),间隙取≤0.15mm;直径ϕ22mm以上的管,间隙取≤0.2mm。
4.钎焊加热
用火焰的外焰先在粗管管端10mm范围内加热;再在小管距接口处10mm范围内加热,然后在接口处加热。
将工件接头上下两部分尽可能均匀地加热到钎焊温度(630~670℃),焰心距工件表面应保持15~20mm的距离,并用滚动和扫动焊枪的方法保持温度。注意拿住钎料靠住焊枪火焰外层使之预热,达到钎焊温度后才开始加钎料(加入钎料时,必须从火焰加热方向的背面添加钎料),用铜管的热量使钎料熔化,通过毛细作用把钎料吸入整个接头中。不应当用火焰直接加热使钎料熔化。注意加热时要温度均匀,防止过烧。
待液态钎料填满间隙后,移开钎料丝,同时火焰焰心与焊件的距离应加大到35~45mm,以防钎料过热或焊件过烧,从而使接头的性能变坏。
5.充氮保护
因铜管表面易形成氧化皮,表面氧化皮阻碍钎料润湿铜管,钎料在氧化皮表面形成点状。所以纯铜管焊接过程中要进行有效的充氮保护(注意充氮压力、充氮方式),正常充氮焊接的铜管钎缝内壁外观良好,较洁净光亮;而未进行充氮焊接的铜管,钎缝内壁会有明显的碎片形成。
6.钎焊接头的冷却
钎焊后,在钎料凝固前不应移动焊件,否则,接头会开裂和泄漏。另外焊接后不能立即对接头进行急剧冷却,以防止接头开裂。钎焊后如发现焊缝有焊渣,因焊渣对接头有腐蚀作用且影响外观,必须进行清理。
有关焊接方法与过程控制基础的文章

PW4000航空发动机的4号轴承润滑油压力管材质为不锈钢,接头进行感应钎焊。航空发动机管件钎焊修复的工艺过程包括管路表面的清理、钎剂与钎料的预置、钎焊定位、感应钎焊、焊后处理。......
2023-06-26

电触头是开关电器中直接承担接通和分断电路的元件,其性能好坏直接影响到开断容量、使用寿命及运行可靠性。而Ag-W电触头和触板的连接在生产中采用电阻钎焊实现。若钎焊时间过长,接头处热量将剧增,温度不断上升,造成液体钎料流失,强度降低;而钎焊时间太短,接头电阻产生的热量不够,钎料来不及充分润湿被焊金属,从而使钎料流布不均匀,接头强度降低。钎焊时间控制在3.5~4.5 s,AgW50和纯铜电阻钎焊可获得最高的接头强度。......
2023-06-26

火焰钎焊夹具应能适应钎焊组件加热后的膨胀。火焰钎焊中常用的钎料系统是BAg、BCuP和RBCuZn。尽量不要把火焰直接作用在钎料上以及缝隙处的钎剂上,直接加热钎焊材料容易使它们过热、出现烟气,甚至导致钎焊材料失效。......
2023-06-26

焊接水深6~7m,采用T203水下焊条,焊条直径4mm,焊接电流为180~200A。牺牲阳极焊完后,测钢管桩电位全部达到-0.95V,说明水下焊接的连接良好,牺牲阳极可起防腐蚀作用。渤海12号钻井平台有6根水下桩,需焊焊缝是连接钢桩和导管的弧形板两端的两条环缝。图1-8-21所示为潜水焊工在挡流筒内进行水下焊接操作的示意图。图1-8-21 水下桩水下焊接操作示意图......
2023-06-26

钎缝的成分和组织在整个接头区内是不均匀的。扩散区是由钎料组分向母材中扩散所形成的。图3-1-21 钎缝区组织示意图图3-1-22 Ni-Cr-B-Si钎料钎焊小间隙钎缝时的显微组织大量的试验结果表明,影响钎焊接头性能的区域主要在界面区。而对于接触反应钎焊,完全是通过原子的扩散得到液态的共晶组织,因此接触反应钎焊的钎缝组织,凝固后基本上是完全的共晶组织。固溶体组织一般具有良好的力学性能,对接头性能是有利的。......
2023-06-26
火焰钎焊是一种常见的钎焊方法,完成钎料熔化和流动所需的热量是靠燃气火焰来实现的,如图3-2-1所示。图3-2-1 火焰钎焊火焰钎焊通用性强,工艺过程简单,主要用于铜基钎料和银基钎料钎焊碳钢、低合金钢、不锈钢、铜及铜合金的薄壁和小型焊件。火焰钎焊的特点如下:1)火焰钎焊在空气中完成,一般不需要保护气体,通常需要使用钎剂。4)火焰钎焊是一种方便灵活的钎焊工艺,少量的接头可以手工完成,大批量生产可以采用自动火焰钎焊系统。......
2023-06-26

下面以切割V形、Y形、X形焊接坡口为例,介绍气体火焰切割技术在工业生产中的应用。手工气割坡口设备简单方便,操作灵活,但是切割质量很大程度上取决于操作工人的熟练程度,对于重要构件的焊接坡口,如压力容器和化工容器,需要采用半自动机械切割设备来进行切割,以保证切口的质量和效率。表8-7列出了普通割嘴一次切割X形坡口的工艺参数。......
2023-07-02

单击Function Dialog对话框中的图标,弹出图14-125所示的Display Function Manager对话框,取消勾选后10阶,即只显示前10阶的曲线,单击OK按钮返回Function Dialog对话框。图14-125 Display Function Manager对话框将Abscissa Unit和Ordinate Unit都改为tr/s,单位为Hz。频率与转速的关系曲线图Compbell图,如图14-126所示。图14-130 第2阶正向涡动频率振型图单击工具条中的保存文件快捷图标进行保存。......
2023-10-27
相关推荐