基于以上因素,空调铜管连接常采用火焰钎焊技术。试验证明,铜磷钎料和铜银磷钎料在空调管路系统纯铜管火焰钎焊中的使用能满足接头的性能及钎焊工艺要求。待液态钎料填满间隙后,移开钎料丝,同时火焰焰心与焊件的距离应加大到35~45mm,以防钎料过热或焊件过烧,从而使接头的性能变坏。......
2023-06-26
1.火焰钎焊的设备
火焰钎焊设备主要包括储气设备、阀门、传输气体的管路系统、焊炬、喷嘴、安全装置和其他辅助装置。
(1)储气设备 手工火焰钎焊所用的燃气通常用以下三种方式储存和供气。
1)单独钢瓶供气,通常用于量不大或需要移动的场合。
2)带歧管的瓶组供气,用于气体消耗量较大的场合。
3)管道输送,用于需要大量气体的场合。
(2)气体压力调节器 气体压力调节器的作用如下。
1)降低从气源来的压力,以满足燃气燃烧的要求。
2)当气源压力有变化时,维持出口压力不变。
压力调节器有单级和双级两种不同的类型。单级调节器是简易型的调节器,它使气瓶输出的气体压力一步降到钎焊用压力。双级调节器使气瓶输出的气体压力分两步降到钎焊用压力。调压器上通常有两个量表,调压器的入口量表测量气瓶的气体压力,外侧量表测量释放到焊炬上的压力。
(3)焊炬及喷嘴
1)焊炬。手工火焰钎焊的焊炬由枪体、混合室和喷嘴组成,枪体上有阀门控制氧气和燃气的流出。混合室提供了适合燃烧的燃气和氧气的混合。喷嘴提供了所期望的火焰尺寸和轮廓,它能保证操作人员有效地将火焰引向被钎焊件。
2)喷嘴。各种火焰钎焊的喷嘴根据焊炬尺寸、被加热的焊件尺寸和选择的燃气来确定。它们通常采用具有高导热性、不容易过热的铜合金来加工。乙炔或氢气使用的喷嘴口是平的,用于丙烷或液化石油气的喷嘴,在其口上有一个凹面,以防止侧向风吹灭火焰。
(4)夹具及其他辅助装置
1)夹具。夹具的设计主要考虑夹具不能干涉焊炬火焰的正常移动和接合面的均匀加热,并且保证钎焊操作者具有良好的视野来观察钎焊接头。夹具与焊件的接触面积越小越好,它不能被焊炬火焰退火、不能接触钎剂、不能起到散热器的作用。火焰钎焊夹具应能适应钎焊组件加热后的膨胀。
2)其他辅助装置。它包括如下配件。
①软管:使用在氧-燃气设备上的软管是柔性的,并能承受相对高的压力。
②回火保险器:回火保险器安装在软管和焊炬之间或软管和调压器之间,它实际上是一个阀门,防止由于设备、操作人员误操作等原因使焊炬火焰进入焊炬或软管中形成回火。
2.火焰钎焊的工艺方法
(1)钎料 大多数金属适合火焰钎焊,只有一些活泼的金属(如钛和锆)不适合火焰钎焊。火焰钎焊中常用的钎料系统是BAg、BCuP和RBCuZn。BAg钎料的熔化温度为593~815℃,它尽管比铜锌钎料贵,但由于其熔化温度低,具有优良的钎焊工艺性能,容易操作,所以可以用于生产速度较高的场合。BAg钎料可用于大部分黑色金属和有色金属,一般需使用钎剂。
BCuP钎料的熔化温度为704~926℃,主要用于铜和铜合金的钎焊,不能用于黑色金属、镍基合金或含质量分数10%以上镍的铜合金。BCuP钎料在纯铜上使用时是自钎剂,但在其他金属(包括铜合金)上使用时需使用钎剂。由于其耐蚀性差,不能用于含硫的工作环境中。
RBCuZn钎料的熔化温度为815~982℃,可用于连接各种钢铁材料和非钢铁材料。由于其钎焊温度较高,要防止母材过热。
(2)钎剂 用于火焰钎焊的钎剂一般是氟化物-硼酸盐型。按照美国焊接学会(AWS)分类的钎剂和典型应用见表3-2-1。
表3-2-1 美国焊接学会(AWS)钎剂的分类及典型应用
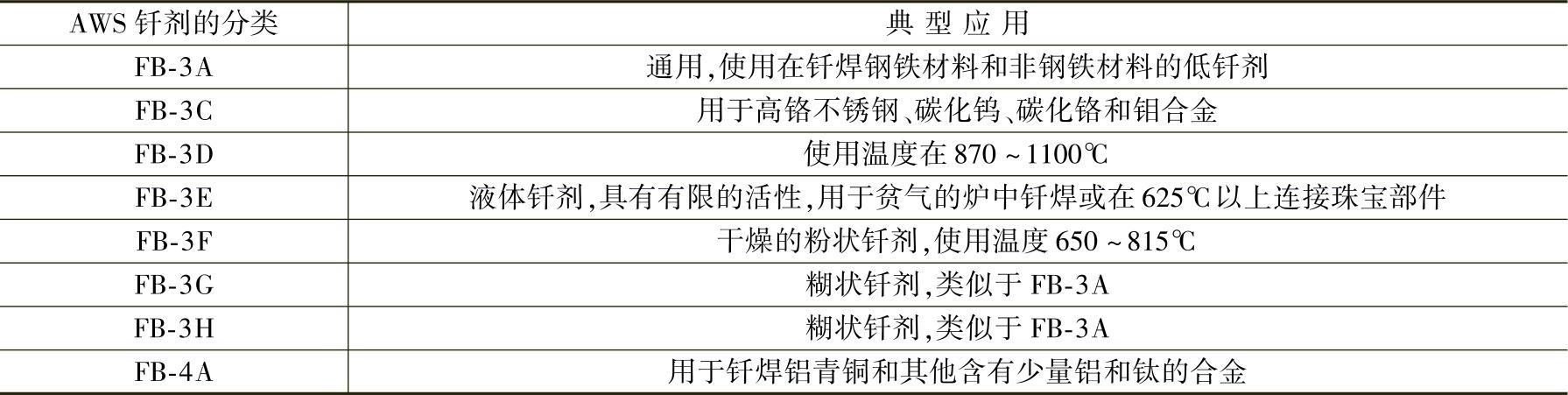
利用钎剂的熔化温度比钎料的钎焊温度稍微低一点的特性可以指导焊工观察焊件是否接近钎焊温度,以避免工件过热。当观察到钎剂完全变成液体后,就将钎料接触到接头上,钎料随即熔化,连续送进钎料,直到流动的钎料填满接头,停止加热。
(3)火焰 在火焰钎焊中,为了获得满意的钎焊接头,要对火焰进行适当调节。调节氧乙炔焰相对简单,依靠观察火焰的特点来调节。丙烷气和液化石油气的火焰没有明显的变化,调节比较困难,需要通过流量计来调节。
加热时,要用内焰而不是焰心来加热。钎料只在母材的钎焊区域达到适合的钎焊温度时才能实现流动和毛细现象,要通过焊件与火焰的相对运动,使接头区域达到均匀的温升。尽量不要把火焰直接作用在钎料上以及缝隙处的钎剂上,直接加热钎焊材料容易使它们过热、出现烟气,甚至导致钎焊材料失效。
(4)焊炬摆动 摆动焊炬是火焰钎焊中最重要的操作要求之一。其目的是保证钎焊结合面上的温度能均匀地达到钎焊温度,并尽可能地在钎焊温度下维持一段时间,以完成钎料向接头缝隙的流入和气体的析出。也可以使用辅加多头或多火焰焊炬实现焊件温度的均匀化。
(5)钎料、钎剂的填加 手工火焰钎焊操作中通常采用送进钎料的方式,而在机械化操作时采用预置的钎料或焊膏。预置钎料要避免过早地熔化。当通过手工将钎料丝送到接头上时,先将钎料丝头浸在钎剂中,然后用钎料将钎剂抹到接头上,控制热量使熔化的钎料贯穿接头流动。
(6)钎焊接头的冷却
钎焊后,必须使接头在静止的状态下冷却到钎料的固相线温度以下,这种静态的空冷必须在没有振动和移动的条件下完成,以防损害接头。接头允许的冷却速度取决于母材的热膨胀系数和接头能够承受的热冲击。
有关焊接方法与过程控制基础的文章

基于以上因素,空调铜管连接常采用火焰钎焊技术。试验证明,铜磷钎料和铜银磷钎料在空调管路系统纯铜管火焰钎焊中的使用能满足接头的性能及钎焊工艺要求。待液态钎料填满间隙后,移开钎料丝,同时火焰焰心与焊件的距离应加大到35~45mm,以防钎料过热或焊件过烧,从而使接头的性能变坏。......
2023-06-26

以工业领域最为常见的CO2激光切割系统为例,介绍激光切割设备的组成。CO2激光器有轴流式和横流式激光器之分,激光切割一般使用的是轴流式激光器。因此,激光切割的工艺参数主要包括光束参数、辅助气体两大类参数。单模激光的切割能力要优于多模,300W的单模激光与500W的多模激光具有同等的切割能力。研究表明,氧气纯度降低2%,切割速度会降低50%。......
2023-07-02

通过真空除气器后水中残余的CO2可低于3mg/L,残余的O2可低于0.05mg/L。真空除气器所用填料与填料塔基本相同,如需提高水温,则应考虑水温对填料的影响,例如超过40℃则不应采用硬PVC拉西环,存水部分的大小应根据处理水量的大小及工艺要求的停留时间确定,也可在下部设卧式贮水箱,以加大存水部分的容积。......
2023-06-19

使用不同聚合度的浆粕来生产不同强度的Lyocell纤维,开发Lyocell纤维的系列化产品,使纤维潜在的性能得以充分的利用,这是今后产品开发的一个重要方向。Lyocell纤维生产中,溶剂回收的耗能几乎占了总耗能的一半,提高凝固浴浓度可有效减少溶剂回收量。Lyocell纤维目前较高的生产成本实际上限制了其作为黏胶纤维、涤纶等替代品的可能性。......
2023-06-25

图6-7 无害化发泡生产工艺流程无害化发泡生产过程工艺有两个关键点,一是要将聚合物熔体与超临界流体充分混合并形成均相溶液;二是在成型的同时要使气体从聚合物熔体中析出形成尺寸小而均匀的大量气泡。......
2023-07-02

棒材火焰喷涂是采用氧-乙炔燃烧火焰作热源,喷涂材料为棒材的热喷涂方法。70年代中后期,随着等离子喷涂技术在我国的推广,陶瓷棒材火焰喷涂技术逐渐退出应用。除喷枪在结构上有些差别外,其他各系统与线材火焰喷涂基本相同。......
2023-06-18
相关推荐