感应钎焊是将焊件的待钎焊部分置于交变磁场中,依靠这部分母材在交变磁场中产生感应电流的电阻热来加热的钎焊方法,基本原理如图3-2-10所示。感应钎焊可应用于自动生产线,以预置钎料的方式进行。感应钎焊的加热范围小,增加了所用工装的寿命,保持了被连接部件的尺寸精度。感应钎焊要求待连接焊件的装配间隙适当缩小。一般感应钎焊的频率为500kHz左右。感应钎焊所用的设备主要由两部分组成,即交流电源和感应线圈。......
2023-06-26
火焰钎焊是一种常见的钎焊方法,完成钎料熔化和流动所需的热量是靠燃气火焰来实现的,如图3-2-1所示。它利用可燃气体(乙炔、天然气、液化石油气、氢气和丙烷等)吹以空气或纯氧燃烧生成的火焰对工件和钎料进行加热,将要连接的工件表面温度均匀升高到钎焊温度,添加钎料熔化后,液态钎料在工件表面或间隙中润湿、铺展、毛细流动填缝、最终凝固结晶而实现钎焊连接。
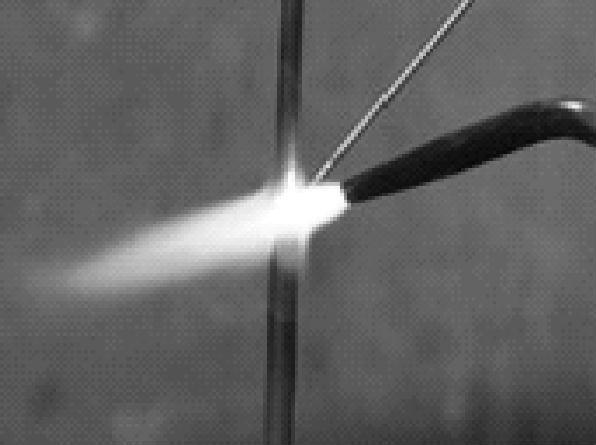
图3-2-1 火焰钎焊
火焰钎焊通用性强,工艺过程简单,主要用于铜基钎料和银基钎料钎焊碳钢、低合金钢、不锈钢、铜及铜合金的薄壁和小型焊件。火焰钎焊的特点如下:
1)火焰钎焊在空气中完成,一般不需要保护气体,通常需要使用钎剂(具有自钎作用的材料可不用钎剂)。
2)所用设备简单轻便,容易自制,操作容易,燃气来源广,不依赖电力供应。
3)钎料的选择范围广,低温的银基钎料到高温的镍基和铜基钎料都可使用。
4)火焰钎焊是一种方便灵活的钎焊工艺,少量的接头可以手工完成,大批量生产可以采用自动火焰钎焊系统。
在很多工业生产领域都需要应用火焰钎焊,如在加热器具、汽车、空调和制冷工业中利用火焰钎焊连接大量的管路接头,在硬质合金刀具行业利用火焰钎焊连接硬质合金刀片和碳钢刀杆等。
有关焊接方法与过程控制基础的文章

感应钎焊是将焊件的待钎焊部分置于交变磁场中,依靠这部分母材在交变磁场中产生感应电流的电阻热来加热的钎焊方法,基本原理如图3-2-10所示。感应钎焊可应用于自动生产线,以预置钎料的方式进行。感应钎焊的加热范围小,增加了所用工装的寿命,保持了被连接部件的尺寸精度。感应钎焊要求待连接焊件的装配间隙适当缩小。一般感应钎焊的频率为500kHz左右。感应钎焊所用的设备主要由两部分组成,即交流电源和感应线圈。......
2023-06-26

基于以上因素,空调铜管连接常采用火焰钎焊技术。试验证明,铜磷钎料和铜银磷钎料在空调管路系统纯铜管火焰钎焊中的使用能满足接头的性能及钎焊工艺要求。待液态钎料填满间隙后,移开钎料丝,同时火焰焰心与焊件的距离应加大到35~45mm,以防钎料过热或焊件过烧,从而使接头的性能变坏。......
2023-06-26

火焰钎焊夹具应能适应钎焊组件加热后的膨胀。火焰钎焊中常用的钎料系统是BAg、BCuP和RBCuZn。尽量不要把火焰直接作用在钎料上以及缝隙处的钎剂上,直接加热钎焊材料容易使它们过热、出现烟气,甚至导致钎焊材料失效。......
2023-06-26

2)合理进行涂层设计,包括正确选择喷涂材料、设备、工艺及遵循严格的涂层质量评价体系对涂层性能进行检验等。涂层设计起着承上启下的作用,是采用热喷涂技术成功解决实际问题的基础,是最重要的环节之一,在进行涂层设计时要考虑涂层所涉及的各个环节,具有明显的系统特性。......
2023-06-18

在RoF技术中和光纤通信相结合,则可以拉远基站、减小基站覆盖范围,实现大容量、低成本的射频信号有线传输和超宽带无线接入。图11.30给出了一个典型的ROF系统的基本结构,主要由中心局CO、基站BS、光纤网络以及用户端四个部分组成。图11.30RoF系统的基本结构根据对光载波进行调制的信号的频率不同,可以将Ro F系统分为基带光纤传输系统、中频光纤传输系统和射频光纤传输系统三种。......
2023-06-26
可见,若能连续地改变异步电动机的供电频率f1,就可以平滑地改变电动机的同步转速和电动机轴上的转速,从而实现异步电动机的无级调速,这就是变频调速的基本原理。因此,在变频调速时,最好保持磁通恒定为额定值ΦmN。图6-1恒压频比控制特性2.基频以上调速在基频以上调速时,频率从额定频率f1N往上提高,但受到电动机绝缘耐压和磁路饱和的限制,定子电压却不能在额定电压上增加了,最多只能保持等于额定电压UsN不变。......
2023-06-25

在扩散连接的第一阶段,必须从被连接界面上清除吸附层和氧化膜,才能形成实际的接触。在扩散连接的条件下,由于产生解吸、升华、溶解和还原作用,很容易将氧化膜清除。3)溶解:由于界面间的相互作用,金属表面的氧化膜向基体中溶解,或利用母材中所含的合金元素发生还原反应。图2-3-3 氧化膜去除机制示意图物理接触的形成扩散连接时表面的物理接触是形成连接接头的必要条件。......
2023-06-26
高频电阻焊 带材成形为管坯并在挤压辊作用下,使对口两端面呈V形,即构成V形焊接区,V形顶点称汇合点。高频电阻焊时电流从电极直接输入,由于趋肤效应和邻近效应的作用,使电流主要集中于V形焊接区端面表层,并在邻近汇合点处电流密度最大,因而焊透性极好。......
2023-06-26
相关推荐