由于固体的表面亥姆霍兹自由能、固-液界面亥姆霍兹自由能尚无合适的测定方法,但通过接触角,即可判断一种液体对固体的润湿性。杨氏方程虽然可以对钎焊过程进行近似的描述,杨氏方程也可以从能量和力学的角度在平衡条件下推导,但必须指出的是,在钎焊过程中,液态钎料和固态母材界面会发生相互作用,在这种情况下进行的表面润湿、铺展就更为复杂。4)在液态钎料组元和母材组元之间的化学反应。......
2023-06-26
钎焊时,无论采用什么样的钎焊接头形式,都可用润湿角来最终评价钎料—母材系统的钎焊润湿性。由杨氏方程可知,任何使三相表面张力(σSL减小、σLV减小、σSV增大)发生变化,从而使接触角θ发生变化(减少)的因素都将影响钎料对母材的润湿性。从物理意义上说,如使σLV减小,意味着液体内部原子对表面原子的吸引力减弱,液体原子容易克服本身受到的引力趋向液体表面,使液体的表面积增大,钎料容易铺展。σSL减小,表明固体原子对液体原子的吸引力增大,使液体的内层原子容易被拉向固-液界面,即容易铺展。而σSV增大,说明固体的内部原子对表面原子的吸引力增大,表面原子处于高能态。钎焊时,固-气界面被固-液界面取代时释放更大的表面亥姆霍兹自由能,因此有利于钎料的铺展。
表3-1-1、表3-1-2和表3-1-3分别列出了一些液态纯金属在其熔点时的表面张力、一些固态金属的表面张力以及一些金属系统的界面张力的数据。由表中的数据可以看出,一定的物质,在温度、压力和成分一定的情况下,其界面张力是一定的。不同的物质,即使在相同的温度、压力条件下,其界面张力也不同。当一相的物性不变,而改变与之相邻的另一相的物性时,界面张力也将发生变化。
表3-1-1 液态金属元素在其熔点时的表面张力
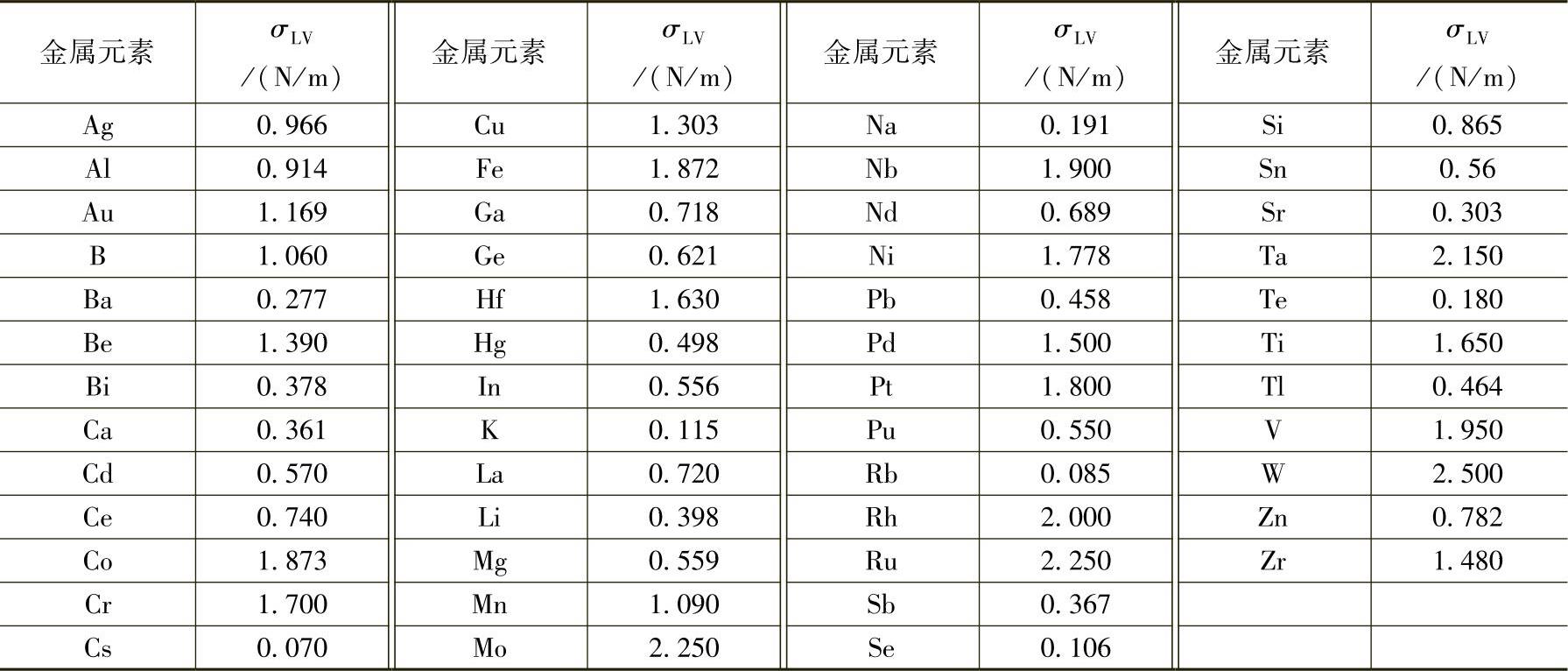
表3-1-2 一些固态金属的表面张力

表3-1-3 一些金属系统的界面张力

有关焊接方法与过程控制基础的文章

由于固体的表面亥姆霍兹自由能、固-液界面亥姆霍兹自由能尚无合适的测定方法,但通过接触角,即可判断一种液体对固体的润湿性。杨氏方程虽然可以对钎焊过程进行近似的描述,杨氏方程也可以从能量和力学的角度在平衡条件下推导,但必须指出的是,在钎焊过程中,液态钎料和固态母材界面会发生相互作用,在这种情况下进行的表面润湿、铺展就更为复杂。4)在液态钎料组元和母材组元之间的化学反应。......
2023-06-26

图3-1-11 钎料-母材-钎剂系统平衡时的界面张力去除氧化膜最有效的方法是采用钎剂。钎剂的作用,除能清除母材表面氧化物使σSF增大外,也能减小液态钎料的界面张力σLF。另一方面,钎剂中若存在重金属化合物,根据Gibbs的观点,可以得出在液态钎剂和液态钎料、固体母材之间,会发生钎剂中的金属离子的传质过程。因此,施加钎剂可显著提高钎料的润湿性。......
2023-06-26

当用薄的Cu膜替代厚的Cu箔时,薄膜上焊料润湿反应中会出现金属间化合物形态的极大改变。图3.12所示为沉积有100 nm Ti膜的氧化后Si晶片上沉积的870 nm厚的Cu薄膜与SnPb共晶焊料在200℃进行10 min润湿反应后的横截面SEM图像。图3.13所示为夹在两个具有Au/Cu/Cr三层薄膜结构的Si晶片之间的一片SnPb共晶焊料的横截面SEM图像。当这个现象发生时,焊料会与未润湿的基板直接接触,从而发生去润湿现象。当全部的Cu薄膜都被反应掉时,笋钉状Cu6 Sn5熟化过程变成保守型。......
2023-06-20

如采用焊前预热和焊后缓冷,可以降低焊缝金属和热影响区的冷却速度,形成塑韧性良好的金相组织,防止出现淬硬组织、降低焊接应力,避免焊缝或热影响区开裂等。接头设计对工艺焊接性的主要影响是:强烈影响焊缝金属和热影响区的冷却速度;决定冷却和收缩时的应力分布。......
2023-06-26

图3-1-7 Fe-Ag二元合金相图大量研究表明,钎料和母材的成分对润湿性的影响主要表现为钎焊过程中的液态钎料和固态母材是否有相互作用。其规律性可表述为钎料和母材在液态和固态均不相互作用,则它们的润湿性很差;若钎料和母材能相互溶解或形成化合物,则液态钎料能较好地润湿母材。从以上分析可知,对于那些与母材无相互作用因而润湿性差的钎料,通过在钎料中加入能与母材形成共同相的合金元素,可以改善它对母材的润湿性。......
2023-06-26
影响材料焊接性的因素有四个方面;材料、工艺、结构和使用条件。焊接参数以及焊接时的工艺措施可以调节和控制热循环,防止焊接缺陷产生;而焊前预热、后热和焊后热处理,对于防止热影响区淬硬变脆、减小焊接应力,避免氢致裂纹产生等具有良好的效果。合理安排焊接顺序也能有效减小焊接应力与变形。......
2023-07-02

工艺焊接性是通过金属材料焊接性试验来实现,而使用焊接性则通过焊接工艺评定来实现。例如,钛金属在焊接过程中,400℃以上的区域都要用惰性气体保护,否则,该温度区域的钛金属氧化,力学性能变差,因此,焊接钛金属比焊接低碳钢要难得多。如钛金属用真空电子束焊接方法很容易获得高质量的焊缝,而用氩弧焊方法焊接,需要设计一套保护装置,在焊接过程中,将400℃以上的区域进行氩气保护,防止钛金属的氧化。......
2023-06-15

常用的钎料一般根据熔点分成两类。熔点高于950℃的常称为高温钎料。另一类是软钎料,熔点在450℃以下,应用最广泛的软钎料是锡基钎料,多数软钎料适合的焊接温度为200~400℃,通常把用这类钎料进行的钎焊称为软钎焊。软钎焊接头强度较低,适于受力不大或工作温度较低的焊件,典型的就是电子产业中的应用。......
2023-06-26
相关推荐