因此,进行水下焊接与切割作业时,必须切实遵守水下焊接和切割的安全规定,确保施工安全。水下焊接与切割时,要注意保护作业人员的眼睛。水下焊接舱内不能放置涂料、熔剂等可能放出有毒或刺激性气体的物质。局部干法水下焊接的安全防护要求与湿法水下焊接的要求相同。......
2023-06-26
1.典型结构的冷压焊
如图2-5-71所示,冷压焊在各个领域具有很多应用,在电子行业,用于制造圆形、方形电容器外壳的封装、绝缘箱外壳的封装、大功率二极管散热片、电解电容阳极板与屏蔽引出线等。在电气工程中用于通信、电力电缆的铝导管、护套管的连续生产,各种规格铝、铜过渡接头,电线厂、电缆厂、电机厂、变压器厂和开关厂铝线及铝合金导线的接长及引出线,铜排、铝排、整流片、汇流圈的安装,输配电站引出线,架空电线、通信电线、地下电缆的接线和引出线,电缆屏蔽带接地,铜式铝箔绕组引出线,石英振子盒封装、集成块封装、铌钛合金超导线的连接等。此外,还用于制冷工程的热交换器、汽车行业的散热器和散热器片,以及其他行业的铝管、铜管、铝锰合金管、钛管的对接、封头等。
由于受到焊机吨位的限制,冷压焊件的搭接厚度或对接焊断面面积不能过大,焊接件的硬度受冷压焊模具材料的限制也不能过高。搭接冷压焊可以焊接厚度为0.01~20mm的箔材、带材和板材以及管材的封端及棒材的搭接等。对接冷压焊接头的最小断面积为0.5mm2,最大焊接端面积可达500mm2。
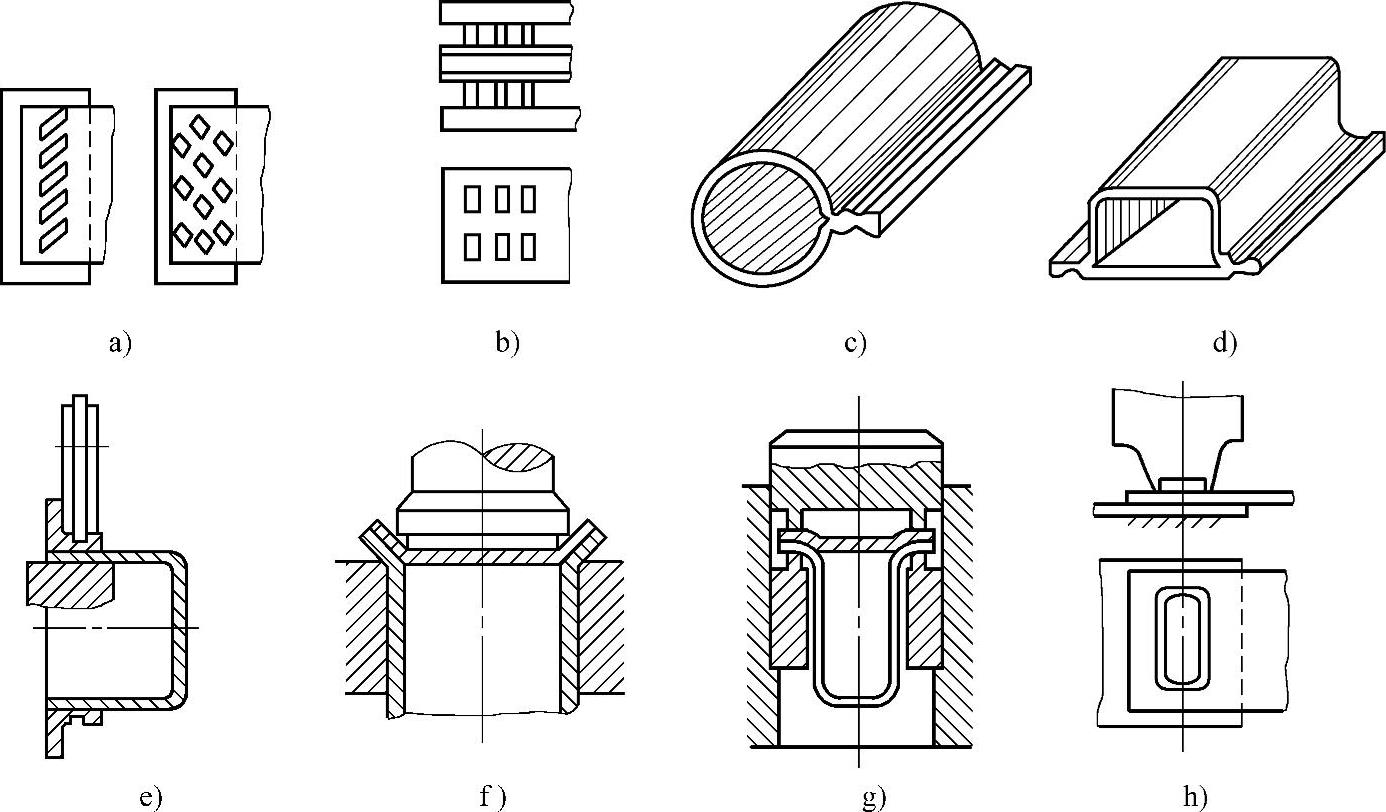
图2-5-71 冷压焊的应用实例
a)铝箔多点点焊 b)铝板双面镶焊铜板 c)滚焊制管 d)矩形容器滚焊 e)筒体与法兰单面滚压焊 f)容器封头挤压焊 g)碟形封头双面套压焊 h)单面套压焊
2.金丝球热压焊
金丝球热压焊主要应用于电子微型焊接领域,如芯片引线的焊接(搭接热压焊)。焊接主要过程是首先将极薄的硅芯片表面用蒸镀法在待焊处镀一层纳米级厚的铝金属膜,用纳米级直径的金丝引线(引线材料有时也可以用铝丝代替)将硅芯片上的铝膜与基板上的导体相连接,或者几个硅芯片铝膜间互连。金丝球热压焊的压头由硬玻璃制成,内设金属引线丝孔,构造颇似熔化极气体保护焊的导电嘴。靠端头平整的环状端面对球施加压力,焊点外形虽然为圆形,但真正焊接部分仅是加压的环状部分。
图2-5-72是鸟嘴式压头热压焊过程示意图,其中,图2-5-72a表示硅芯片引线焊点1已焊好,松开的鸟嘴式压头拉出引线已经移到基片导体上进行压焊;图2-5-72b表示第2焊点焊完后,抬起压头;图2-5-72c是压头向右平移,此时鸟嘴夹紧金丝,使引线受力;图2-5-72d是压头向右平移过程中,拉断焊点右侧的金丝引线,准备移动至下一个待焊点。
图2-5-73是金丝球压焊过程示意图,其中,图2-5-73a表示焊完第1点后,抬起压头,用火焰烧断金丝,形成球形端头;图2-5-73b是压头平移至下一个待焊部位;图2-5-73c表示压头下送,顶紧被焊部位,加压并进行焊接;图2-5-73d表示抬起压头,拉长金丝引线,准备进入火焰烧断金丝阶段,以便进行另一焊点的焊接。
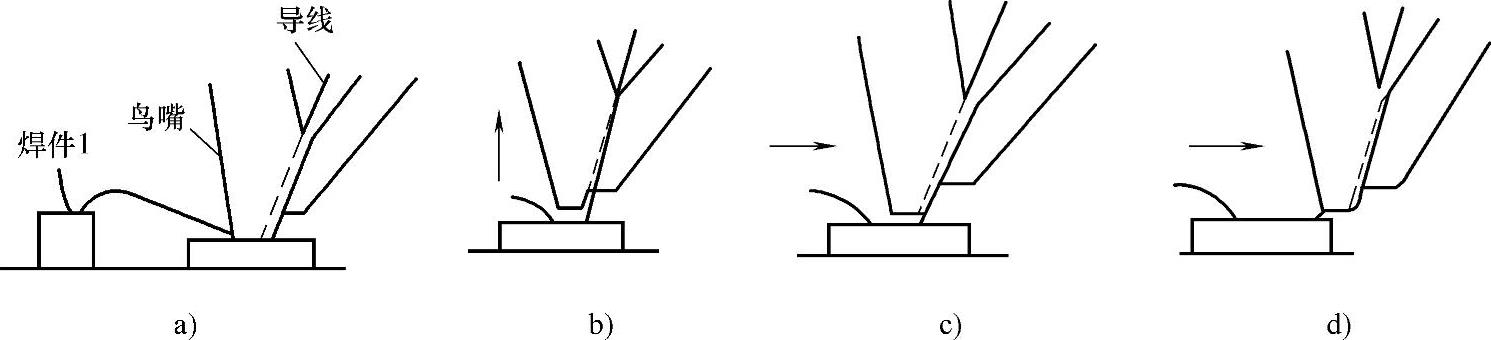
图2-5-72 鸟嘴式压头热压焊过程示意图
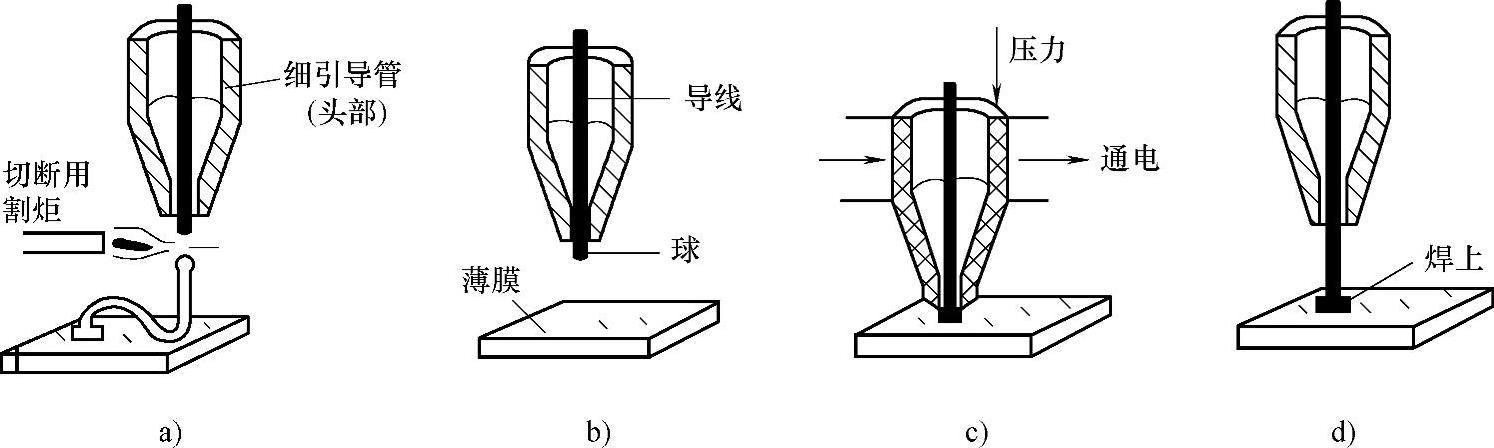
图2-5-73 金丝球压焊过程示意图
有关焊接方法与过程控制基础的文章

因此,进行水下焊接与切割作业时,必须切实遵守水下焊接和切割的安全规定,确保施工安全。水下焊接与切割时,要注意保护作业人员的眼睛。水下焊接舱内不能放置涂料、熔剂等可能放出有毒或刺激性气体的物质。局部干法水下焊接的安全防护要求与湿法水下焊接的要求相同。......
2023-06-26

内罐由X7Ni9钢焊制。单台罐内罐纵焊缝长度801m,环焊缝长度约2600m。为此,采取以下技术措施,以保证内罐的焊接质量。3)根据公司LNG储罐施工经验,严格控制焊接顺序,特别是SAW可以最大限度地减少焊接裂纹。表16-15 PQR试验记录表16-16 项目WPS数据统计7.焊工资格控制按照EN287-1焊接资格考试、EN1418自动焊工焊接资格考试的要求,对所有进入项目的焊工进行现场考试,合格后方能上岗工作,以确保内罐的焊接质量。......
2023-07-02

工程机械厂金属结构车间 图11-4为某金属机械厂的金属结构车间平面布置图。车间全长106.5m,宽48m。另外有1t摇臂吊车16台,铲车2台,装卸料车1台,自动焊机1台,半自动气体保护焊机40台,焊条电弧焊机11台,焊接变位机若干。......
2023-07-02

棒材火焰喷涂是采用氧-乙炔燃烧火焰作热源,喷涂材料为棒材的热喷涂方法。70年代中后期,随着等离子喷涂技术在我国的推广,陶瓷棒材火焰喷涂技术逐渐退出应用。除喷枪在结构上有些差别外,其他各系统与线材火焰喷涂基本相同。......
2023-06-18

图2-21 十字槽轮精车工序简图图2-22 花盘式车床夹具1,3,4—定位套 2—定位销1)mm圆弧尺寸由刀具调整来保证。3)夹具体上φ120mm止口与过渡盘上φ120mm凸台采用过盈配合,设计要求就地加工过渡盘端面及凸台,以减小夹具的对刀和定位误差。工件的装夹就是将工件在机床上或夹具中定位、夹紧的过程。图2-23 角铁式车床夹具2)在自定心卡盘上装夹工件。图2-24所示为立式铣床铣轴承座底面的夹具。......
2023-06-26

渗碳焊接齿轮在加热或淬火冷却时开裂倾向很大,因此应尽可能将内外圈和辐板处焊缝的拉应力减小到最低限度。实例1 大型焊接齿轮,齿圈选用低碳优质合金钢20CrNi2MoA;轮辐和筋板采用Q235AF钢;轮毂采用ZG35铸钢。齿轮渗碳淬火畸变情况检验见表5-66。齿轮渗碳淬火后略呈椭圆和喇叭状,其圆度为1.51mm,锥度平均为1.8mm。图5-9 大型焊接齿轮渗碳工艺曲线图5-10 大型焊接齿轮高温回火工艺曲线图5-11 大型焊接齿轮淬火工艺曲线图5-12 随炉试样有效硬化层硬度梯度曲线......
2023-06-29
根据操作者在系统中的作用将遥控焊接机器人的运动控制模式分为直接控制、监督控制、共享控制、合作控制、自主控制。图5-5-30 多控制模式的遥控焊接机器人系统研究人员提出“宏观遥控,局部自主”的控制思想来实现遥控焊接。......
2023-06-26

相关推荐