另外,焊缝表面经过机械加工,将使应力集中程度大大减小,此时的对接接头疲劳强度也相应地提高。只有采用实际生产中很少应用的、非常高的焊接热输入焊接,才能使热影响区对应力集中的敏感性下降,其疲劳强度可比母材高得多。在实际的焊接结构中,如果热影响区的尺寸变化不大,就不会降低焊接接头的疲劳强度。......
2023-06-15
1.变形焊分类
变形焊大体分为三种类型,室温下进行的变形焊称为冷压焊(Cold Pressure Welding,CPW);焊接温度在300℃左右的变形焊称为热压焊(Hot Pressure Welding,HPW),该方法有工作台加热、压头加热、工作台与压头同时加热三种形式,主要用于微型件的精密连接;在超高真空中进行的变形焊则称为超高真空变形焊。
2.变形焊的特点
1)焊接时不需要添加焊丝、焊剂等焊接材料。
2)由于焊接温度一般低于350℃,不需要高温加热装置,焊接设备的制造成本低,结构简单;特别是冷压焊可以节约大量电能,并节省由于焊接加热需要的辅助时间。
3)不使用焊剂,接头不需要焊后清洗,不存在接头使用中因钎剂引起的腐蚀问题。
4)焊接参数由模具尺寸决定,不需要像电弧焊那样调节电流、电压、焊接速度等多个参数,易于操作和实现自动化焊接。
5)接头温升不高而不出现熔化状态,不产生类似电弧焊接头的软化区、热影响区,也不生成脆性金属间化合物;特别是冷压焊时焊接过程中不产生热量,材料结晶状态保持不变。
6)凡具有一定延性的金属(Al、Ag、Cu、Cd、Fe、Pb、Sn、Ti、Zn等)及其合金都可以进行焊接,特别适合于异种金属(包括有限互溶,液相、固相不相溶的非共格金属间的组合)和焊接中怕升温材料的焊接。
3.变形焊接头形式
变形焊接头主要采用搭接和对接两种接头形式,如图2-5-65和图2-5-66所示。
搭接变形焊主要用于箔材、板材的连接。搭接焊时,将工件搭放好后,用压头加压,当压头压入必要的深度后,去除压力完成焊接。用柱状压头形成焊点,称为变形搭接点焊;用滚轮式压头形成焊缝,称为变形搭接缝焊。搭接缝焊又分为滚压焊、套压焊和挤压焊三种形式。
对接变形焊主要用于同种或异种金属线材、棒材或管材的连接。对接变形焊将工件分别夹紧在左右钳口中,并伸出一定长度,施加足够的顶锻压力,使伸出部分产生径向塑性变形,将被焊界面上的杂质挤出,形成金属飞边,紧密接触的纯洁金属形成焊缝,完成焊接过程。

图2-5-65 搭接变形焊接头形式示意图
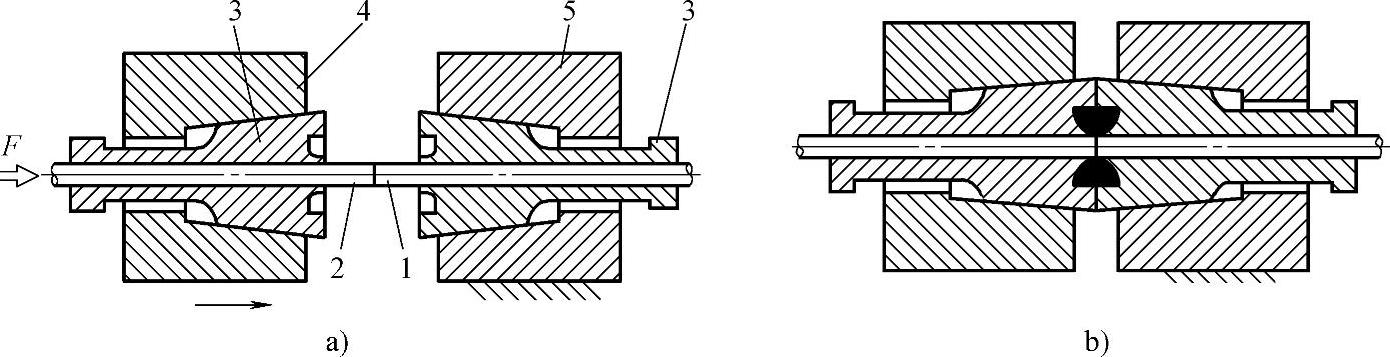
图2-5-66 对接变形焊接头形式示意图
a)顶锻前 b)顶锻后(飞边切掉) 1、2—工件 3—钳口 4—活动夹具 5—固定夹具
搭接是热压焊接头的主要形式,按照焊接压头的形状可以分为楔形压头、空心压头、带槽压头以及带凸缘压头的热压焊,如图2-5-67所示。其中,图2-5-67a、c、d三种压头都是将金属引线直接搭接在基板导体或芯片的平面上;而图2-5-67b则是一种金丝球焊法,即金属丝导线从空心爪头的直孔中送出或拉出引线,在引线端用切割火焰将端头熔化,借助液态金属的表面张力,在引线端头形成球状,压焊时利用压头的周壁对球施加压力,形成圆环状焊缝,该方法在半导体器件的引线连接中得到广泛应用。
4.变形焊机理及接头组织形态
变形焊的机理比较简单,主要是待焊试件在所加压力的作用下,通过材料的物理接触,使待焊试件产生大的变形,在变形时表面的氧化膜破裂并通过材料的塑性变形被挤出连接界面,使纯金属相互接触,并发生键合而形成牢固的连接接头。
冷压焊在焊接过程中,由于接头变形严重,结合界面呈现出复杂的峰谷和犬牙交错的空间形貌,其结合面面积比简单的几何断面大。在正常情况下,同种金属材料的冷压焊接头强度不低于母材,其原因是由于冷压焊过程中的形变硬化而使接头强化;异种金属材料的冷压焊接头强度不低于较软金属的强度。同时,由于结合界面大,又无中间相生成,所以接头的导电性、耐蚀性优良。
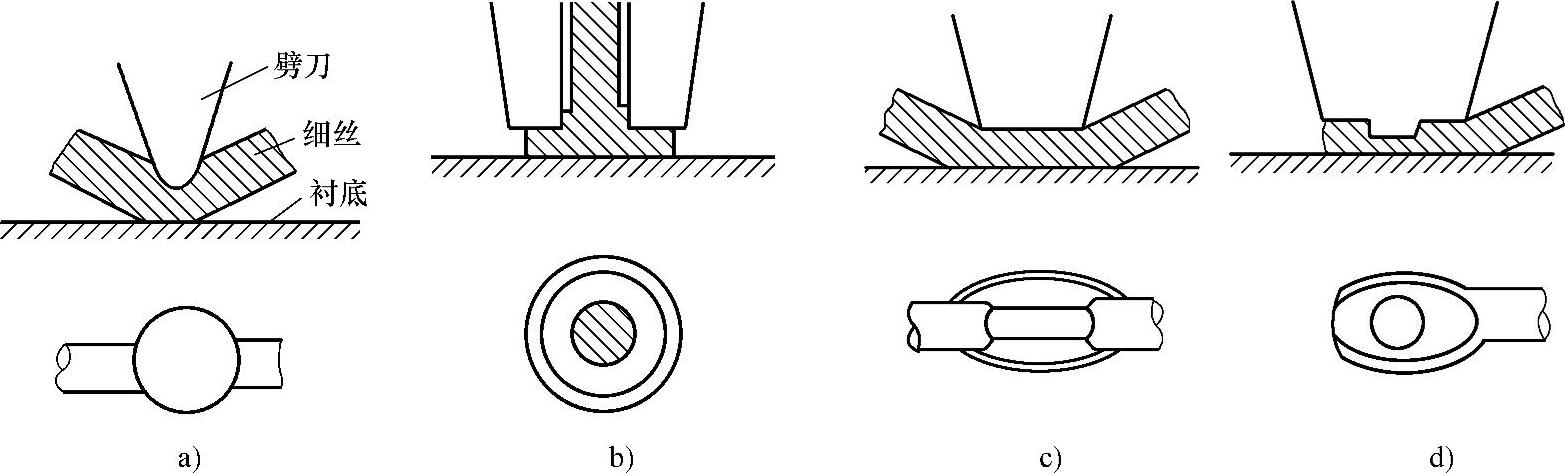
图2-5-67 热压焊接头形式及焊点形状
a)楔形压头(扁平焊点) b)空心压头(金丝球焊点) c)带槽形的压头 d)带凸缘的压头
有关焊接方法与过程控制基础的文章

另外,焊缝表面经过机械加工,将使应力集中程度大大减小,此时的对接接头疲劳强度也相应地提高。只有采用实际生产中很少应用的、非常高的焊接热输入焊接,才能使热影响区对应力集中的敏感性下降,其疲劳强度可比母材高得多。在实际的焊接结构中,如果热影响区的尺寸变化不大,就不会降低焊接接头的疲劳强度。......
2023-06-15

由图可见,水平收敛和拱顶下沉的变化随岩层倾角的变化而表现出显著不同。拱顶下沉随岩层倾角增大,表现出先增大后减小的趋势。当水平岩层α=0°时,拱顶下沉较大,当岩层倾角增大到15°时,拱顶下沉达到最大,当岩层倾角持续增大直至90°时,拱顶下沉呈持续减小趋势,90°时拱顶下沉最小。可见,岩层倾角对围岩塑性区大小及分布形状有明显影响。表3.5节理走向和岩层倾角对隧道开挖的影响......
2023-09-21

经过这些年的发展,BNC已经成为用于试验设备及仪器的主要接头。图6-7所示为几种BNC接头结构及其适配器。因为BNC接头极为常见,对于几乎所有的标准接头,都可以很容易买到相应的适配器。这两种接头是高压型号的BNC,分别代表小型高压及安全高压。第一个缺点,只要足够用力,MHV就能够与标准BNC接头相匹配。这种接头不仅能与BNC或者MHV接头相匹配,并且在带电电路上使用时,能够为用户提供电压保护功能。SHV插座与BNC及MHV接头相比,要长很多。......
2023-06-25
不同种类冷镦不锈钢的特点如下。这种组织具有最佳的冷镦性能,同其他不锈钢类相比,具有最低的屈服强度、最小的冷加工硬化倾向及最低的成本。亚稳型奥氏体不锈钢 钢的成分特点是铬含量高、镍含量低,室温下由奥氏体与少量铁素体组成。目前,各国冷镦不锈钢和冷挤压用钢标准中,很少将双相不锈钢列入。......
2023-06-20

如图6-13所示的薄板工件,由于工件本身有形状误差,用电磁吸盘吸紧时,工件产生弹性变形,磨削后松开工件,因弹性恢复工件表面仍有形态误差(翘曲)。解决办法是在工件和电磁吸盘之间垫入一橡皮,当吸紧时,橡皮被压缩,工件变形减小,经几次反复磨削,逐渐修正工件的翘曲,将工件磨平。......
2023-06-29

切削过程中的各种物理现象都是以变形为基础的。切削层金属是经过第Ⅰ、Ⅱ、Ⅲ变形区的变形后,形成切屑和新表面。由于τs与材料和温度有关,σav随材料、切削用量、刀具参数等的变化而变化,且变化范围很大。(二)积屑瘤在切削塑性材料、切削速度较低时,刀具靠近切削刃的前刀面上粘附着硬度很高的金属团块,如图1-19所示。4)使用切削液,降低切削温度和减小摩擦,都可拟制积屑瘤的产生。......
2023-06-23

下面以最常见的“天圆地方”接头为例,说明这类变形接头展开图的画图过程。如图10-14所示,连接圆形管道和方形管道的“天圆地方”接头由四个三角形平面和四个部分圆锥面共同组成。为了作图方便,将圆口分为相应等份,图中为12等份。图10-14变形接头表面展开依次画出各三角形实形,并将圆口光滑连成曲线,即可得到“天圆地方”接头的展开图。......
2023-06-28
通常情况下只检测涂层与基体之间的结合强度,简称为结合强度。涂层结合强度定性检测试验的特点是简单易行,可迅速得知涂层结合力的基本状况,但准确度不高;而定量检测试验虽然较复杂,但试验数据准确,可反映涂层真实的结合强度。杯突试验也称为深引试验,常被用来检验薄板金属较硬涂层的结合强度。同样选取5个试样进行试验,测定计算5个试样的算术平均值作为涂层的结合强度。......
2023-06-18
相关推荐