
表2-4-1 典型材料的连续驱动摩擦焊的焊接参数表2-4-2 典型零件的连续驱动摩擦焊焊接参数①焊后立即在750℃炉中保温,退火。......
2023-06-26
1.钛-钢复合板的爆炸焊
钛-钢复合板在石油化工和压力容器中得到越来越多的应用,使用这种结构不仅可以成倍地降低设备成本,而且能够克服单一的钛设备和衬钛结构在这个领域中应用的许多缺点。用钛-钢复合板制造的设备,内层钛耐蚀性好,外层钢具有高强度,复合结构还具有良好的导热性,以及克服热应力、耐热疲劳、耐压差等能力,可以在更苛刻的条件下工作。因此,钛-钢复合板已经成为现代化学工业中和压力容器工业中不可缺少的结构材料。
(1)钛-钢复合板爆炸焊的工艺安装 大面积钛-钢复合板爆炸焊时,其工艺安装多采用平行法,起爆方式多采用中心起爆法,少数情况下在长边中部起爆,各类工艺安装示意图如图2-5-59所示,图中的两个投影视图分别表示板的长度和宽度方向。其中,图2-5-59a和b分别表示雷管的安放位置不同,图2-5-59c、d和e分别表示有高速起爆混合炸药时的雷管安放位置。
(2)钛-钢复合板爆炸焊焊接参数选择 大面积钛-钢复合板和大厚度钛-钢复合板坯的爆炸焊焊接参数见表2-5-20和表2-5-21。从排气角度考虑,覆板越厚、面积越大,炸药的爆速应该越低,并且应采用中心起爆法。为了缩小和消除雷管区,在雷管下通常添加一定量的高爆速炸药,在爆炸焊接大面积复合板的情况下,为了间隙的支撑有保证,可在两板之间安放一定形状和数量的金属间隙物。在大厚板坯的爆炸焊接情况下,间隙柱宜支撑在基板之外。为了提高效率和更好地保证焊接质量,可采用对称碰撞爆炸焊的工艺来制造这种复合板坯,如图2-5-60所示。

图2-5-59 钛—钢复合板爆炸焊的工艺安装示意图
1—雷管 2—炸药 3—覆板 4—基板 A—高爆速混合炸药
表2-5-20 大面积钛-钢复合板爆炸焊的焊接参数
表2-5-21 大厚度钛-钢复合板坯的爆炸焊接参数
①h1和h2分别是角度法爆炸焊接时覆板和基板间的小间距及大间距。
(3)钛-钢复合板结合区的组织 钛-钢爆炸复合板结合区的组织形态如图2-5-61所示。结合区通常呈现为波形组织,波形的形状因焊接参数不同有所差别。不同强度和特性的爆炸载荷、不同强度和特性的金属材料,以及它们的相互作用,将获得不同形状和参数(波长、振幅和频率)的结合区波形。

图2-5-60 对称碰撞爆炸焊的工艺安装示意图
1—雷管 2—炸药 3—覆板 4—基板 5—地面(基础) B—间距 α—两板夹角
a)等厚度板焊接 b)不等厚度板焊接
在一个波形内,界面两侧的金属发生了不同的组织变化,在钢侧,离界面越近,晶粒的拉伸式和纤维状塑性变形的程度越严重。并且在紧靠界面的地方出现细小的类似再结晶或破碎的亚晶粒的组织。在高倍放大的情况下,界面上还有一薄层沿波脊分布的熔化金属层,波前的漩涡区汇集了大部分爆炸焊过程中形成的金属熔体。这种熔体内还含有一般铸态金属中常有的一些缺陷如气孔、缩孔、裂纹、疏松和偏析等。从界面到钢基体,随着距离的增加,纤维状塑性变形的程度越来越小。当离开波形区以后,逐渐呈现出钢基体的原始组织形态。在高倍放大的情况下,还会发现波形内外有双晶组织。在钛板一侧,没有出现钢板一侧那种变形形状和变形规律的金属塑性变形,但出现了或多或少、长短疏密不同的特殊的塑性变形线和塑性变形组织。
图2-5-61 钛-钢爆炸复合板结合区的组织形态
a)2#炸药 b)铵盐炸药 c)TNT炸药
(4)钛-钢复合板的力学性能 钛-钢爆炸复合板的力学性能主要包括抗剪强度τb、抗拉强度Rm和弯曲性能等,见表2-5-22和表2-5-23,其中TA2覆板母材(热轧态)的Rm为490~539MPa,A为20%~25%,板材尺寸8mm×240mm×340mm;Q235钢基板(供货态)的Rm为445~470MPa,A为22%~24%,板材尺寸26mm×200mm×300mm。
表2-5-22 钛-钢复合板的力学性能

表2-5-23 钛-钢复合板的爆炸焊接参数及抗拉强度

锆合金(锆-2、锆-4、锆2.5铌等)是原子能工业不可缺少的结构材料,为了在核工程建设中节省这些稀缺和贵重的金属材料以及降低工程造价,可以在反应堆内使用锆合金管,而在堆外使用廉价的不锈钢管。爆炸焊很好地解决了这两种不同物理和化学性质的管材的焊接问题。
(1)复合管的爆炸焊工艺 锆合金与不锈钢复合管爆炸焊的工艺安装示意图如图2-5-62所示。采用内爆法爆炸焊,模具的实物照片如图2-5-63所示。
图2-5-62 锆合金与不锈钢复合管爆炸焊的工艺安装示意图
1—雷管 2—炸药 3—覆管 4—基管 5—模具 6—固定环 7—木塞 8—底座 9—地面(基础)

图2-5-63 锆合金与不锈钢复合管爆炸焊模具的实物照片
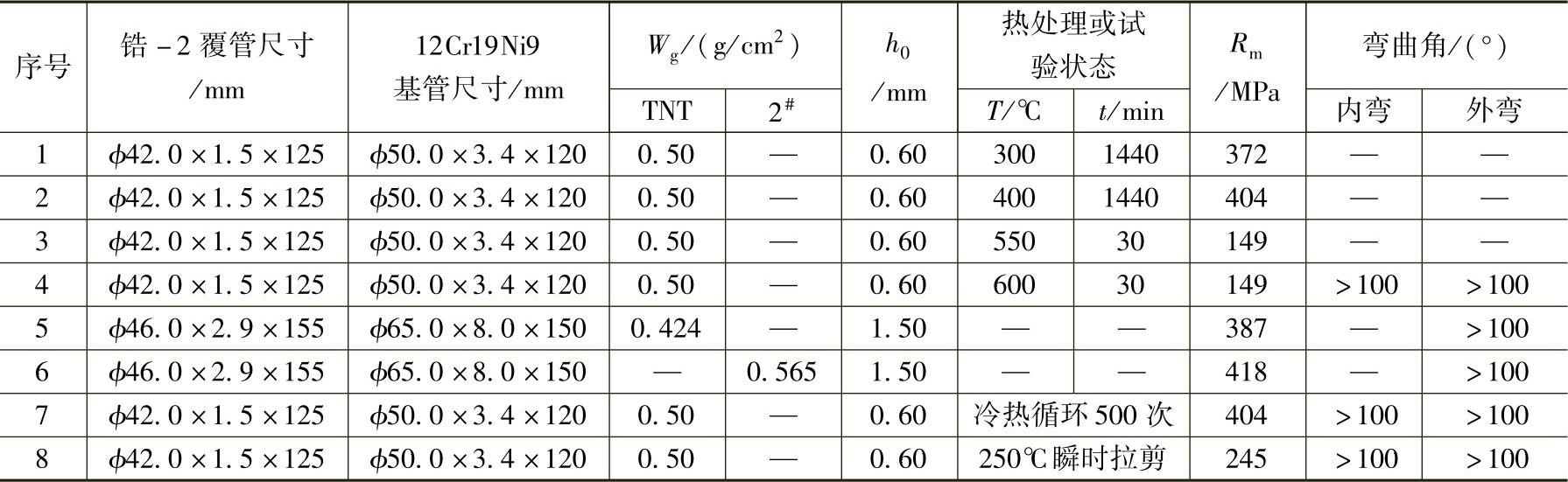
(2)结合区组织和力学性能 锆合金与不锈钢复合管爆炸焊的结合区为有规律的波形结合,界面两侧的金属发生了拉伸式和纤维状的塑性变形,离界面越近这种变形越严重。波前的漩涡区汇集了爆炸焊接过程中形成的大部分熔化金属,少量残留在波脊上,厚度为微米级。复合管的产品如图2-5-64所示,接头力学性能见表2-5-24。

图2-5-64 锆合金与不锈钢复合管爆炸焊的产品
表2-5-24 锆合金与不锈钢复合管爆炸焊焊接参数及接头力学性能
3.其他材料的爆炸焊
除了钛-不锈钢、锆-不锈钢以外,爆炸焊还用于其他异种材料的连接,表2-5-25是常用材料爆炸焊接头的抗剪强度和弯曲性能。
表2-5-25 常用材料爆炸焊接头的抗剪强度和弯曲性能

有关焊接方法与过程控制基础的文章

表2-2-25 镀锌钢板凸焊焊接参数3.贴塑钢板的凸焊这种钢板的一面因有绝缘的聚氯乙烯塑料层只能单面单点或单面双点凸焊。图2-2-25 贴塑钢板使用的环形凸点贴塑钢板凸焊参数选择见表2-2-26和表2-2-27。......
2023-06-26
4)纯镍和镍合金具有好的焊接性,不锈钢在冷作硬化或淬火状态下的超声波焊接性也比较好,表2-5-16是两类材料的超声波点焊接头的抗剪强度。表2-5-16 镍、钢超声波点焊接头的抗剪强度异种材料及新材料的焊接 对于不同性质的金属材料之间的超声波焊的焊接质量,决定于两材料的硬度。不同厚度的金属材料也有很好的超声波焊接性,焊件的厚度比没有限制。......
2023-06-26

2)材料的高温塑性及塑性温度范围,即高温屈服强度大的材料、塑性温度区间较窄的材料,其焊接性较差。3)材料对热循环的敏感性,即易生成与热循环作用有关缺陷的材料,其焊接性较差。目前,多脉冲点焊工艺正在进一步试验和推广中。......
2023-06-26

当以这个区间内的参数进行搅拌摩擦焊时,可以获得最佳性能的搅拌摩擦焊接头。这说明,焊核区晶粒在搅拌摩擦焊中发生了再结晶而得到了细化。与铝合金搅拌摩擦焊的焊接接头微观组织相比,钛合金搅拌摩擦焊接头明显没有热机影响区。接头的拉伸性能测试结果表明,搅拌摩擦焊接头的力学性能优于TIG焊,并且与母材性能很接近,当母材的增强相分布不均匀时,搅拌摩擦焊接头的强度比母材高。......
2023-06-26

现代弧焊电源中变压器、电抗器铁心常用的磁性材料有硅钢片、铁氧体、非晶合金、微晶合金等。目前,逆变弧焊电源中采用铁氧体磁性材料的形状有E形、U形、矩形和环形等。非晶合金和微晶合金磁性材料的工作频率为20~50kHz,完全满足目前逆变弧焊电源对磁性材料的要求,因此,目前在逆变弧焊电源中得到了应用。图3-10是微晶合金磁性材料的示例。......
2023-06-30

由于受到焊机吨位的限制,冷压焊件的搭接厚度或对接焊断面面积不能过大,焊接件的硬度受冷压焊模具材料的限制也不能过高。搭接冷压焊可以焊接厚度为0.01~20mm的箔材、带材和板材以及管材的封端及棒材的搭接等。对接冷压焊接头的最小断面积为0.5mm2,最大焊接端面积可达500mm2。靠端头平整的环状端面对球施加压力,焊点外形虽然为圆形,但真正焊接部分仅是加压的环状部分。......
2023-06-26

相关推荐