在实际生产中,焊接电流主要根据焊条直径和焊接位置来选择。直流正接时,焊条的熔敷速度比反接时高,焊接速度较快。但因电弧的热量集中于焊条上,母材的熔深较浅,适用于薄壁设备的封底焊道和仰焊单面焊双面成形的打底层。通常,缩短电弧长度可提高焊接电流,增加焊条的熔敷速度。焊接速度对焊缝的质量有直接的影响。......
2023-06-23
超声波焊的主要焊接参数有振动频率f、振幅A、静压力p及焊接时间t,此外还应考虑超声波功率的选择以及各参数之间的相互影响。在超声波焊接中,点焊应用得最普遍,下面以点焊为例讨论各参数对焊接质量的影响。
1.超声波振动频率f
振动频率主要是指谐振频率的数值和谐振频率精度。谐振频率一般为15~75kHz,频率的选择应考虑被焊接材料的物理性能和厚度,焊件较薄时选用比较高的谐振频率,焊件较厚、焊接材料的硬度及屈服强度较低时选用较低的谐振频率。这是由于在维持超声波功率不变的前提下,提高振动频率可以降低振幅,因而可降低薄焊件因交变应力引起的疲劳破坏。
振动频率对焊点抗剪强度有影响,如图2-5-38所示,材料越硬、厚度越大时,频率的影响越明显。应注意,随着频率的提高,高频振荡能量在声学系统中的损耗将增大,因此大功率超声波点焊机的频率比较低,一般在15~20kHz。
谐振频率的精度是保证焊点质量稳定的重要因素,由于超声波焊接过程中机械负荷的多变性,会出现随机的失谐现象,造成焊接质量不稳定。

图2-5-38 振动频率与焊点抗剪力的关系
a)不同硬度的影响 b)不同厚度的影响
2.振幅A
振幅是超声波焊接工艺中基本的参数之一,它决定着摩擦功率的大小,关系到焊接面氧化膜的去除、结合面的摩擦产热、塑性变形区域的大小及塑性流动层的状况等。因此,根据被焊接材料的性质及其厚度正确选择振幅的数值是获得高可靠接头的前提。振幅的选用范围一般为5~25μm,小功率超声波焊机一般具有高的振动频率,但振幅范围较低。低硬度的焊接材料或较薄的焊件应选用较低的振幅,随着材料硬度及厚度的提高,所选用的振幅也应相应提高。这是因为振幅的大小对应着焊件接触表面相对移动速度的大小,而焊接区的温度、塑性流动以及摩擦功的大小又由该相对移动速度所确定。
对于具体的焊件,存在一个合适的振幅范围,图2-5-39为铝镁合金在不同振幅值下焊点强度的试验结果。当振幅A为17μm时,焊点抗剪强度最大,振幅减小,强度随之降低。当振幅小于6μm时,已经不能形成接头,即使增加振动作用的时间也无效果,这是因为振幅值过小,焊件间相对移动速度过小所致。当振幅值超过17μm时,焊点强度反而下降,这主要与金属材料内部及表面的疲劳破坏有关,因为振幅过大,由上声极传递到焊件的振动剪力超过了它们之间的摩擦力,声极与工件之间发生相对的滑动摩擦,并产生大量的热和塑性变形,导致上声极嵌入焊件,使有效接合断面减少。
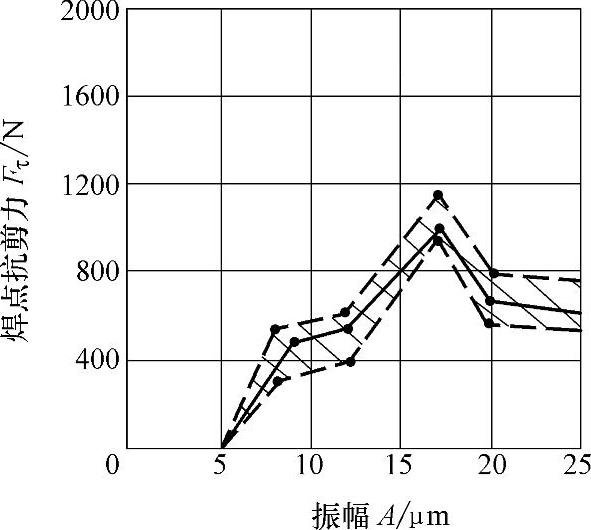
图2-5-39 振幅与铝镁合金焊点抗剪力的关系
超声波焊机的换能器材料和聚能器结构决定焊机振幅的大小,当它们确定以后,要改变振幅,一般是通过调节超声波发生器的电参数来实现。此外,振幅值的选择与其他参数有关,应综合考虑。必须指出,在合适的振幅范围内,采用偏大的振幅可大大缩短焊接时间,提高焊接生产效率。
3.静压力F
静压力的作用是通过声极使超声振动有效地传递给焊件,超声波焊接时所需静压力的大小根据材料的类型而不同,静压力和焊点抗剪强度之间的关系如图2-5-40所示。
当静压力过低时,由于超声波几乎没有被传递到焊件,不足以在焊件界面产生一定的摩擦功,超声波能量几乎全部损耗在上声极与焊件之间的表面滑动方面,因此不可能形成有效的连接。随着静压力的增加,改善了振动的传递条件,使焊区温度升高,材料的变形抗力下降,塑性流动的程度逐渐加剧,另外由于压应力的增加,接触处塑性变形的面积及连接面积增加,因而接头的强度增加。当静压力达到一定数值后,再增加压力,接头强度不再提高或反而下降,这是因为当静压力过大时,振动能量不能合理地利用,使摩擦力过大,造成焊件间的相对摩擦运动减弱,甚至会使振幅值有所降低,导致了焊件间的连接面积不再增加或有所减小,加之材料压溃造成接头的实际接合断面减少,使焊点强度降低。
在其他焊接条件不变的情况下,选用偏高的静压力,可以在较短的焊接时间内得到同样强度的焊点,这是因为偏高的静压力能在振动早期较低的温度下产生塑性变形。同时,选用偏高的静压力,能在较短的时间内达到最高的温度,缩短了焊接时间。
4.焊接时间t
焊接时间对接头质量有很大影响,焊接时间太短时,表面的氧化膜来不及被破坏,只形成几个凸点间的接触,则接头强度过低,甚至不能形成接头。随着焊接时间的延长,焊点强度迅速提高(图2-5-40),在一定的焊接时间内强度值不降低。但当超声波焊接时间超过一定值以后,焊点强度反而下降,这是由于焊件的热输入过大,塑性区扩大,上声极陷入工件,除了降低焊点的断面面积以外,还容易引起焊点表面和内部裂纹。从图2-5-41中还可以看出,对于不同的静压力,获得接头最佳强度所需的焊接时间不同,增大静压力的数值,可在某种程度上缩短焊接时间。

图2-5-40 静压力与焊点抗剪力的关系
a)纯铝0.5mm b)退火态硬铝1.2mm
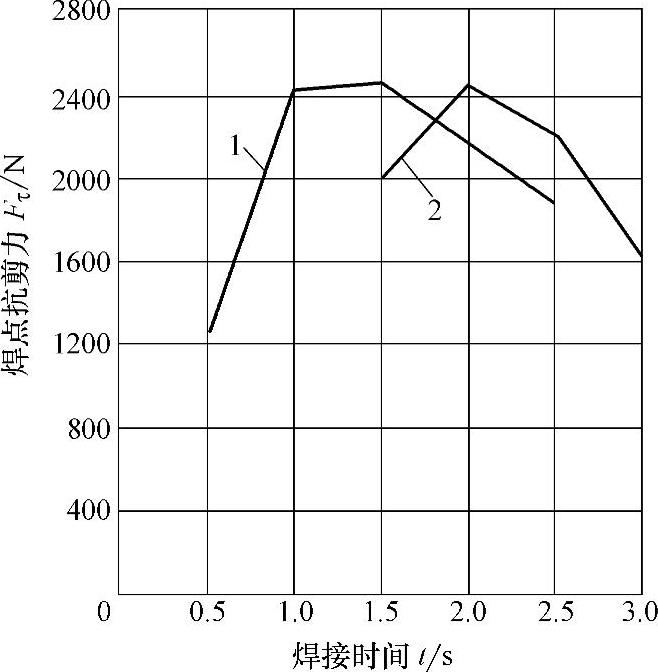
图2-5-41 焊接时间对焊点抗剪力的影响
1—焊接静压力1200N,振幅23μm
2—焊接静压力1000N,振幅23μm
5.焊接功率P
超声波焊时,功率的选择主要取决于工件的厚度和材料的硬度,由于在实际应用中超声波功率的测量尚有困难,因此常常用振幅来表示功率的大小,超声波功率与振幅的关系可用式(2-5-2)确定:
P=μSFv=μSF2Aω/π=4μSFAf (2-5-2)
式中 P——超声波功率;
F——静压力;
S——焊点面积;
v——相对速度;
A——振幅;
μ——摩擦因数;
ω——角频率(ω=2πf);
f——振动频率。
超声波焊时,振幅的选取范围为5~25μm,当换能器材料、结构及其功率选定后,振幅值大小还与聚能器的放大系数有关。
通常可以通过绘制临界曲线的方法来确定上述各种焊接参数的相互影响。图2-5-42为静压力与功率的临界关系曲线。一般选用最小可用功率时的静压力和比最小可用功率稍高一点的功率值进行实际焊接。
上述几个焊接参数之间并不是孤立的,而是相互影响、相互关联,应统筹考虑。例如,塑料超声波焊时,接头质量的好坏取决于换能器的振幅、所加压力及焊接时间等因素的相互配合。焊接时间t和焊头压力F是可以调节的,振幅由换能器和变幅杆决定,这三个量相互有最佳选择值。焊接能量超过合适值时,材料的熔化量大,产生较大的变形。若焊接能量太小,则不易焊牢。
除了焊接参数以外,上声极材料、形状尺寸及其表面状态等因素也对焊接质量有影响。
有关焊接方法与过程控制基础的文章

在实际生产中,焊接电流主要根据焊条直径和焊接位置来选择。直流正接时,焊条的熔敷速度比反接时高,焊接速度较快。但因电弧的热量集中于焊条上,母材的熔深较浅,适用于薄壁设备的封底焊道和仰焊单面焊双面成形的打底层。通常,缩短电弧长度可提高焊接电流,增加焊条的熔敷速度。焊接速度对焊缝的质量有直接的影响。......
2023-06-23

TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2023-06-23

(一)埋弧焊的焊接参数埋弧焊工艺参数有焊前准备、焊接电源种类和极性、焊接电流、电弧电压、焊接速度、焊丝和焊剂的成分与配合、焊丝伸出长度、焊丝倾角、焊丝与焊件的相对位置、焊剂颗粒、焊剂散堆高度和多丝焊的丝间距等。其中焊接材料的选用参见第四章,本节将重点介绍单丝埋弧焊工艺参数的选择及焊接操作技术。环缝埋弧焊时,为获得良好的成形焊道焊丝应逆焊件旋转方向移适当距离,使熔池凝固时刚好在水平位置。......
2023-06-23

反之,焊接电流太小时,易形成未焊透缺陷焊缝。可精确控制电弧能量及其分布,易于控制焊缝成形。高频脉冲电弧在10A以下小电流区域仍然非常稳定,利用这些特点进行0.5mm以下超薄板的焊接,特别是对不锈钢超薄件的焊接,焊缝成形均匀美观。图7-45的焊接电流波形,能够发挥高、低频两种焊接工艺的优点,获得成形更为优良的焊缝。但短弧焊的热量集中,电弧对熔池的压力大,使焊缝反而容易成形。......
2023-07-02

焊接时,如果转速过低或焊接速度过高,即焊接热输入较小时,热量不足以使焊接区金属达到热塑性状态,因而焊缝成形不好,甚至焊缝表面出现沟槽。焊接压力除了影响搅拌摩擦产热以外,还对搅拌后的塑性金属施加压紧力,从而影响焊缝成形。焊接工艺不当,可能使搅拌摩擦焊接头产生缺陷。......
2023-07-02

各参数之间存在着相互依赖、相互制约的作用,因此应综合考虑各种参数以便进行合理的选择。虽然刀具材料的优选对于切削过程的优化具有关键作用,但是,如果刀具几何参数的选择不合理也会使刀具材料的切削性能得不到充分的发挥。在保证加工质量的前提下,能够满足刀具使用寿命长、生产效率高、加工成本低的刀具几何参数,称为刀具的合理几何参数。......
2023-06-29

焊接工装夹具是指将焊件准确定位并夹紧,用于装配和焊接的工艺装备。它们统称为焊接工装夹具。在先进工业国家,对广泛采用的一些夹紧机构已经标准化、系列化,设计焊接工装夹具时进行选用即可。在设计焊接工装夹具时,要充分考虑上述特点,以便设计出的夹具,满足使用要求。对焊接工装夹具的设计要求1)焊接工装夹具应动作迅速、操作方便、操作位置应处在工人容易接近、最宜操作的部位。......
2023-07-02
几种常用晶体管电子继电器原理电路如图2-67所示。K闭合,三极管VT导通,继电器KA吸合;K断开,VT截止,KA释放。电子继电器元件的选择及计算如下:图2-67晶体管电子继电器原理电路无外加偏压的电路;外加反向偏压的电路继电器KA的选择:继电器KA可用直流电阻R为几百欧到几千欧,吸合电流IH为几到几十毫安的小型继电器,如JR型、JRX型、JQ型和JQX型等。Rb值取得略小,能使管子得到充分饱和,但将使开关速度有所下降。......
2023-06-20
相关推荐