
表2-5-18是国产塑料超声波焊机的型号及其技术参数,表2-5-19是国产金属超声波焊机的型号及其技术参数。......
2023-06-26
超声波焊的焊点,应有高的接合强度和合格的表面质量,除了表面不能有明显的挤压坑和焊点边缘的凸出以外,还应注意和上声极接触处的焊点表面情况,不允许有裂纹和局部未熔合,因此,超声波焊的形式选择、接头设计和焊接参数的选择非常重要。
1.超声波焊的特点
1)可焊的材料范围广,可用于同种金属材料,特别是高导电、高导热性的材料(如金、银、铜、铝等)和一些难熔金属,也可用于性能相差悬殊的异种金属材料(如导热性、硬度、熔点等)、金属与非金属、塑料等材料的焊接。还可以实现厚度相差悬殊以及多层箔片等特殊结构的焊接。
2)焊件不通电,不需要外加热源,接头中不出现宏观的气孔等缺陷,不生成脆性金属间化合物,不发生像电阻焊时易出现的熔融金属的喷溅等问题。
3)焊缝金属的物理和力学性能不发生宏观变化,其焊接接头的静载强度和疲劳强度都比电阻焊接头的强度高,且稳定性好。
4)被焊金属表面氧化膜或涂层对焊接质量影响较小,焊前表面准备工作比较简单。
5)形成接头所需电能少,仅为电阻焊的5%;焊件变形小。
6)不需要添加任何粘结剂、填料或熔剂,具有操作简便,焊接速度快、接头强度高、生产效率高等优点。
超声波焊的主要缺点是受现有设备功率的限制,因而与上声极接触的工件厚度不能太厚,接头形式只能采用搭接接头,对接接头还无法应用。
2.超声波焊的分类
按照超声波弹性振动能量传入焊件的方向,超声波焊的基本类型可以分为两类(图2-5-25),一类是振动能由切向传递到焊件表面而使焊接界面产生相对摩擦,这种方法适用于金属材料的焊接;另一类是振动能由垂直于焊件表面的方向传入焊件,主要是用于塑料的焊接。
常见的金属超声波焊接可分为点焊、环焊、缝焊及线焊。近年来,双振动系统的焊接和超声波对焊也有一定的应用。
1)点焊:点焊是应用最广的一种焊接形式,根据振动能量的传递方式,可以分为单侧式、平行两侧式和垂直两侧式。振动系统根据上声极的振动方向也可以分为纵向振动系统、弯曲振动系统以及介于两者之间的轻型弯曲振动系统(图2-5-26)。500W以下的小功率焊机多采用轻型结构的纵向振动,千瓦以上的大功率焊机多采用重型结构的弯曲振动系统,而轻型弯曲振动系统适用于中小功率焊机,它兼有两种振动系统的优点。

图2-5-25 超声波焊的两种类型
a)切向传递 b)垂直传递
υ—振动方向 1—聚能器 2—上声极 3—工件 4—下声极
2)环焊:环焊方法如图2-5-27所示,主要用于一次成形的封闭形焊缝,能量传递采用的是扭转振动系统。焊接时,耦合杆带动上声极作扭转振动,振幅相对于声极轴线呈对称分布,轴心区振幅为零,边缘位置振幅最大。该类焊接方法最适合于微电子器件的封装工艺,有时环焊也用于对气密要求特别高的直线焊缝的场合,用来代替缝焊。由于环焊的一次焊缝的面积较大,需要有较大的功率输入,因此常常采用多个换能器的反向同步驱动方式。
3)缝焊:和电阻焊中的缝焊类似,超声波缝焊实质上是由局部相互重叠的焊点形成一条连续焊缝。缝焊机的振动系统按其焊盘振动状态可分为纵向振动、弯曲振动以及扭转振动3种形式(图2-5-28)。其中最常见的是纵向振动形式,只是滚盘的尺寸受到驱动功率的限制。缝焊可以获得密封的连续焊缝,通常工件被夹持在上下焊盘之间,在特殊情况下可采用平板式下声级。
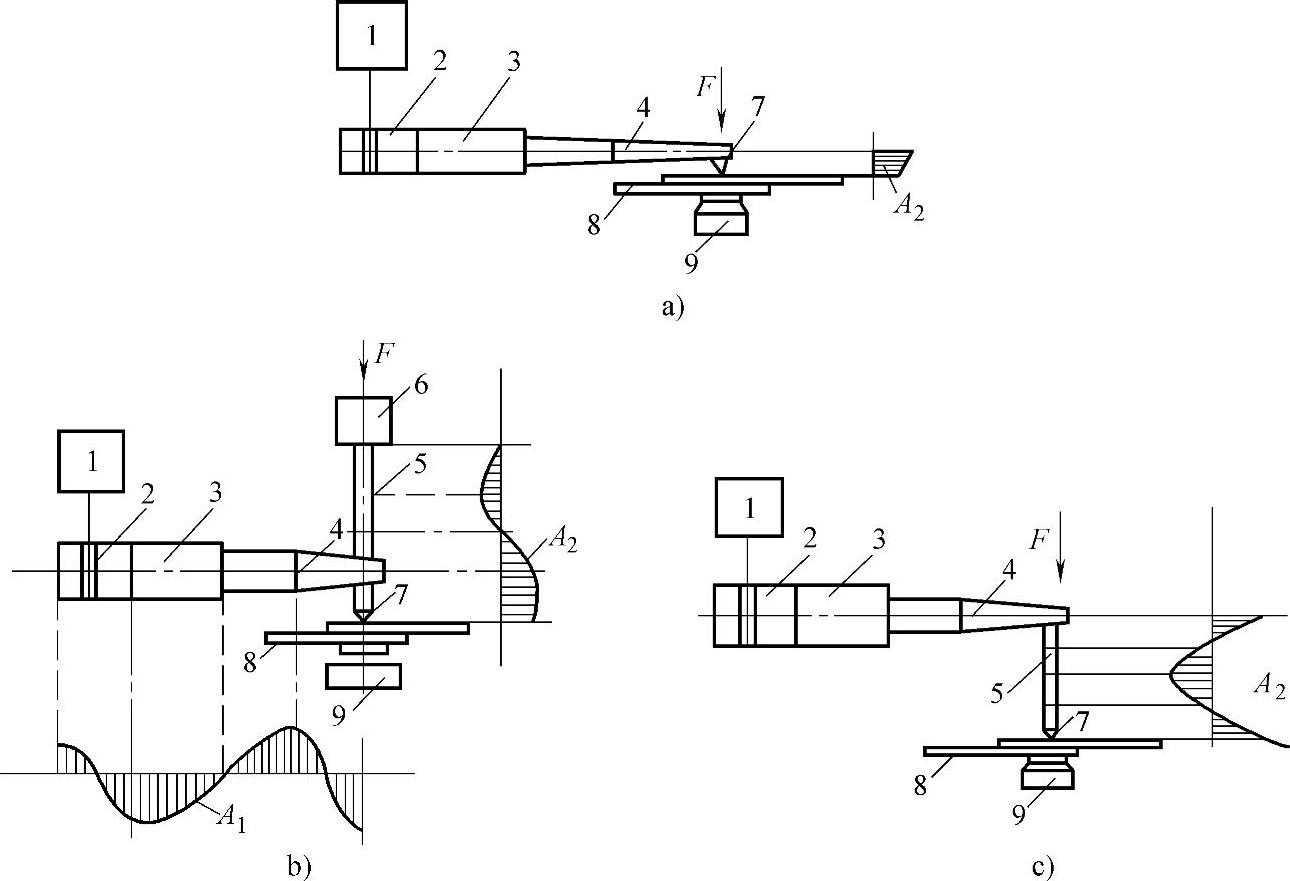
图2-5-26 超声波点焊的类型
a)纵向振动系统 b)弯曲振动系统 c)轻型弯曲振动系统 1—超声波发生器 2—换能器 3—传振杆 4—聚能器 5—耦合杆 6—静载 7—上声极 8—焊件 9—下声极
(F—静压力A—振幅分布A1—纵向振动振幅分布A2—弯曲振动振幅分布)
4)线焊:图2-5-29是线焊方法示意图,它是点焊方法的一种延伸,利用线状上声极,在一个焊接循环内形成一条狭窄的直线状焊缝,声极长度就是焊缝的长度,现在可以达到150mm长,这种方法最适用于金属箔的封口。
5)双超声波振动系统的点焊:图2-5-30是采用两个不同频率的振动系统来完成一个焊点的点焊示意图,上下两个振动系统的频率分别为27kHz和20kHz(或15kHz),上下振动系统的振动方向相互垂直,焊接时二者做直交振动。当上下振动系统的电源各为3kW时,可焊铝件的厚度达10mm,焊点强度达到材料本身的强度。
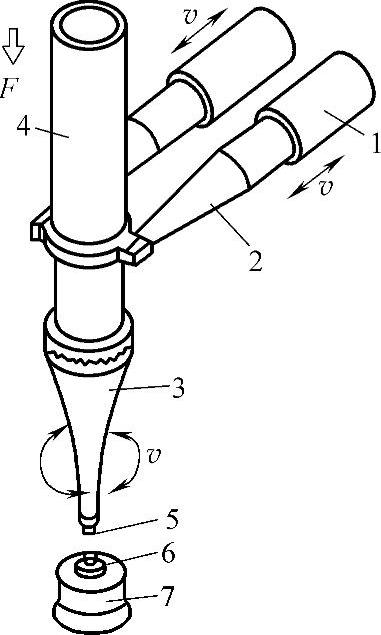
图2-5-27 超声波环焊的工作原理
1—换能器 2、3—聚能器 4—耦合杆 5—上声极 6—工件 7—下声极 F—静压力 υ—振动方向
双超声波振动系统多用于集成电路和晶体管细导线的焊接,虽然焊接方法与点焊基本相同,但焊接设备复杂,要求设备的控制精度高,以便实现焊点的高质量和高可靠性焊接。图2-5-31是用两个频率相同(60kHz)或不同(40kHz和60kHz)的纵向振动系统共同激励一弯曲振动棒而组成的细导线超声波焊接装置示意图。两个纵向振动系统互相垂直安装,控制两个不同频率振动系统的振幅或控制两个同频率振动系统的相位,焊头可以得到各种各样的振动轨迹。用这种方法焊细铝线所需要的振幅小,焊接时间更短。

图2-5-28 超声波缝焊的振动形式
a)纵向振动 b)弯曲振动 c)扭转振动 A—焊盘上振幅分布 υ1—聚能器上振动方向 υ2—焊点上的振动方向 ☉—垂直于纸面(向外) ⊗—垂直于纸面(向里)
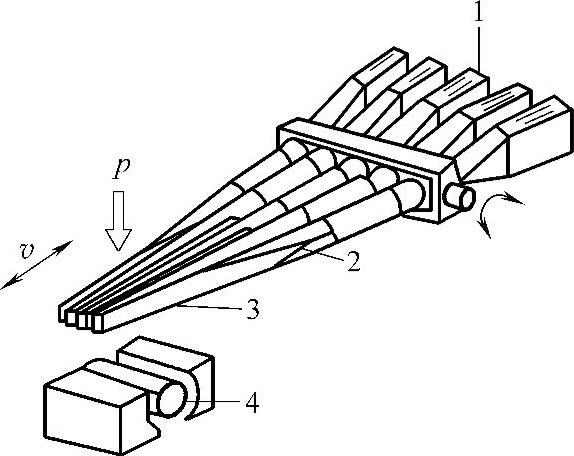
图2-5-29 超声波线焊示意图
1—换能器 2—聚能器 3—125mm长焊接声极头 4—周围绕放罐型坯料的心轴 υ—振动方向p —静压力
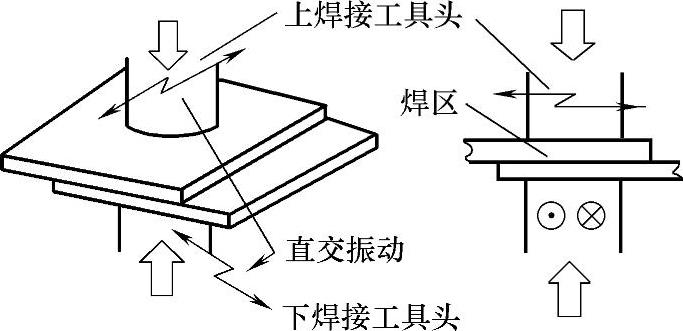
图2-5-30 采用两个振动系统的超声波点焊示意图
6)超声波对焊:超声波对焊主要用于金属的对接,是近年来开发的一种新方法,焊接原理如图2-5-32所示,焊接设备由上、下振动系统提供接触压力的液压源和焊件夹持装置等部分组成。左边焊件的一端由夹具固定,另一端夹在上、下振动系统之间做超声波振动;右焊件端面与左端面对接,并由夹具夹紧,接触压力加在右侧焊件上。焊接时,在超声波振动的作用下即可把两个焊件在端面焊接在一起。应注意,焊接装置的上、下振动系统的振动相位必须相反,上振动系统可以是无源的。采用频率为27kHz的该类焊接装置可以焊接厚6~10mm的铝板、厚6mm的铜板和铝板的焊接。目前可以实现厚6mm、宽100~400mm铝板的对接。
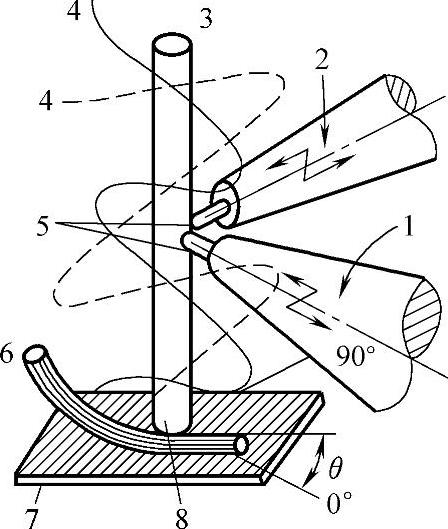
图2-5-31 细导线超声波焊接装置
1—40kHz纵振动系统 2—60kHz纵振动系统 3—细棒 4—细棒中横振动分布曲线 5—λ/4振动棒 6—铝线 7—铜板 8—焊头
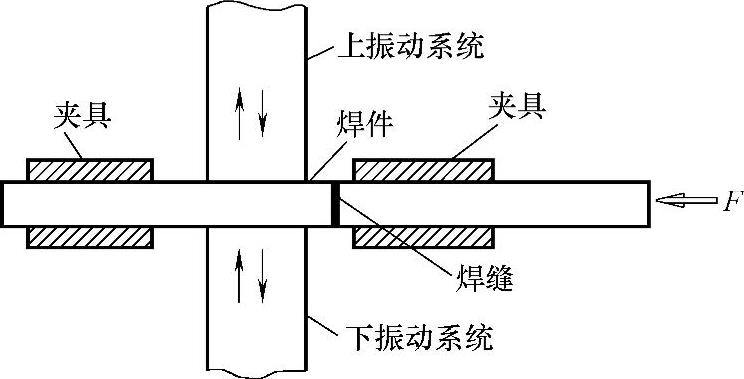
图2-5-32 超声波对焊示意图
有关焊接方法与过程控制基础的文章

表4-2-6 动力舱段壳体的电子束焊技术要求4)焊接变形控制难。在3ЛY-Kl型中压电子束焊机和ZD150-15A型高压电子束焊机上进行了焊接工艺试验,动力舱段壳体电子束焊焊接参数见表4-2-7。表4-2-7 动力舱段壳体电子束焊焊接参数注:定位焊时,圆周方向设8个焊点,对称焊接;定位焊缝长度30mm;封焊时,焊缝深度1/5~1/4壁厚;焊接真空室真空度3×10-2Pa。......
2023-06-26

图12-51是对Tandem双丝焊电弧与焊丝的温度场和流场仿真,保护气体采用Ar+CO2(18%),焊接电流均为150A,左边是主导焊丝,对获得双丝协同的稳定条件提供了工艺机理。图12-52是对6061铝合金板材搅拌摩擦焊的搅拌头与焊缝温度场及其等效应变的一个仿真结果。以上这些例子对焊接工艺机理的理解和优化分析均具有工程价值和指导作用。......
2023-07-02
焊接工装是焊接设备为满足产品结构要求确保正常运转的关键手段,是保证生产有序开展的重要环节。根据TSGG0001《锅炉安全技术监察规程》中第4.3.2条规定的焊接工艺评定范围:“锅炉产品焊接前,施焊单位应当对以下焊接接头进行焊接工艺评定:①受压元件......
2023-07-02

在确定整个焊接结构的生产工艺过程时,应根据该焊接结构的生产特点和工艺特点,尽量采用现代化焊接技术,并结合现有条件,采取必要措施解决生产技术问题。焊接结构生产的工艺过程包括以下内容。2)在脆性转变温度以下工作的焊接结构,在焊后应进行消除应力回火处理,以减小结构产生脆性破坏的可能性。在制定钢结构的生产工艺时,同时要制定出检验内容和检验程序。......
2023-06-15
低温钢焊接时,要选用低温韧性良好、特定合金系统和成分的焊条。焊接热输入 低温钢焊接过程,除了要防止出现裂纹外,关键是要保证焊缝和热影响区的低温韧性,这是制定低温钢焊接工艺的根本出发点。常用低温钢的焊接参数见表7-18。......
2023-06-15

相关推荐