
H型钢高度为101~609.6mm,翼缘宽度为38.1~305mm,腹板厚度为1.6~12.7mm,翼缘厚度为2.4~19mm。......
2023-06-26
高频焊设备主要用于制管,它是由水平导向辊1、高频发生器及其输出装置(输出变压器)2、挤压辊3、外飞边清除器4、磨光辊5、机身6以及一些辅助机构、工具等部分组成,如图2-5-9所示。这里仅介绍与焊管质量和生产效率关系密切的部分。
1.高频发生器
电子管高频振荡器频率可达100~500kHz,如图2-5-10所示。电网经电路开关1、接触器2、晶闸管调压器3向升压变压器4和整流器5供电,输出高压直流电供给振荡器8(为保证电压脉动系数小于1%,必须在高压整流器的输出端加设滤波器6,振荡器将高压直流电转变为高压高频电供给输出变压器7。最后输出变压器再将高电压小电流的高频电转变为低电压大电流的高频电,并直接输给电极(滑动触头)或感应圈。调整高频振荡器输出功率的方法有自耦变压器法、闸流管法、晶闸管法、饱和电抗器法4种。
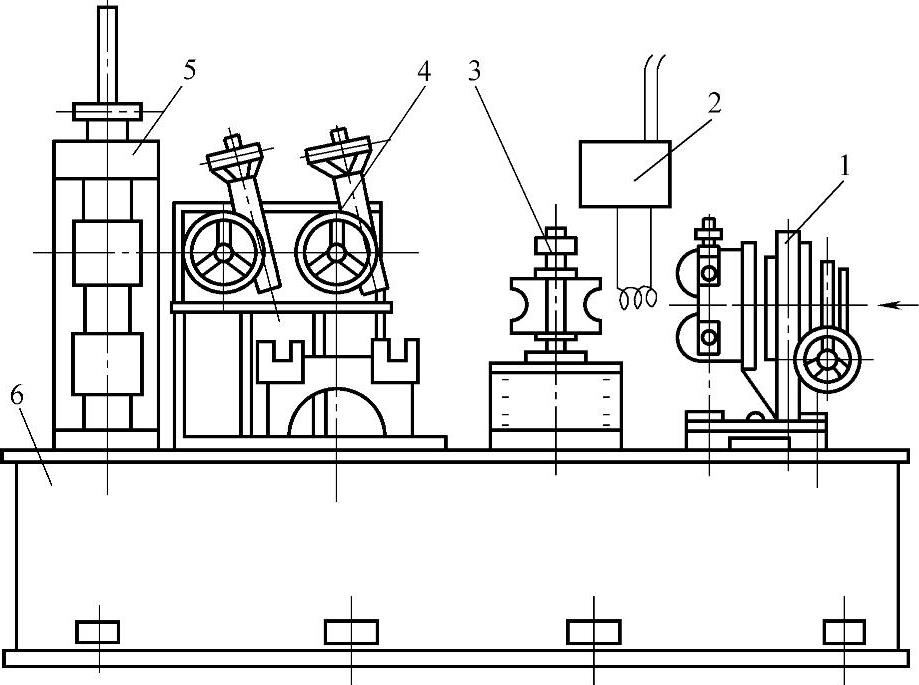
图2-5-9 高频焊制管机组
1—水平导向辊 2—高频发生器及其输出装置 3—挤压辊 4—外飞边清除器 5—磨光辊 6—机身
固态变频器频率可高达800kHz,如图2-5-11所示。高频变换器使用MOSFET管组成,一般采用电流反馈电路,与真空振荡管高频电源相比,固态高频电源有以下特点。
1)效率高:转换效率达80%以上,比电子管电源节能30%以上。
2)可靠性高,寿命长:单元式结构,使用寿命10万h以上。
3)安全:输出电压低,小于500V。
4)装置体积小,安装空间仅是电子管时的1/3。
5)输出频率高(800kHz),功率脉动小(小于0.2%),对焊接高导热性的有色金属很有利。
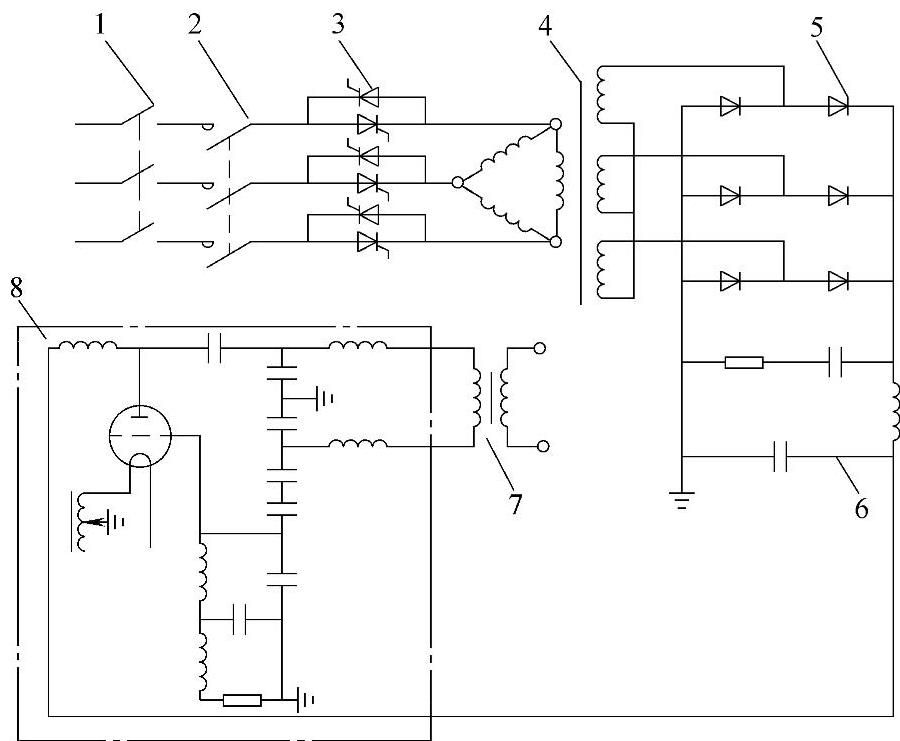
图2-5-10 高频振荡器的基本线路
1—电路开关 2—接触器 3—晶闸管调压器 4—升压变压器 5—整流器 6—滤波器 7—输出变压器 8—振荡器
2.电极
滑动触头作为电极是向管坯馈电的重要装置,由于要在高温下且与管壁发生高速滑动摩擦的条件下传导高频电流,通常选用铜钨、银钨和锆钨等合金材料并可制成复合结构(图2-5-12),即用银钎焊将触头块2焊到由铜或钢制的触头座1上。触头块尺寸为宽4~7mm、高6.5~7mm、长15~20mm,可传导的焊接电流为500~5000A,对管壁的压力为22~220N。
3.感应圈
感应圈又称感应器,是高频感应焊制管机的重要组件,其结构形式及尺寸大小对能量转换和效率影响很大,常用的感应圈结构如图2-5-13所示。材质选用纯铜,内通冷却水,外缠绝缘玻璃丝带并浇灌环氧树脂以确保匝间绝缘。
同时,应该注意电子管和MOSFET管高频电源有许多不同,前者输出为高电压、小电流,后者输出为低电压、相对高电流,因此对感应圈要求也不同,表2-5-6和表2-5-7可作为感应圈选择时的参考。
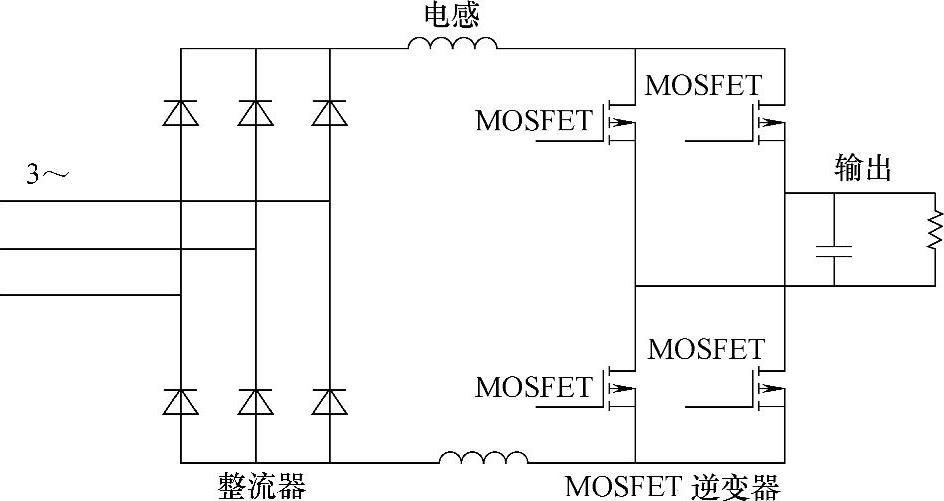
图2-5-11 固态高频电源主电路
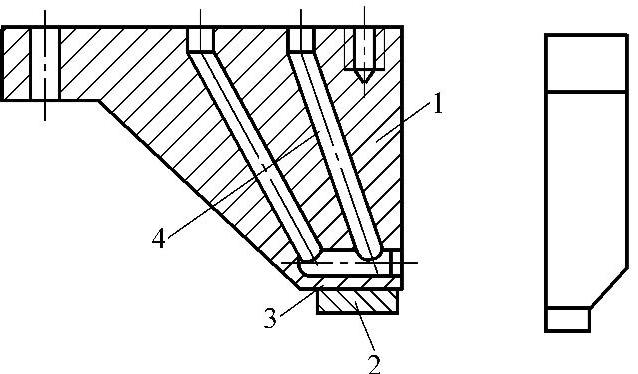
图2-5-12 电极结构示意图
1—触头座 2—触头块 3—钎焊缝 4—冷却水孔
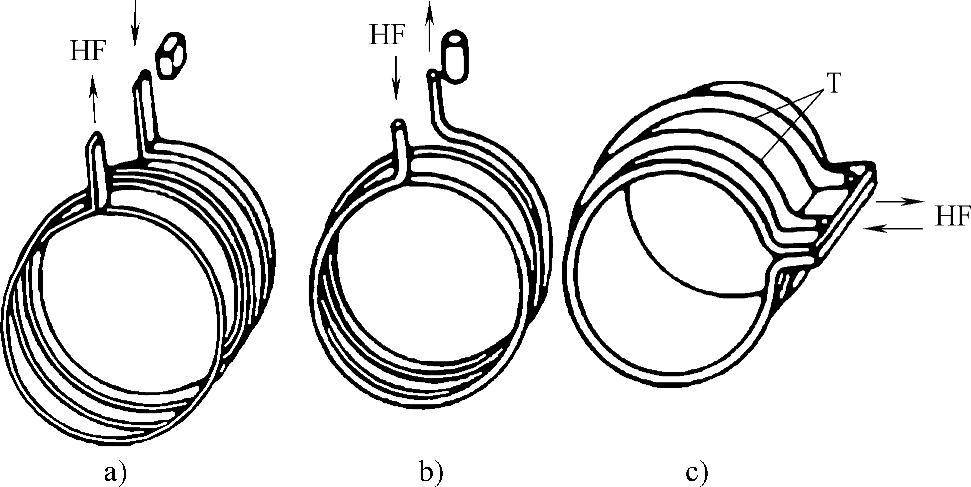
图2-5-13 典型的感应圈结构
a)方管多匝 b)圆管多匝 c)板制单匝 HF—高频电源 T—冷却水管
表2-5-6 电子管高频焊机感应圈推荐尺寸 (单位:mm)

表2-5-7 CFI2固态高频焊机标准感应圈(功率50~350kW)

(续)

4.阻抗器
阻抗器是高频焊时的一个重要辅助装置,其主要元件是磁心,作用是增加管壁背面的感抗,即增加内壁回路的阻抗,以迫使电流沿待焊边缘流动,从而减少无效电流、增加焊接有效电流、提高焊接速度。磁心采用高居里点、高磁导率的铁氧体材料(如MXO或NXO型)。阻抗器结构如图2-5-14所示。磁心由直径为10mm的磁棒组成,外壳为夹布胶木或玻璃钢,在易于发生损坏的场合也可采用不锈钢和铝等,阻抗器内部应能通水冷却,以免焊接时发热而影响导磁性。阻抗器长度要与管材直径相适应:焊1.5in以下管子时,长度为150~200mm;焊接2~3in管子时,长度为250~300mm;而焊接4~6in管子时,长度为300~400mm(1in=25.4mm)。

图2-5-14 圆形断面阻抗器的结构
1—磁棒 2—外壳 3—固定板
高频焊管生产线除高频焊制管机外,还有其他相关设备(如开卷机、直头机、矫平机、活套、矫直机、铣头倒棱机、飞锯机、剪切对焊机等),在设备选用时应一并考虑。
目前,国内生产的金属管焊接用高频感应加热设备主要技术参数如下:功率挡(60kW、100kW、200kW、300kW、400kW、600kW、700kW、800kW)、频率挡(200~300kHz、400kHz、600kHz、1~2MHz)、焊管直径(ϕ8~ϕ48mm、ϕ20~ϕ45mm、ϕ20~ϕ76mm、ϕ60~ϕ114mm、ϕ90~ϕ219mm、ϕ114~ϕ273mm)、焊管壁厚(0.5~1.0mm、1.25~2.75mm、2.75~4mm、3.5~12mm)、焊接方式(直缝焊、螺旋焊、感应焊、电阻焊)。例如,GP400—0.2—H21(钢管高频缝焊、400kW、200kHz、新型三回路、FU—914—S振荡管)。
有关焊接方法与过程控制基础的文章

典型设备的技术参数 表2-4-11和表2-4-12是部分国内连续驱动摩擦焊机和混合式摩擦焊机的型号及技术指标,表2-4-13是部分国外厂家的设备型号及主要技术指标。表2-4-14是美国MIT公司惯性摩擦焊机的型号和技术指标。......
2023-06-26

焊缝金属和母材等强度原则仍是低合金耐热钢焊材选用的基本原则,此时不但要考虑焊缝金属与母材的常温强度等强,同时也要使其高温强度不低于母材标准的下限要求。因此,对于低合金耐热钢的焊缝金属含碳量最好控制在0.08%~0.12%范围内,这样才会使焊缝金属具有较高的冲击韧性和与母材相当的高温蠕变强度。......
2023-06-23

表2-2-66 新型电极材料的成分及性能2.电极结构电阻焊电极根据工艺方法不同,可分成点焊电极、凸焊电极、缝焊电极和对焊电极四种。电极的公称直径D根据标准规定其系列为10mm、13mm、16mm、20mm、25mm、32mm、40mm,对于这些直径为D的电极,其最大电极力应符合表2-2-67的要求,且当D≤25mm时,电极尾部锥度为1∶10;当D>25mm时,锥度为1∶5。图2-2-66 点焊电极实物凸焊电极 凸焊常用电极是平面、球面或曲面电极以及工作端面与工件外形相适应的电极,如图2-2-67所示。......
2023-06-26

表2-5-5 挤压量的经验值3.高频直缝焊管低合金高强度钢管纵缝高频焊 碳当量CE<0.2%的碳素钢管,其高频焊的焊接性良好,焊后可不必进行热处理。但低合金高强度钢管的CE通常在0.2%~0.65%,在高频焊过程中,由于趋肤效应、邻近效应和热传导的共同作用,造成了管坯边缘附近的温度分布梯度、形成了熔化区、部分熔化区、过热组织区、正火区、不完全正火区、回火区等特殊区域。......
2023-06-26

选择GMAW设备的一般原则如下。2)按自动化程度和使用的焊接电流选用焊枪和负载持续率。选择焊枪时还应注意实际焊接电流应小于焊枪的额定电流,负载持续率应满足实际焊接需要。批量大时,可考虑选用焊接专用机;批量小时,应尽量选用通用设备。5)对产品质量有严格要求时,可采用数字化焊机便于应用软件进行联网监控。6)设备应满足现场使用条件,如水、电的供应条件。......
2023-06-25

焊条电弧焊设备主要包括弧焊电源及常用工具。选择焊条电弧焊弧焊电源应考虑以下因素:1)所要求的焊接电流的种类。并保证更换焊条安全方便、操作灵活。......
2023-06-23
在实际生产中,焊接电流主要根据焊条直径和焊接位置来选择。直流正接时,焊条的熔敷速度比反接时高,焊接速度较快。但因电弧的热量集中于焊条上,母材的熔深较浅,适用于薄壁设备的封底焊道和仰焊单面焊双面成形的打底层。通常,缩短电弧长度可提高焊接电流,增加焊条的熔敷速度。焊接速度对焊缝的质量有直接的影响。......
2023-06-23
相关推荐