
H型钢高度为101~609.6mm,翼缘宽度为38.1~305mm,腹板厚度为1.6~12.7mm,翼缘厚度为2.4~19mm。......
2023-06-26
1.高频焊的基本类型
根据高频电能导入方式,高频焊可分为高频电阻焊和高频感应焊两类。
(1)高频电阻焊 带材成形为管坯并在挤压辊作用下,使对口两端面呈V形,即构成V形焊接区,V形顶点称汇合点。高频电阻焊时电流从电极直接输入(图2-5-1a),由于趋肤效应和邻近效应的作用,使电流主要集中于V形焊接区端面表层,并在邻近汇合点处电流密度最大,因而焊透性极好。同时,为集中V形回路磁场、增大管坯内表面感抗而减小分流(沿管坯内、外圆周表面构成两个分流回路),需在管坯内安置铁氧体磁心阻抗器。

图2-5-1 高频焊原理
a)高频电阻焊 b)高频感应焊 1—管坯 2—电极 2′—感应器 3—接高频电源 4—挤压辊 5—阻抗器 I—焊接电流 I′、I″—分流 v—焊接速度
(2)高频感应焊 焊接时,感应器通过高频电流而在管坯中产生高频感应电流,可分为两部分:其中流过V形焊接区者即为焊接电流I;另一部分I′则从管坯外周表面流向内周表面形成循环电流(图2-5-1b)并引起较大的能量损失。同理,在管坯内需安置一种成组的簇氏阻抗器(铝质集管)。
2.高频焊的加热特点
(1)高频焊的热源 高频焊接电流I流过V形焊接区所析出的电阻热,即是高频焊的热源。
(2)焊接区的温度分布V形焊接区如图2-5-2所示。其中①~⑤为加热区间;⑤~⑦(或⑧)为挤压顶锻区间。在加热区间沿管坯中层面y方向(即加热深度方向)温度分布如图2-5-3所示。图中曲线表明,由于趋肤效应和邻近效应的强烈作用,越靠近对口端面表层电流密度越大,加热强度越大,因而该处温度也越高;在加热区间沿指向汇合点方向的不同位置上(中层面x方向上)温度分布如图2-5-4a所示,图中曲线表明,由于管坯对口端面形成V形回路使邻近效应逐渐加强,电流密度逐渐增大而使加热强度增大,因而该位置上温度也增高,加热深度也增大。汇合点及其邻近区域温度已超过金属熔点形成液态金属层,此时往往出现连续喷射的细滴火花——闪光(与连续闪光焊时的闪光相似,但较弱),这就使接头处获得了需要的焊接温度,为挤压顶锻焊接创造了条件。应该指出,管坯对接接头沿厚度加热温度是否均匀,即管坯对接接头内、外圆周表面温度是否达到相同,将直接影响焊接质量。同时,管坯对接接头形成焊缝前的每一点的温度变化,实际上都要经历加热区间中①~⑤各位置所处的温度。
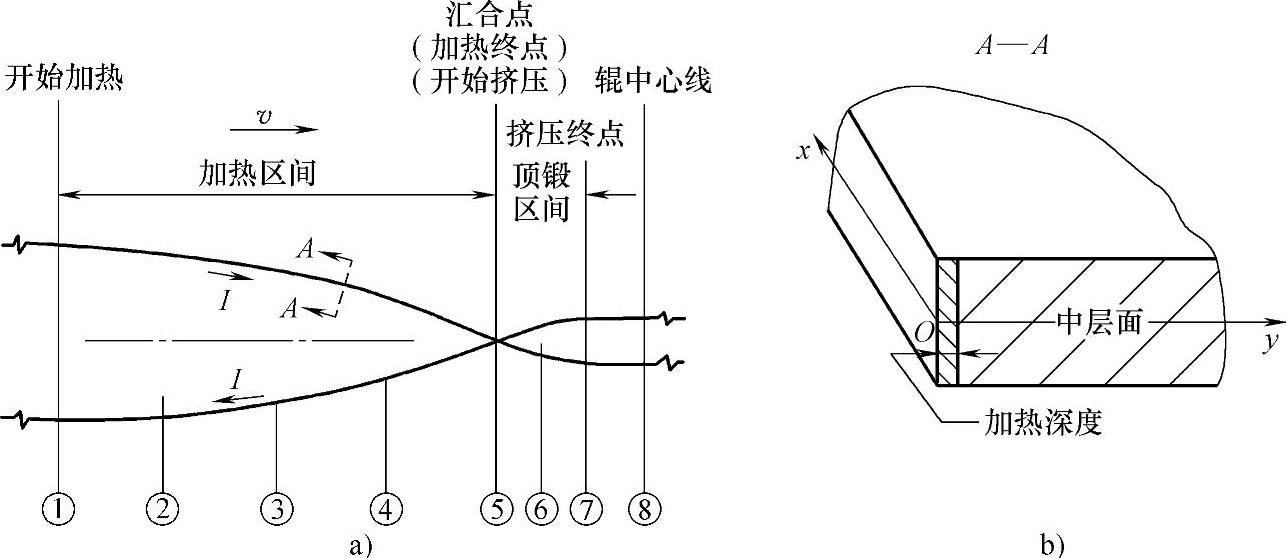
图2-5-2 高频焊焊接区示意图
3.挤压顶锻焊接
挤压顶锻区间的温度分布如图2-5-4b所示。此时,在挤压辊产生的挤压力(焊接压力)作用下,将熔化金属及氧化夹杂挤出,并使接头处受到强烈顶锻(管坯周长挤去一定挤压量),促使形成共同晶粒获得牢固对接接头。其实质仍属于塑性状态下的固相焊接。
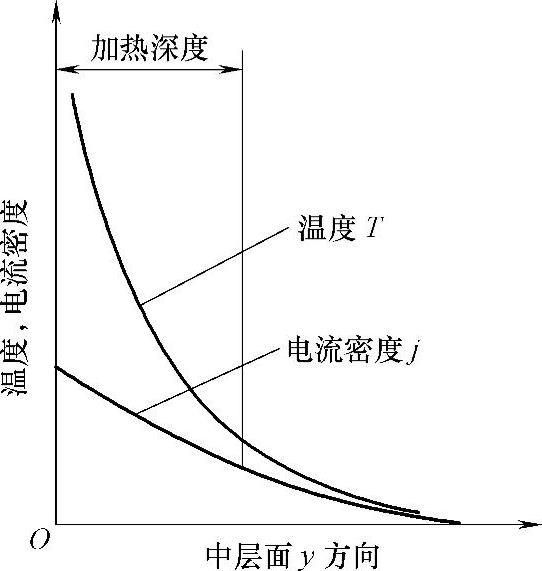
图2-5-3 A—A剖面的中层面上电流密度j与温度T分布
有关焊接方法与过程控制基础的文章

表2-5-5 挤压量的经验值3.高频直缝焊管低合金高强度钢管纵缝高频焊 碳当量CE<0.2%的碳素钢管,其高频焊的焊接性良好,焊后可不必进行热处理。但低合金高强度钢管的CE通常在0.2%~0.65%,在高频焊过程中,由于趋肤效应、邻近效应和热传导的共同作用,造成了管坯边缘附近的温度分布梯度、形成了熔化区、部分熔化区、过热组织区、正火区、不完全正火区、回火区等特殊区域。......
2023-06-26

对于直径为16mm的45钢,在转速2000r/min、摩擦压力8.6MPa、摩擦时间0.7s和顶锻压力161MPa下,其摩擦焊的焊接过程如图2-4-3所示。一个周期可分成摩擦加热过程和顶锻焊接过程两部分。在稳定摩擦阶段中,工件摩擦表面的温度继续升高,并达到1300℃左右。......
2023-06-26

最常用的弧焊电源有机械式控制和电子式控制弧焊电源。机械式控制的基本原理如图1-1-15a和式所示,不再重复。它的质量是弧焊电源可靠性和性能好坏的决定性因素之一。从基本原理上,可把它看成音响设备的末级功率放大器。图1-2-1 电子控制式弧焊电源基本原理框图电子控制系统的任务是与电子功率系统配合,控制调节静、动特性以及焊接参数、波形和时序。......
2023-06-25

等离子弧焊与钨极氩弧焊方法的最大区别在于它使用电弧能量高度集中的等离子弧。图1-7-4 等离子弧焊原理图按照所用焊接电流的大小和喷嘴孔径大小,等离子弧焊工艺可以分为以下三种不同的焊接模式。微束等离子弧焊焊接电流在0.1~15A,其特点是电弧易于控制,电弧在小电流下像一个针尖一样,非常稳定,所以又称为针弧,适于焊接精密的薄件制品。熔入法等离子弧焊 焊接电流为15~100A,用于对焊接质量有高要求的常规部件的焊接。......
2023-06-26

2)合理进行涂层设计,包括正确选择喷涂材料、设备、工艺及遵循严格的涂层质量评价体系对涂层性能进行检验等。涂层设计起着承上启下的作用,是采用热喷涂技术成功解决实际问题的基础,是最重要的环节之一,在进行涂层设计时要考虑涂层所涉及的各个环节,具有明显的系统特性。......
2023-06-18
相关推荐