图2-4-14 搅拌摩擦焊原理示意图2.接头形成机理接头组织 搅拌摩擦焊时,由于轴肩和焊件上表面紧密接触,因而焊缝通常呈V形,接头一般形成三个组织明显不同的区域。对6061-T651铝合金搅拌摩擦焊接头热机影响区的组织分析表明,该区内的晶界大多为小角晶界。......
2023-06-26
搅拌摩擦焊焊接设备的种类很多,从设备功能结构上,可以把搅拌摩擦焊机分为搅拌头、机械转动部分、行走部分、控制部分等。
2002年,英国焊接研究所(TWI)拥有了大尺寸的龙门式搅拌摩擦焊设备,该设备的焊接范围为8m(长)×5m(宽)×1m(高)。瑞典ESAB公司为挪威一家公司设计制造了一台商业用搅拌摩擦焊设备,可以焊接16m长的焊缝,此设备已经通过挪威船社的验收,投入使用。挪威这家公司从1996~1999年已经成功焊接了1700块船舶面板,焊缝总长度超过110km。2003年5月,中国设计制造了型号为FSW-1DB-001型搅拌摩擦焊设备,可以焊接厚度为25mm的铝合金、镁合金,15mm的铜合金以及10mm的钛合金材料,可以焊接1.5m长的纵缝和直径2m的筒形件。
1.常用搅拌摩擦焊焊接设备
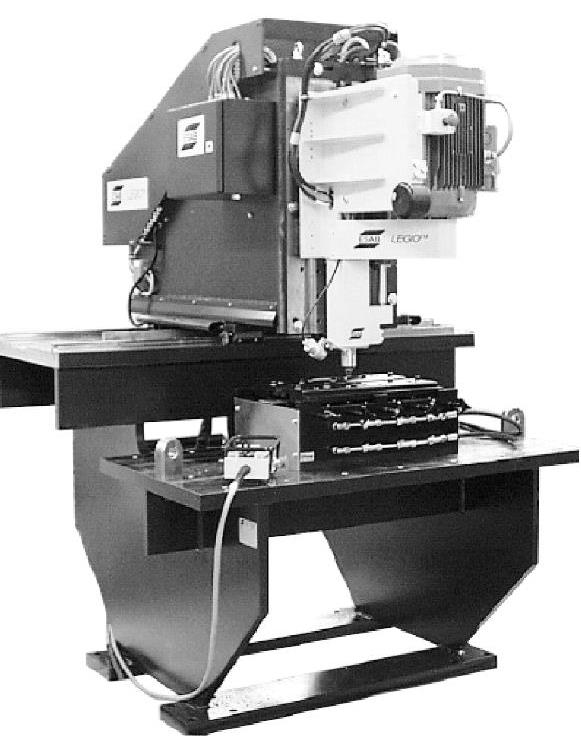
常用的搅拌摩擦焊焊接设备大致可以分为悬臂式、C型和龙门式三大类型。悬臂式搅拌摩擦焊焊接设备如图2-4-46所示,根据型号不同,可以焊接1~5mm、3~10mm、3~15mm和3~20mm厚铝合金或镁合金。焊件直径2.2m以下,长度不超过15m,控制方式为3轴数控。C型搅拌摩擦焊焊接设备一般焊接厚度10mm以下的铝合金或镁合金,焊缝形式为纵向直缝、T形焊缝和环焊缝。龙门式搅拌摩擦焊焊接设备主要用于大型构件、大厚度材料的焊接,是生产中应用最多的一种。表2-4-15是部分搅拌摩擦焊焊接设备的主要型号与技术参数。
2.数控FSW焊接设备
这种设备不同于传统的三维刚性控制机械,它利用了六脚昆虫原理,由6个支架组成,每个支架都可以改变长度。图2-4-46悬臂式搅拌摩擦焊接设备在负载、刚度和再现性等方面都比传统的搅拌摩擦焊设备有优势。设备的主轴固定在一个框架上,可以使6个支架都能自由移动,用来高速焊接一些航空构件,设备的工作空间为1.2m×1.2m×1.2m。
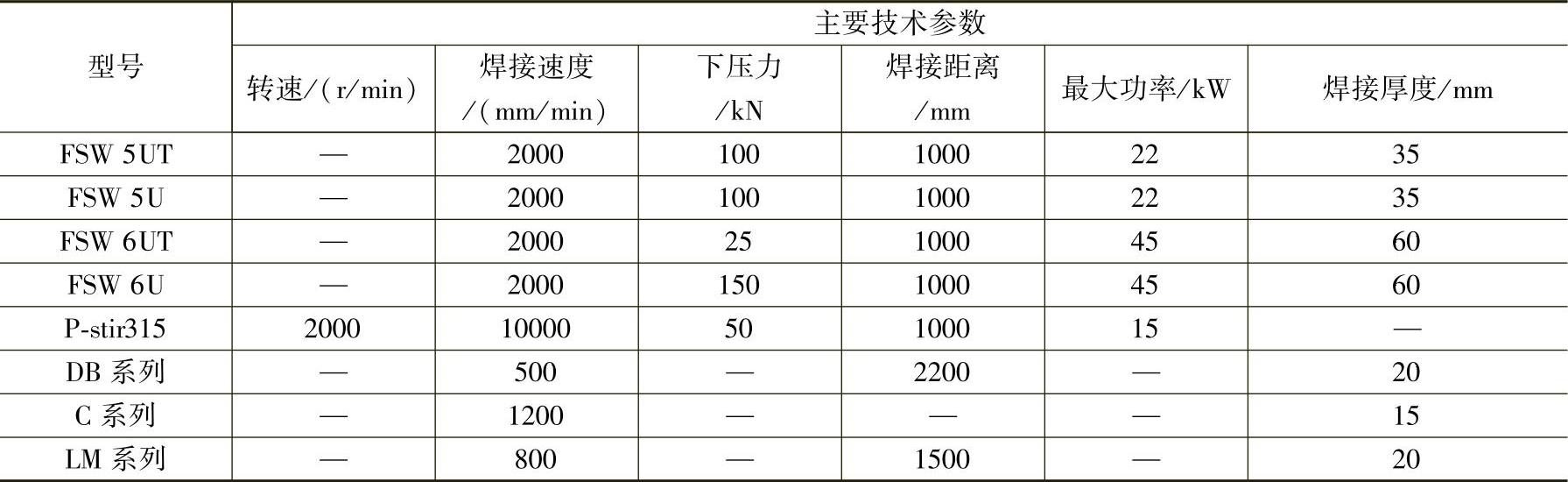
表2-4-15 搅拌摩擦焊焊接设备的主要型号与参数
3.搅拌摩擦焊机器人
为了实现三维空间曲线的搅拌摩擦焊接,增加焊接适应性,研制了图2-4-47的搅拌摩擦焊机器人,可以实现空间焊缝的焊接。
4.搅拌头
搅拌头是搅拌摩擦焊的关键零件,主要由轴肩和搅拌针两部分构成,如图2-4-48所示,上部较细的部分为搅拌针(也称搅拌棒),可以具有多种类型,其几何形貌和尺寸不仅决定着焊接过程的热输入方式和焊接质量及效率,还影响焊接过程中搅拌头附近塑性软化材料的流动形式。
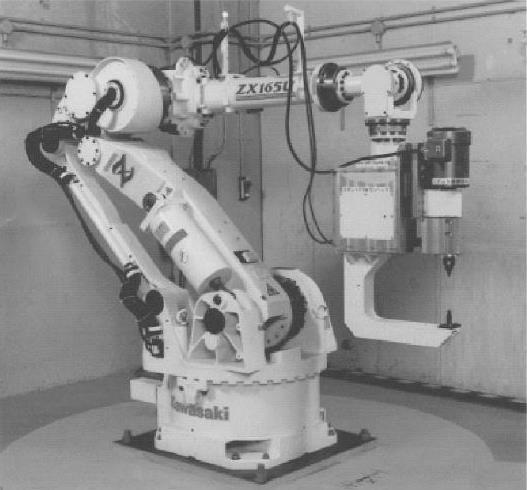
图2-4-47 搅拌摩擦焊机器人

图2-4-48 搅拌头
a)柱形光面 b)柱形螺纹面 c)锥形光面 d)锥形螺纹面
(1)轴肩 轴肩在焊接过程中通过与工件表面间的摩擦提供焊接热源,并形成一个封闭的焊接环境,以阻止高塑性软化材料从轴肩溢出。常见的轴肩形式是在搅拌针和轴肩的交界处中间凹入。在焊接过程中,这种设计形式可保证轴肩端部下方的软化材料受到向内的作用力,从而有利于将轴肩端部下方的软化材料收集到轴肩端面的中心,以填充搅拌针后方所形成的空腔,同时可减少焊接过程中搅拌头内部的应力集中。
(2)搅拌针 搅拌针主要有锥形螺纹搅拌针、三槽锥形螺纹搅拌针、偏心圆搅拌针、偏心圆螺纹搅拌针和非对称搅拌针、柱形光头和柱形螺纹搅拌针、可伸缩搅拌针等多种形式。
锥形螺纹搅拌针(WhorlTM)和三槽锥形螺纹搅拌针(MX-TrifluteTM)是英国焊接研究所淘汰柱形搅拌针后设计出的两种搅拌针形貌。它们的共同之处是呈平截头体状(或玻璃杯状),而且都带有螺纹。根据计算,锥形螺纹搅拌针所切削的材料只有柱形搅拌针的60%,而三槽锥形螺纹搅拌针所切削的材料也只有柱形的70%。另外,搅拌针上的螺纹能促进搅拌头附近的塑性软化材料具有向上运动的趋势。为了改善软化材料的流动路径,增强其流动行为,还在搅拌针上设计出平台或沟槽,如图2-4-49所示。对于三槽锥形螺纹搅拌针,锥面上开有三个螺旋形的槽,以减小搅拌针的体积,增加软化材料的流动性,可以焊接较厚的材料,同时破坏并分散附着于工件表面上的氧化物。
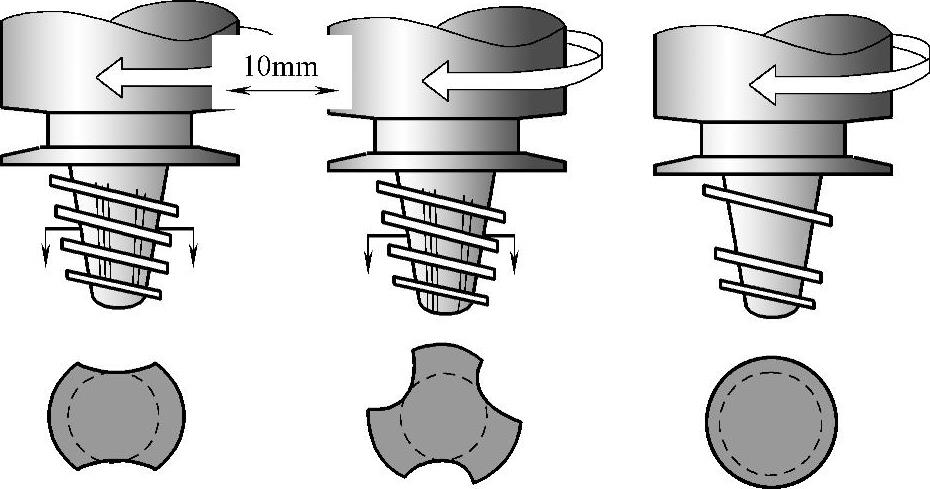
图2-4-49 锥形螺纹搅拌头
偏心圆搅拌针(TrivexTM)和偏心圆螺纹搅拌针(MX-TrivexTM)的外形是根据搅拌摩擦焊的动态模拟得出的(见图2-4-50)。计算结果表明,当搅拌针最小的纵截面与搅拌针旋转起来扫过的纵截面面积比在70%~80%之间时,焊接方向的压力最小。偏心圆螺纹搅拌针与偏心圆搅拌针相比,由于包含螺纹,从而更有利于粉碎工件表面上的氧化膜,有利于获得高强度的接头。
非对称搅拌针(Skew-stirTM)与传统搅拌针差异较大,搅拌针中心轴与设备的中心轴存在一个偏角。采用非对称搅拌针焊接可提高搅拌针周围塑性软化区的范围,同时这种搅拌针的搅拌动作可以提高搅拌针的动态与静态体积比。
可伸缩式搅拌针可分为手动伸缩式搅拌针和自动伸缩式搅拌针。手动伸缩式搅拌针可以通过调节针长来焊接不同厚度的材料和实现变厚度板材间的连接。自动伸缩式搅拌针不仅具有手动伸缩搅拌针的功能,还可在焊接即将结束时将搅拌针逐渐缩回到轴肩内,从而避免形成匙孔缺陷。
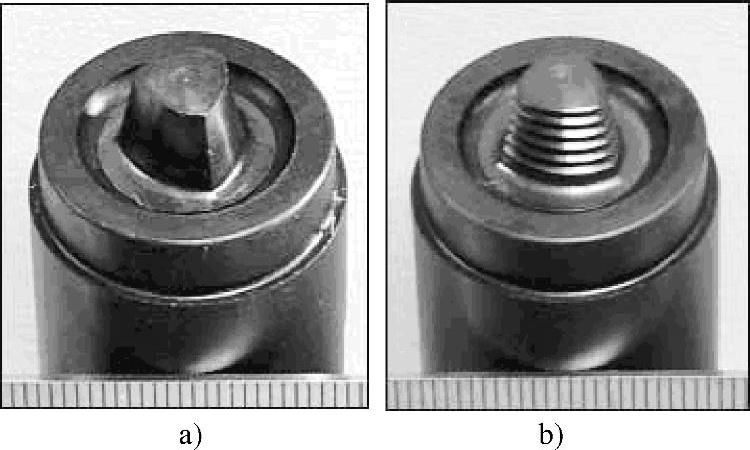
图2-4-50 偏心搅拌针
a)偏心圆 b)偏心圆螺纹搅拌针
有关焊接方法与过程控制基础的文章

图2-4-14 搅拌摩擦焊原理示意图2.接头形成机理接头组织 搅拌摩擦焊时,由于轴肩和焊件上表面紧密接触,因而焊缝通常呈V形,接头一般形成三个组织明显不同的区域。对6061-T651铝合金搅拌摩擦焊接头热机影响区的组织分析表明,该区内的晶界大多为小角晶界。......
2023-06-26

在搅拌摩擦焊过程中,搅拌针的形状对摩擦产热及金属的塑性流动状态有重要作用。根据焊接对象的不同,搅拌摩擦焊设备有多种类型。通常搅拌摩擦焊设备的主要部件有:搅拌头、机械转动系统、行走系统、控制系统、工件夹紧机构和刚性机架等。常见的搅拌摩擦焊设备结构有C形、龙门式和悬臂式等。图7-123和图7-124为典型的筒段纵缝立式搅拌摩擦焊设备和筒段环缝卧式搅拌摩擦焊设备。......
2023-07-02
典型设备的技术参数 表2-4-11和表2-4-12是部分国内连续驱动摩擦焊机和混合式摩擦焊机的型号及技术指标,表2-4-13是部分国外厂家的设备型号及主要技术指标。表2-4-14是美国MIT公司惯性摩擦焊机的型号和技术指标。......
2023-06-26

目前,逆变式电阻焊机是优先发展的热点。图2-2-95为逆变式电阻焊机原理示意图。同时,电极寿命获得延长。同时,目前已试制出4000A的逆变器。接地检测模块共有两个,称为双重重复接地保护安全系统。而通常电阻焊控制器所使用的恒电流方法是将焊接电流维持在一个预先设定的数值。我们知道,电阻焊时发生的热量等于I2Rt,在CHC中,该热量将被控制到最佳水平。当发生喷溅时,CHC测得的R值显著下降,此时CHC立即......
2023-06-26

图2-4-33为采用搅拌摩擦点焊方法获得的铝合金和高强钢的点焊样件。通过对2mm厚6061- T4铝合金薄板进行搅拌摩擦点焊研究发现,点焊接头的结合强度不仅与焊接参数有关,而且与搅拌头的形貌尺寸密切相关。与搅拌摩擦焊技术相比,用于表面改性的搅拌头只有轴肩而没有搅拌针。搅拌摩擦焊修复技术可消除机翼裂纹修理时的高应力集中,其蒙皮表面需要的首次安全检验时间推迟了3.5倍,同时也减少了随后的检验次数。......
2023-06-26

当以这个区间内的参数进行搅拌摩擦焊时,可以获得最佳性能的搅拌摩擦焊接头。这说明,焊核区晶粒在搅拌摩擦焊中发生了再结晶而得到了细化。与铝合金搅拌摩擦焊的焊接接头微观组织相比,钛合金搅拌摩擦焊接头明显没有热机影响区。接头的拉伸性能测试结果表明,搅拌摩擦焊接头的力学性能优于TIG焊,并且与母材性能很接近,当母材的增强相分布不均匀时,搅拌摩擦焊接头的强度比母材高。......
2023-06-26
对于外径Φ127mm、内径Φ95mm的石油钻杆与接头的焊接,连续驱动摩擦焊仅需要十几秒。3)接头容易产生飞边,焊后需进行机械加工。图2-4-5 连续驱动摩擦焊接头的基本形式a)相同直径 b)不同直径(有凸台) c)不同直径(无凸台) d)薄板与棒(或管) e)倾斜接头 f)带飞边槽的接头连续驱动摩擦焊接头形式在设计时主要遵循以下原则:1)在旋转式摩擦焊的两个工件中,至少要有一个工件具有回转断面。......
2023-06-26
搅拌摩擦焊本身也存在如下缺点:1)不同的结构需要不同的工装夹具,设备的灵活性差。焊接速度 图2-4-21为焊接速度对铝锂合金搅拌摩擦焊接头抗拉强度的影响。......
2023-06-26
相关推荐