在摩擦焊加热过程中,飞轮受摩擦扭矩的制动作用,转速逐渐降低,当转速为零时,焊接过程结束。图2-4-38 惯性摩擦焊原理示意图2.惯性摩擦焊焊接参数对于惯性摩擦焊,在焊接参数选择上与连续驱动摩擦焊有所不同,主要的参数有起始转速、转动惯量和轴向压力。......
2023-06-26
摩擦焊的机械化程度较高,焊接质量对设备的依赖性很大,要求设备要有适当的主轴转速,有足够大的主轴电动机功率、轴向压力和夹紧力,还要求设备同轴度好、刚度大。根据生产需要,还需配备如自动送料、卸料、切除飞边等装置。
1.连续驱动摩擦焊机
(1)设备组成及要求 普通型连续驱动摩擦焊机主要由主轴系统、加压系统、机身、夹头、检测与控制系统以及辅助装置六部分组成。
1)主轴系统:主要由主轴电动机、传动带、离合器、制动器、轴承和主轴等组成,主要作用是传送焊接所需要的功率,承受摩擦扭矩。
2)加压系统:主要包括加压机构和受力机构。加压机构的核心是液压系统,液压系统分为夹紧油路、滑台快进油路、滑台工进油路、顶锻保压油路以及滑台快退油路五个部分。夹紧油路主要通过对离合器的压紧与松开完成主轴的起动、制动以及工件的夹紧、松开等任务。当工件装夹完成之后,滑台快进;为了避免两工件发生撞击,当接近到一定程度时,通过油路的切换,滑台由快进转变为工进。工件摩擦时,提供摩擦压力,依靠顶锻回路调节顶端力和顶锻速度的大小;当顶锻保压结束后,又通过油路的切换实现滑台快退,达到原位后停止运动,一个焊接循环结束。
受力机构的作用是平衡轴向力(摩擦压力、顶锻压力)和摩擦扭矩以及防止焊机变形,保持主轴系统和加压系统的同轴度。扭矩的平衡常用装在机身上的导轨来实现。轴向力的平衡可采用单拉杆或双拉杆结构,即以工件为中心在机身中心位置设置单拉杆或以工件为中心对称设置双拉杆。
3)机身:机身一般为卧式,少数为立式。为防止变形和振动,机身应有足够的强度和刚度。主轴箱、导轨、拉杆、夹头都装在机身上。
4)夹头:夹头分为旋转和固定两种。旋转夹头又有自定心弹簧夹头和三爪夹头之分,弹簧夹头适宜于直径变化不大的工件,三爪夹头适宜于直径变化较大的工件。为了使夹持牢靠,不出现打滑旋转、后退、振动等,夹头与工件的接触部分硬度要高、耐磨性要好。
5)检测与控制系统:参数检测主要涉及时间(摩擦时间、刹车时间、顶锻上升时间、顶锻维持时间)、加热功率、摩擦压力(一次压力和二次压力)、顶锻压力、变形量、扭矩、转速、温度、特征信号(如摩擦开始时刻、功率峰值及所对应的时刻)等。
控制系统包括程序控制和参数控制,程序控制用来完成上料、夹紧、滑台快进、滑台工进、主轴旋转、摩擦加热、离合器松开、刹车、顶锻保证、车除飞边、滑台后退、工件退出等顺序动作及其联锁保护等。焊接参数控制则根据方案进行相应的诸如时间控制、功率峰值控制、变形量控制、温度控制、变参数复合控制等。
6)辅助装置:主要包括自动送料、卸料,以及自动切除飞边装置等。
(2)典型设备的技术参数 表2-4-11和表2-4-12是部分国内连续驱动摩擦焊机和混合式摩擦焊机的型号及技术指标,表2-4-13是部分国外厂家的设备型号及主要技术指标。
2.惯性摩擦焊机
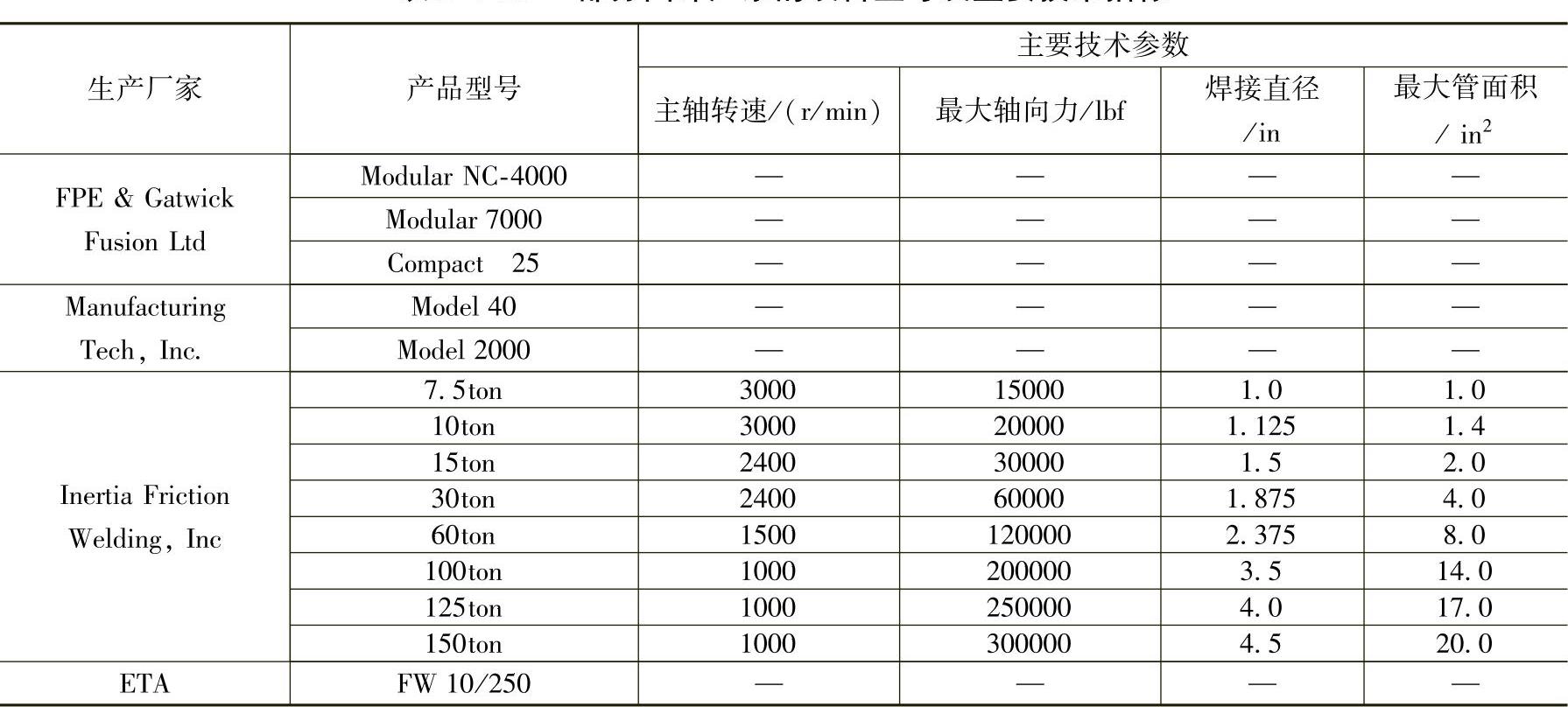
惯性摩擦焊机由电动机、主轴、飞轮、夹盘、移动夹具、液压缸等组成。表2-4-14是美国MIT公司惯性摩擦焊机的型号和技术指标。这些焊机可以有不同的组合和改动,所有焊机均可配备自动装卸装置、除飞边装置和质量控制检测器,转速均可由0调节到最大。
表2-4-11 连续驱动摩擦焊机型号及技术指标

注:A、B、C、D为机型序号。
表2-4-12 混合式摩擦焊机型号及技术指标

表2-4-13 部分国外厂家的设备型号及主要技术指标
注:1lbf=4.44822N;1in=25.4mm。
表2-4-14 惯性摩擦焊机的型号和技术规格

注:1lb·ft2=0.0421401kg·m2/s;1lbf=4.44822N;1in=25.4mm。
有关焊接方法与过程控制基础的文章

在摩擦焊加热过程中,飞轮受摩擦扭矩的制动作用,转速逐渐降低,当转速为零时,焊接过程结束。图2-4-38 惯性摩擦焊原理示意图2.惯性摩擦焊焊接参数对于惯性摩擦焊,在焊接参数选择上与连续驱动摩擦焊有所不同,主要的参数有起始转速、转动惯量和轴向压力。......
2023-06-26

图2-4-33为采用搅拌摩擦点焊方法获得的铝合金和高强钢的点焊样件。通过对2mm厚6061- T4铝合金薄板进行搅拌摩擦点焊研究发现,点焊接头的结合强度不仅与焊接参数有关,而且与搅拌头的形貌尺寸密切相关。与搅拌摩擦焊技术相比,用于表面改性的搅拌头只有轴肩而没有搅拌针。搅拌摩擦焊修复技术可消除机翼裂纹修理时的高应力集中,其蒙皮表面需要的首次安全检验时间推迟了3.5倍,同时也减少了随后的检验次数。......
2023-06-26

当以这个区间内的参数进行搅拌摩擦焊时,可以获得最佳性能的搅拌摩擦焊接头。这说明,焊核区晶粒在搅拌摩擦焊中发生了再结晶而得到了细化。与铝合金搅拌摩擦焊的焊接接头微观组织相比,钛合金搅拌摩擦焊接头明显没有热机影响区。接头的拉伸性能测试结果表明,搅拌摩擦焊接头的力学性能优于TIG焊,并且与母材性能很接近,当母材的增强相分布不均匀时,搅拌摩擦焊接头的强度比母材高。......
2023-06-26

在搅拌摩擦焊过程中,搅拌针的形状对摩擦产热及金属的塑性流动状态有重要作用。根据焊接对象的不同,搅拌摩擦焊设备有多种类型。通常搅拌摩擦焊设备的主要部件有:搅拌头、机械转动系统、行走系统、控制系统、工件夹紧机构和刚性机架等。常见的搅拌摩擦焊设备结构有C形、龙门式和悬臂式等。图7-123和图7-124为典型的筒段纵缝立式搅拌摩擦焊设备和筒段环缝卧式搅拌摩擦焊设备。......
2023-07-02

对于外径Φ127mm、内径Φ95mm的石油钻杆与接头的焊接,连续驱动摩擦焊仅需要十几秒。3)接头容易产生飞边,焊后需进行机械加工。图2-4-5 连续驱动摩擦焊接头的基本形式a)相同直径 b)不同直径(有凸台) c)不同直径(无凸台) d)薄板与棒(或管) e)倾斜接头 f)带飞边槽的接头连续驱动摩擦焊接头形式在设计时主要遵循以下原则:1)在旋转式摩擦焊的两个工件中,至少要有一个工件具有回转断面。......
2023-06-26

电容放电螺柱焊、电弧螺柱焊及短周期螺柱焊三类焊接方法的选择和应用既有共同之处又有各自最佳的应用范围。但对铝合金、铜及涂层钢板薄板或异种金属材料螺柱焊最好选用电容放电螺柱焊。4)对于电容放电螺柱焊为最佳焊接方法,电容放电螺柱焊三种焊接方法有共同的适用范围,应按以下原则选择:①预接触式焊接方法仅适用于移动式设备,而且主要用于焊接碳钢和把碳钢螺柱焊到镀层钢板上。表1-8-6 螺柱焊方法的分类与特点......
2023-06-26

激光器是激光焊焊接设备中的重要组成部分,提供焊接加工所需的激光热源。图4-1-1 激光焊焊接设备的组成光路系统实现对激光束的传输和聚焦,有些场合还需对激光束进行分光。其运动精度在很大程度上影响了激光焊接的精度,需采用精密机械和CNC数控。安装He-Ne激光器时,使红色的He-Ne激光与焊接用激光同轴,依此可进行光路调整和与工件对中。以下将进一步介绍激光焊接设备中的激光器、光路系统和工艺介质输送系统。......
2023-06-26
相关推荐