TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2023-06-23
1.惯性摩擦焊原理
图2-4-38是惯性摩擦焊示意图,工件的旋转端被夹持在飞轮里,焊接过程开始时,首先将飞轮和工件的旋转端加速到一定的转速,然后飞轮与主电动机脱开,同时,工件的移动端向前移动,工件接触后,开始摩擦加热。在摩擦焊加热过程中,飞轮受摩擦扭矩的制动作用,转速逐渐降低,当转速为零时,焊接过程结束。惯性摩擦焊的飞轮贮存的能量A与飞轮转动惯量J和飞轮角速度ω的关系为

对实心飞轮

式中 G——飞轮重量;
R——飞轮半径;
g——重力加速度;
A——飞轮贮存的能量;
J——飞轮转动惯量;
ω——飞轮角速度。
惯性摩擦焊的主要特点是恒压、变速,它将连续驱动摩擦焊的加热和顶锻结合在一起。在实际生产中,可通过更换飞轮或不同尺寸飞轮的组合而改变飞轮的转动惯量,从而改变加热功率。
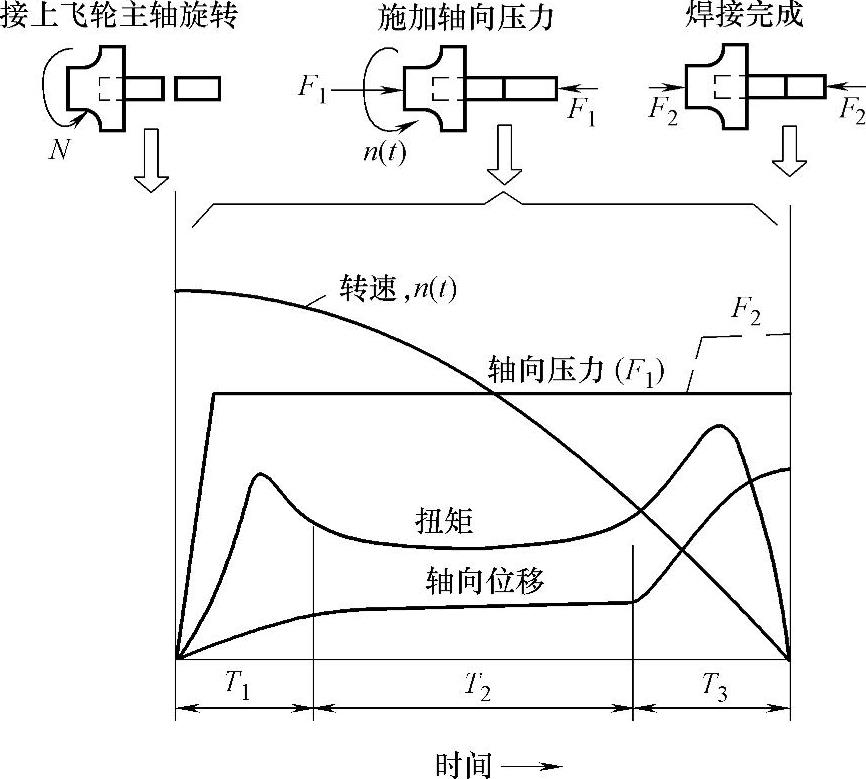
图2-4-38 惯性摩擦焊原理示意图
2.惯性摩擦焊焊接参数
对于惯性摩擦焊,在焊接参数选择上与连续驱动摩擦焊有所不同,主要的参数有起始转速、转动惯量和轴向压力。
1)起始转速:转速具体反映在工件的线速度上,对钢-钢焊件,推荐的速度范围为152~456m/min。低速(<91m/min)时,中心加热偏低,飞边粗大不齐,焊缝成漏斗状;中速(91~273m/min)焊接时,焊缝深度逐渐增加,边界逐渐均匀;如果速度大于36m/min时,焊缝中心宽度大于其他部位。
2)转动惯量:飞轮转动惯量和起始转速均影响焊接能量。在能量相同的情况下,大而转速慢的飞轮产生顶锻变形量较小,而转速快的飞轮产生较大的顶锻变形量。
3)轴向压力:轴向压力对焊缝深度和形貌的影响几乎与起始转速的影响相反,压力过大时,飞边量增大。
3.典型材料惯性摩擦焊焊接参数
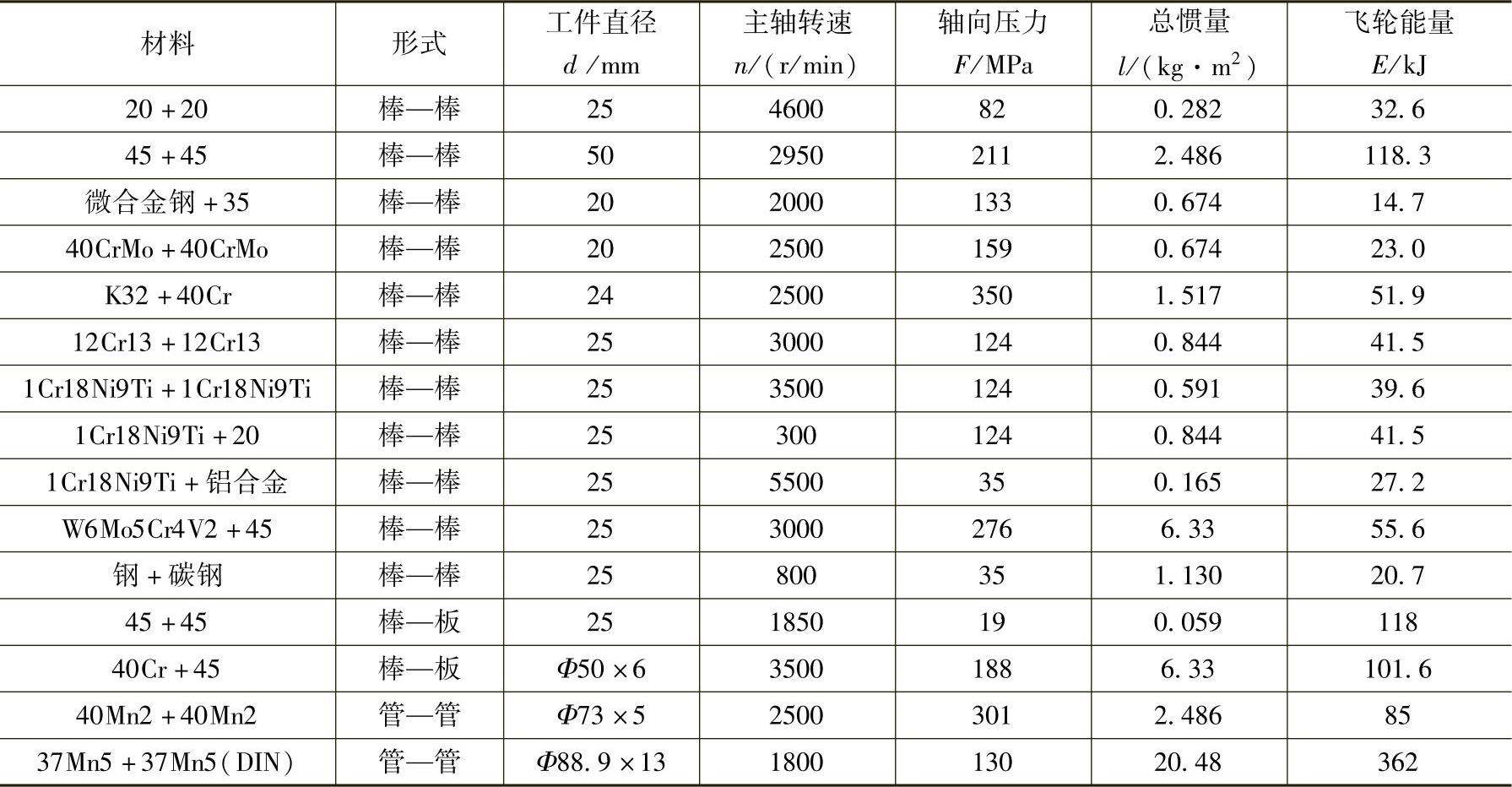
典型材料和零件的惯性摩擦焊焊接参数见表2-4-9和表2-4-10。
表2-4-9 典型材料的惯性摩擦焊焊接参数
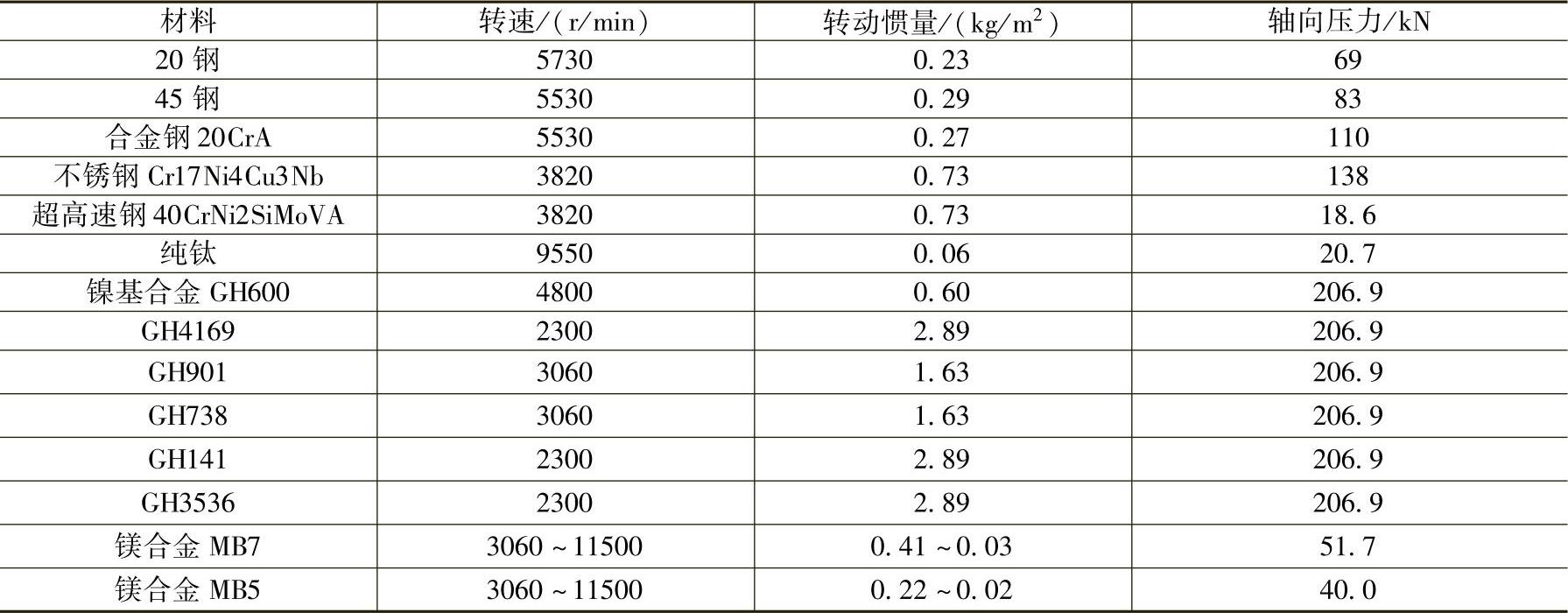
表2-4-10 典型零件的惯性摩擦焊焊接参数
有关焊接方法与过程控制基础的文章

TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2023-06-23

典型设备的技术参数 表2-4-11和表2-4-12是部分国内连续驱动摩擦焊机和混合式摩擦焊机的型号及技术指标,表2-4-13是部分国外厂家的设备型号及主要技术指标。表2-4-14是美国MIT公司惯性摩擦焊机的型号和技术指标。......
2023-06-26
对于直径为16mm的45钢,在转速2000r/min、摩擦压力8.6MPa、摩擦时间0.7s和顶锻压力161MPa下,其摩擦焊的焊接过程如图2-4-3所示。一个周期可分成摩擦加热过程和顶锻焊接过程两部分。在稳定摩擦阶段中,工件摩擦表面的温度继续升高,并达到1300℃左右。......
2023-06-26

(一)MIG焊熔滴过渡形式的选择MIG焊可采用短路过渡、喷射过渡、脉冲射流过渡和大电流过渡(潜弧焊)等形式,短路过渡与喷射过渡的界限与焊丝材质、直径、伸出长度及保护气体种类有一定关系。低碳钢熔化极氩弧焊不同熔滴过渡的电流范围见表3-35。焊接电流是最重要的焊接参数,应根据工件厚度、焊接位置、焊丝直径及熔滴过渡形式来选择。......
2023-06-23
(一)埋弧焊的焊接参数埋弧焊工艺参数有焊前准备、焊接电源种类和极性、焊接电流、电弧电压、焊接速度、焊丝和焊剂的成分与配合、焊丝伸出长度、焊丝倾角、焊丝与焊件的相对位置、焊剂颗粒、焊剂散堆高度和多丝焊的丝间距等。其中焊接材料的选用参见第四章,本节将重点介绍单丝埋弧焊工艺参数的选择及焊接操作技术。环缝埋弧焊时,为获得良好的成形焊道焊丝应逆焊件旋转方向移适当距离,使熔池凝固时刚好在水平位置。......
2023-06-23
在实际生产中,焊接电流主要根据焊条直径和焊接位置来选择。直流正接时,焊条的熔敷速度比反接时高,焊接速度较快。但因电弧的热量集中于焊条上,母材的熔深较浅,适用于薄壁设备的封底焊道和仰焊单面焊双面成形的打底层。通常,缩短电弧长度可提高焊接电流,增加焊条的熔敷速度。焊接速度对焊缝的质量有直接的影响。......
2023-06-23

图1-2-13 硅弧焊整流器原理框图主变压器把三相380V电压降至所要求的空载电压U0。如抽头式弧焊整流器的一、二次绕组耦合紧密,输出为平特性和用匝数比调节电压大小,可用于半自动CO2焊。......
2023-06-25
相位摩擦焊主要用于相对位置有要求的工件,如六方钢、八方钢、汽车操纵杆等,要求工件焊后棱边对齐、方向对正或相位满足要求。在实际应用中,主要有机械同步相位摩擦焊、插销配合摩擦焊和同步驱动摩擦焊。机械同步相位摩擦焊原理 如图2-4-41所示,焊接前压紧校正凸轮,调整两工件相位并夹持工件,将静止主轴制动后松开并校正凸轮,然后开始进行摩擦焊。插销位于尾座主轴上,尾座主轴可自由转动,摩擦加热过程中,制动器B将其固定。......
2023-06-26
相关推荐