不论何种加热类型的扩散连接设备,均由以下全部或其中的几部分组成。电阻加热真空扩散连接设备采用辐射加热的方法进行连接,加热体可选用钨、钼或石墨材料。扩散连接设备一般采用液压或机械加压系统,在自动控制压力的扩散连接设备上,一般装有压力传感器,以此实现对压力的测量和控制。......
2023-06-26
1.电阻辐射加热真空扩散连接设备
真空扩散焊机是最常用的扩散连接设备,结构原理如图2-3-62所示。真空室内的加压系统一般采用液压,对小型焊机也可用机械加压方式。加压系统应保证压力均匀可调且可靠性高。表2-3-10是WorkhorseⅡ型和Centorr6—1650—15T型真空扩散连接设备的主要性能指标。该类设备的主要特点是采用Leybold系列D40B真空机械泵的全自动真空系统;加热、加压和冷却采用Honeywell DCP—550仪表数字程序控制,包括99级程序,能自动调节,有计算机接口;由Honeywell UDC—2000数字指示仪控制过热温度指示;由Honeywell UDC—3000控制柱塞行程,并进行数字显示。
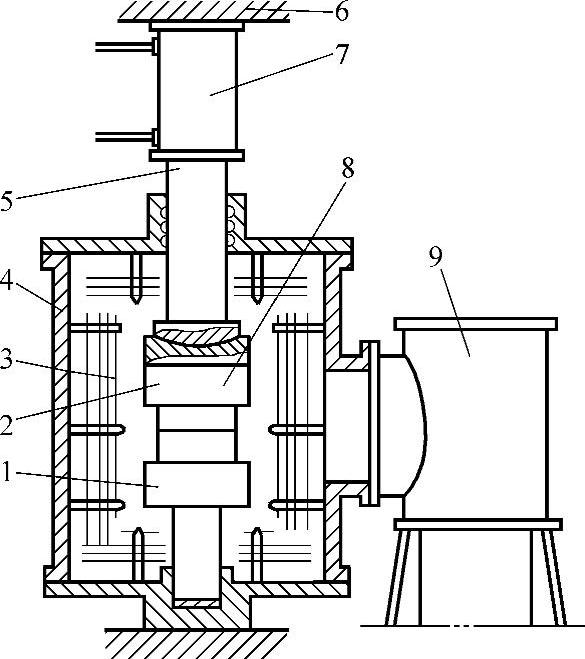
图2-3-62 电阻辐射加热真空扩散连接设备结构原理示意图
1—下压头 2—上压头 3 —加热器 4—真空炉体 5—传力杆 6—机架 7—液压系统 8—工件 9—真空系统
2.感应加热扩散连接设备
图2-3-63是感应加热扩散焊机示意图,由高频电源和感应线圈构成加热系统,机械泵、扩散泵和真空室构成真空系统。对于非导电材料如陶瓷等,可以采用高频加热石墨等导体,然后把工件放在石墨管中进行间接辐射加热。如图2-3-64所示为感应加热扩散连接设备。
表2-3-10 真空扩散连接设备的主要性能指标

①1tf=9.8×103N。
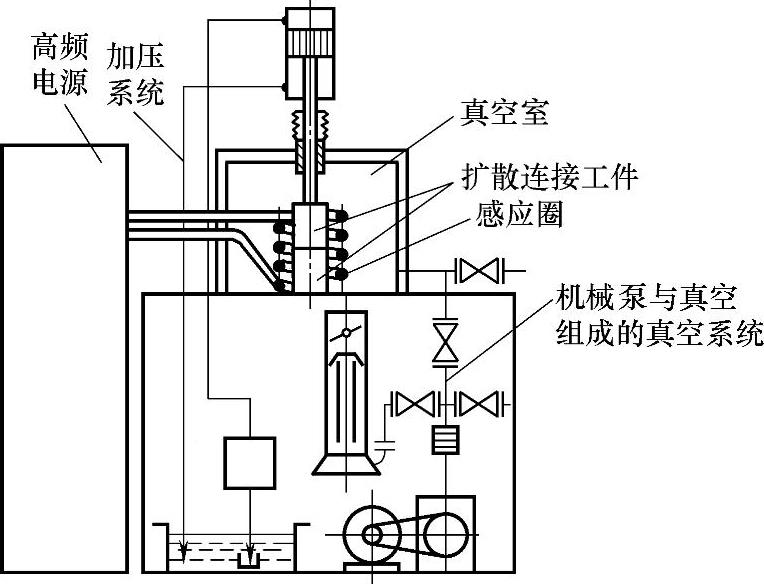
图2-3-63 感应加热扩散焊机原理示意图

图2-3-64 感应加热扩散连接设备
3.超塑成形-扩散连接设备
此类设备是由压力机和专用加热炉组成,可分为两大类。一种是由普通液压机与专门设计的加热平台构成。加热平台由陶瓷耐火材料制成,安装于压力机的金属台面上。超塑成形-扩散用模具及工件置于两陶瓷平台之间,可以将待连接零件密封在真空容器内进行加热。另一种是压力机的平台置于加热炉内,如图2-3-65所示,其平台由耐高温的合金制成,为加速升温,平台内也可安装加热元件。这种设备有一套抽真空供气系统,用单台机械泵抽真空,利用反复抽真空-充氩方式降低待焊表面及周围气氛中的氧分压。高压氩气经气体调压阀,向装有工件的模腔内或袋式毛坯内供气,以获得均匀可调的扩散连接压力和超塑成形压力。
4.热等静压扩散焊设备
近年来,为了制备致密性高的陶瓷及精密形状的构件,热等静压(简称HIP)设备受到人们的重视。在加高温的同时,对工件施加很高的压力,以增加致密性或获得所需的构件形状。一般采用全方位加压,压力最高可达2000个大气压。该设备可用于粉末冶金、铸件缺陷的愈合、复合材料制备、陶瓷烧结及精密复杂构件的扩散连接等。图2-3-66为HIP—1605型热等静压扩散焊设备。
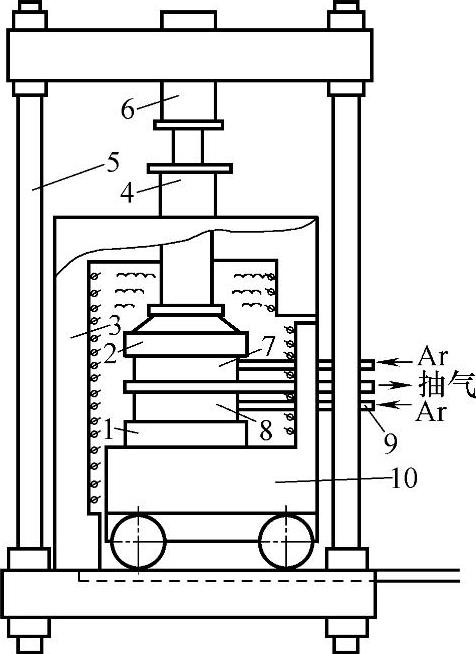
图2-3-65 超塑成形-扩散连接设备示意图
1—下金属平台 2—上金属平台 3—炉壳 4—导筒 5—立柱 6—液压缸 7—上模具 8—下模具 9—气管 10—活动炉底

图2-3-66 HIP—1605型热等静压扩散焊设备示意图
有关焊接方法与过程控制基础的文章

不论何种加热类型的扩散连接设备,均由以下全部或其中的几部分组成。电阻加热真空扩散连接设备采用辐射加热的方法进行连接,加热体可选用钨、钼或石墨材料。扩散连接设备一般采用液压或机械加压系统,在自动控制压力的扩散连接设备上,一般装有压力传感器,以此实现对压力的测量和控制。......
2023-06-26

图中Ci为中间层成分,CP.M.为母材成分,Cl为液相线成分,CS为固相线成分,Tmi为中间层熔点,Tmb母材熔点,TB连接温度,CP′.M.接头成分。与一般的固相扩散连接相比,液体金属原子的运动较为自由,且易于在母材表面形成稳定的原子排列而凝固,使界面的紧密接触变得容易,可大幅度降低连接压力。液相扩散连接大致可分为以下3个阶段:液相的生成 将中间扩散夹层材料夹在被连接表面之间,施加一定的压力,或依靠工件自重使其相互接触。......
2023-06-26

材料的超塑性成形和扩散连接的温度在同一温度区间,因此可以把成形与连接放在一起进行,而构成超塑性成形扩散连接工艺。图2-3-10 成分均匀化过程及元素的浓度分布变化超塑性成形扩散连接的典型结构如图2-3-11所示。图2-3-11a是单层加强结构件,即在超塑性成形件5上用扩散连接方法连接加强板3,以增加结构的刚度和强度。图2-3-11c为多层板结构,10为中间层板坯,11为超塑性成形的三层结构件,这种结构常用做飞机翼面、机身、壁板等。......
2023-06-26
本章节以反应式步进电动机为例,介绍其基本原理与应用方法。目前常用的有两相、三相、四相、五相步进电动机。步进电动机的驱动电路依据控制信号工作,控制信号由单片机产生,完成以下三种功能:①控制换相顺序,通电换相称为脉冲分配,对于四相步进电动机而言,其各相通电顺序按照A-B-A-B,通电控制脉冲必须严格按照顺序执行。......
2023-11-04

当加热盘开始加热时,微处理器将显示信号输入到显示部分,以显示电饭煲当前的工作状态。指示灯由微处理器控制,根据当前电饭煲的工作状态,进行相应的指示。......
2023-06-26

在扩散连接的第一阶段,必须从被连接界面上清除吸附层和氧化膜,才能形成实际的接触。在扩散连接的条件下,由于产生解吸、升华、溶解和还原作用,很容易将氧化膜清除。3)溶解:由于界面间的相互作用,金属表面的氧化膜向基体中溶解,或利用母材中所含的合金元素发生还原反应。图2-3-3 氧化膜去除机制示意图物理接触的形成扩散连接时表面的物理接触是形成连接接头的必要条件。......
2023-06-26
图9-8 电风扇的整机控制过程图解演示图9-9所示为电风扇电动机的工作原理示意图。图9-12 风扇电动机和驱动电路ICRTS511B-000控制芯片的①、⒇脚外接晶体,为芯片提供时钟信号。......
2023-06-26

各种车型的刮水器和清洗器系统并不相同,常见的有以下几种:1.单独采用刮水器间歇控制继电器的类型图813为桑塔纳志俊等大众车上较常使用的刮水器和清洗器系统电路原理图。故遇到这种故障时,应更换刮水器间歇控制继电器J31。图816 广州本田飞度的刮水器和清洗器系统电路原理图现以丰田车系中常用的电路为例说明其工作过程。图817为丰田常见的刮水器和清洗器系统电路原理图。VT1又导通一段时间引起刮水器重复它们的间歇运行。......
2023-09-22
相关推荐