镍基高温合金的热强性好、变形阻力大,扩散连接时要实现可靠的物理接触,必须提高连接温度或增大连接压力。特别是镍基高温合金表面含有Ti和Al的氧化膜,而且Ni在高温下也容易生成NiO,这些氧化膜性能都比较稳定,增加了扩散连接的难度。......
2023-06-26
1.常用异种金属的扩散连接
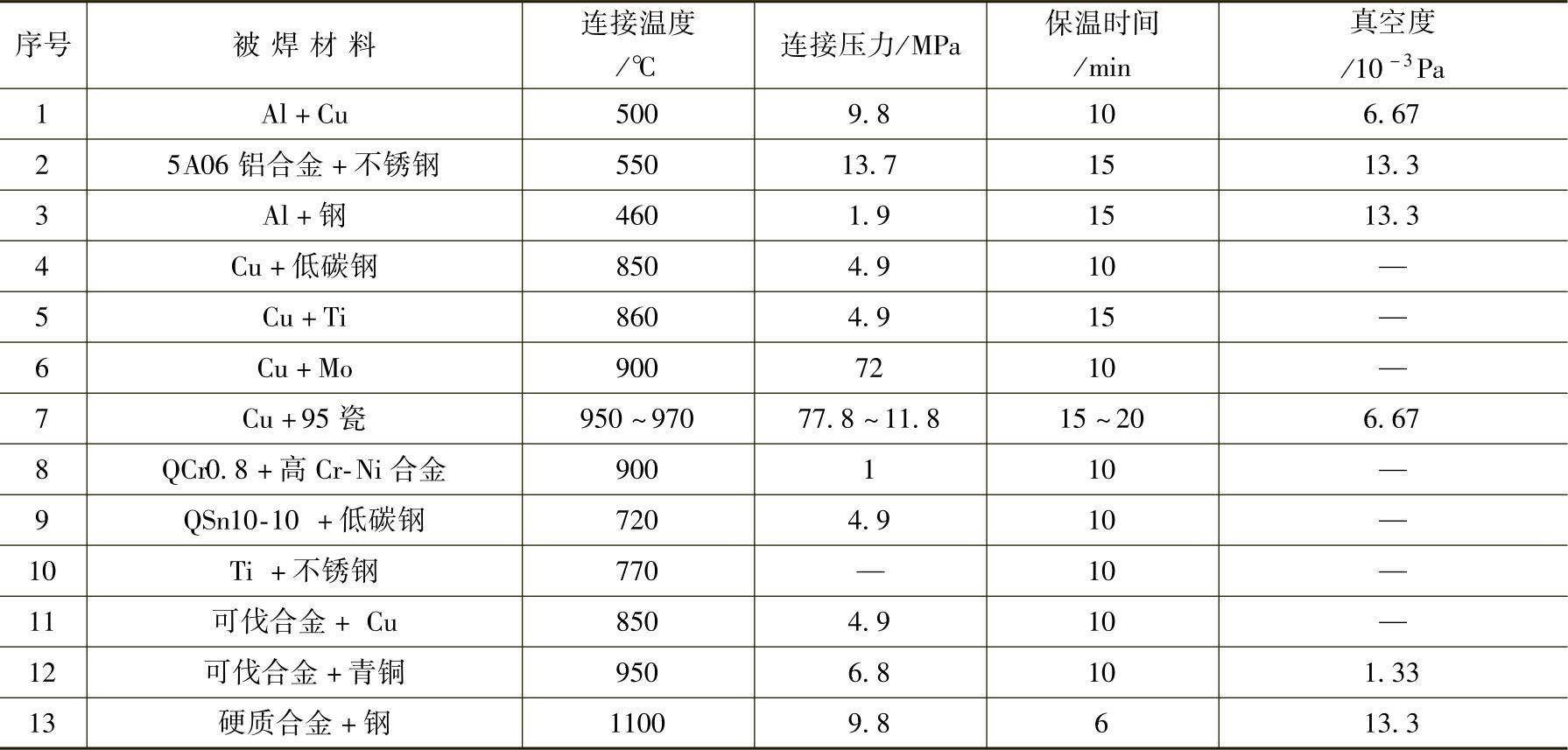
(1)连接工艺 在实际生产中,为了获得某些功能或减轻构件重量,经常需要将不同的金属材料进行连接,由于异种材料在物理性能和化学性能方面存在着很大差异,界面反应非常复杂,例如铝与不锈钢连接时,界面生成了FeAl、FeAl3和Fe2Al5等金属间化合物。因此,异种金属常采用扩散连接或楔形热压扩散连接。典型异种金属的扩散连接工艺见表2-3-5。
(2)铝与不锈钢的热压扩散连接 在航天器、制氧机设备中常常要求把铝合金管与钢管(或钛合金)连接在一起,常用的接头形式如图2-3-36所示,图中d为管的内径,δ为钢管或钛管的壁厚,δAl为铝合金管的壁厚。
不锈钢的连接部分被加工成带有一定角度的楔形,在真空或在空气中加热铝和不锈钢毛坯,然后将不锈钢压入铝中,而后冷却并加工成需要尺寸的构件或管接头。在空气中加热铝与不锈钢时,两个毛坯加热的温度不一样,必须分别加热。如果在空气炉中提高不锈钢的加热温度,则不锈钢表面变色,说明有明显的氧化,从而影响接头的强度,最好在真空中加热。铝的合适加热温度较高,铝加热温度对接头性能的影响如图2-3-37所示,图中aB和aK分别表示接头的悬臂静弯韧度和悬臂冲击韧度。
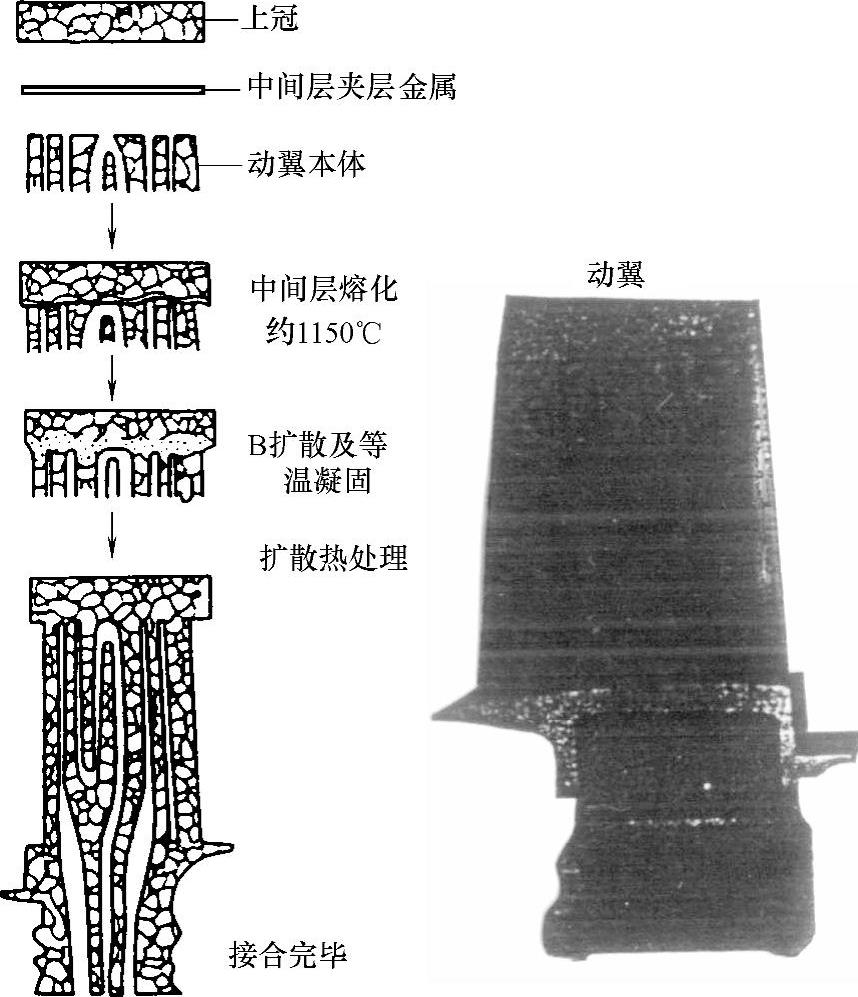
图2-3-35 汽轮机动翼液相扩散连接过程示意图
不锈钢件压入速度对接头性能有一定的影响,压入速度一般在45~50mm/min范围内可以得到好的结果。试验结果可知,对5A03铝合金与不锈钢(1Cr18Ni9Ti)接头在723K、保温48h后才出现铝-铁金属间化合物;在773K、保温2h就可以出现铁-铝金属间化合物;823K、保温15min即出现金属间化合物;848K、保温180s出现金属间化合物。只有金属间化合物的厚度达到一定的数值,才对接头性能造成明显的影响。
表2-3-5 常用异种金属的扩散连接参数
(3)铜与钢的扩散连接 飞机发动机的精密摩擦副、止动盘等构件要求将锡青铜和钢连接在一起,该类材料采用熔焊容易产生气孔,采用钎焊方法会降低接头的耐蚀性,因此,常常采用扩散连接。
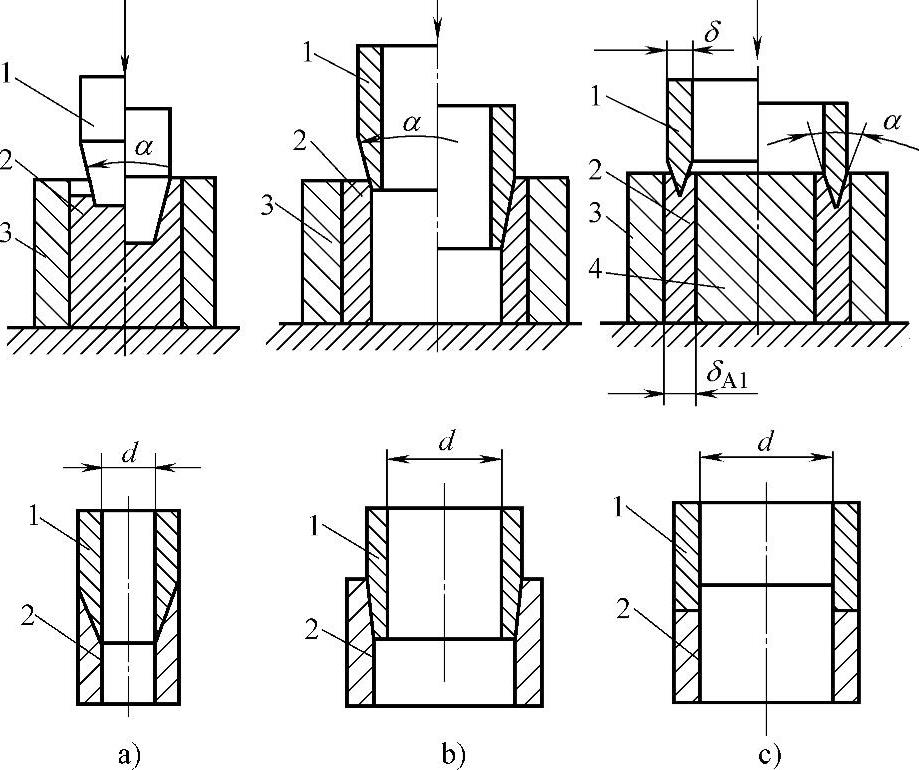
图2-3-36 铝与不锈钢管热压扩散连接示意图
a)直径<20mm b)直径>20mm c)直径>50mm
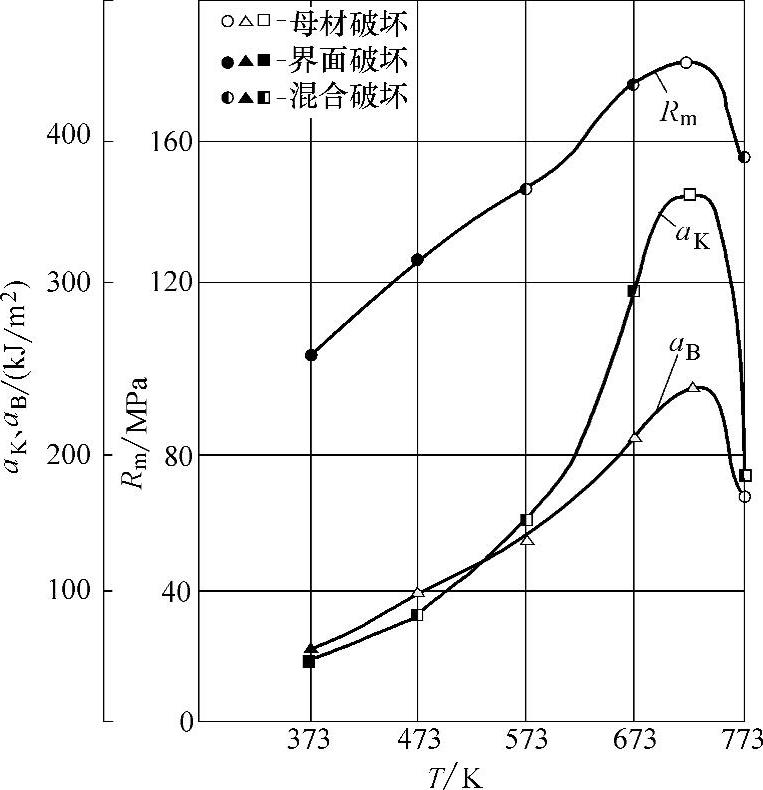
图2-3-37 铝加热温度与接头强度的关系 (不锈钢在空气中加热到573K)
图2-3-38是接头强度与连接温度的关系,扩散连接温度在800℃以下时,即使施加很大的压力,接头强度仍然很低,主要是连接温度过低,界面处于活化的原子少,不能进行良好的扩散。在温度为830~850℃时接头强度比较稳定,接头断口的金相照片显示出均匀分布的韧窝。当温度达到860℃时,由于锡青铜中锡、铅等低熔点合金元素产生了烧蚀,再加上不同元素的扩散速度不同,加大了金属间化合物层的长大,从而使接头强度降低。试验表明,锡青铜与钢的合适参数为:连接温度820~850℃、连接压力1~2MPa、连接时间15~25min。
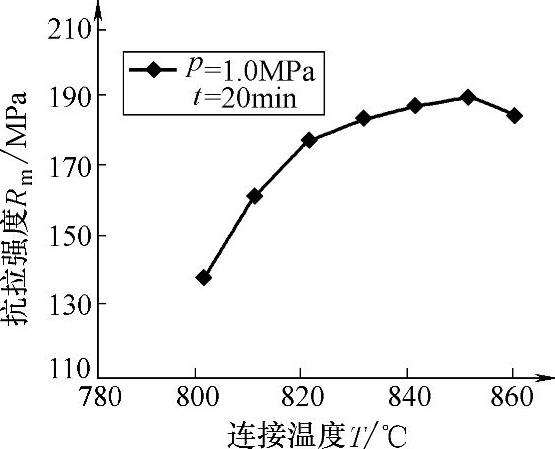
图2-3-38 连接温度对锡青铜/钢接头强度的影响
2.TiAl与金属的扩散连接
(1)TiAl与40Cr钢的扩散连接 图2-3-39是不同连接温度下的TiAl/40Cr接头的金相照片。由图2-3-39可见,界面出现了明显的反应层。比较图2-3-39a和b可知,两种参数下的界面结构及组织形态是不同的。在T=1173K时,连接界面处可以观察到三个反应层,即靠近TiAl侧Ⅰ层,中间亮白色的Ⅱ层和靠近40Cr侧Ⅲ层。
元素的成分结果,Ⅰ层主要以Ti、Fe、Al三种元素为主,Ⅱ层为高Ti和高C层,Ⅲ层为高Fe层。由X-射线衍射结果并结合前述的能谱分析、EPMA元素线分析可知,界面处生成了TiC、Ti3Al及FeAl、FeAl2四种化合物,可判断出Ⅰ层为Ti3Al+FeAl+FeAl2的混合层;Ⅱ层为TiC层,是由从40Cr中扩散过来的C和从TiAl侧扩散过来的Ti原子相结合而形成的;Ⅲ层为溶解有少量Al的铁基脱碳固溶层。
图2-3-40为在温度1373K接合条件下各反应层的厚度随接合时间的变化曲线。由图可见,随着连接时间的增长,各反应层出现不同程度的长大。在三个反应层形成及长大初期,以脱碳层的长大速度为最快,这主要是C向TiAl侧优先快速扩散的结果。随接合时间的增长,特别是在扩散连接的中后期,TiC的成长受到C及Ti来源的限制,即40Cr中的C必须先通过脱碳层才能到达TiC区参与反应,而从TiAl侧扩散来的Ti元素,也必须先通过Ti3Al+FeAl+FeAl2层到达TiC区的另一侧。由于它们的扩散系数发生了变化,使TiC的成长发生变化,在图2-3-40中表现为成长曲线出现了转折,成长速度减慢。同理,脱碳层的成长速度也发生了类似的变化。而最后出现的Ti3Al+FeAl+FeAl2层的长大速度没发生变化。试验结果表明在多元多相系统中,反应相的生成顺序不同,新相的出现对即存相的成长速度有影响,这与SiC/Ti界面反应相的成长规律很相似。
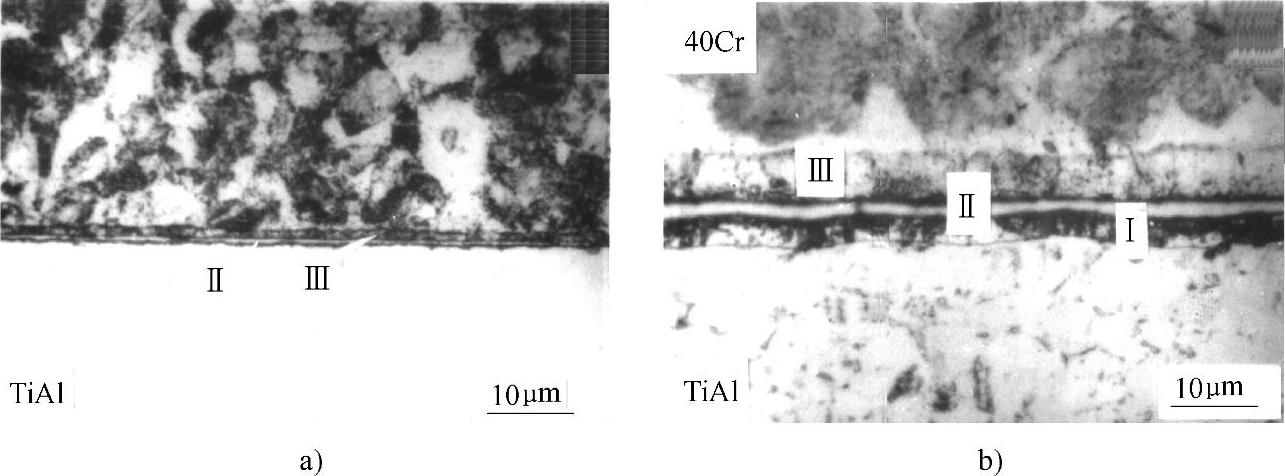
图2-3-39 TiAl/40Cr接头的金相照片(×750)
a)T=1173K,t=30min b)T=1323K,t=30min
图2-3-41是不同连接温度下,TiAl/40Cr界面总反应层的厚度随时间的变化,由文献可知,反应层的成长规律可用式(2-3-8)和式(2-3-9)表示。
x2=kt (2-3-8)
k=k0exp(-Q/RT) (2-3-9)
式中 x——反应层的厚度,单位为m;
t——加热时间,单位为s;
T——加热温度,单位为K;
k——反应层的成长速度,单位为m2/s;
k0——成长常数,单位为m2/s;
Q——反应层成长能,单位为kJ/mol;
R——气体常数,单位为8.314J/(K·mol)。
将试验测得的不同温度、不同时间的反应层总厚度值代入公式中进行计算,可求出反应层的成长能Q和成长常数k0,由此可得到TiAl/40Cr钢界面总反应层的成长方程式(2-3-10),利用此方程可对界面总反应层的成长进行预测。

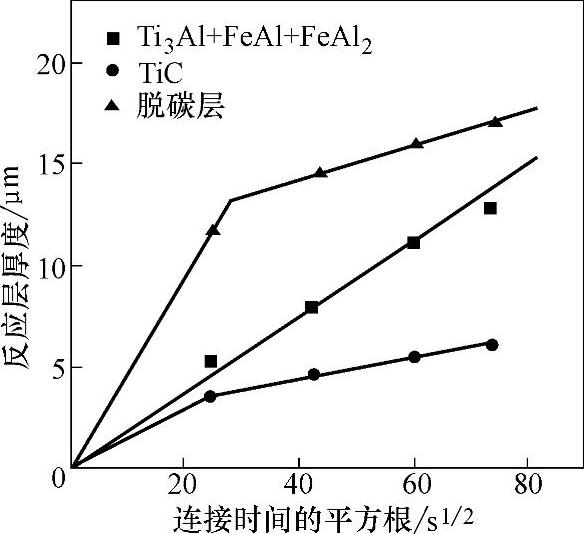
图2-3-40 各反应层厚度随接合时间的变化
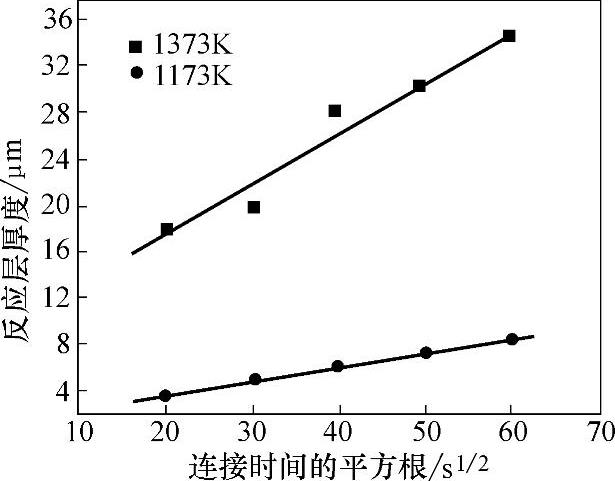
图2-3-41 反应层总厚度随时间的变化
脆性化合物层(TiC+(Ti3Al+FeAl+FeAl2))厚度对接头性能的影响如图2-3-42所示,接头的抗拉强度随反应层厚度的增长呈山形变化,在厚度为3μm时强度最高,并且所有断裂均发生在接头部位,属脆性断裂。对1223K接合温度下、不同接合时间的断口分析可知,在连接初期,界面处局部的微观凸起优先接触而发生塑性变形,由于有效接触面积较小,界面接合强度低,此时反应物还没有形成,接头的强度主要由低强度的界面所决定。随着连接时间的增长,界面处的塑性变形逐渐增大,从而使有效接触面积增大,接合率提高,界面强度比较高,同时TiC反应层也比较薄,因而使接头达到了较高的连接强度,断裂发生在TiC层和脱碳层的连接界面。当厚度超过3μm以后,反应进行得比较充分,界面强度虽然很高,但脆性反应层显著变厚而成为接头的薄弱部位,再加上接头的应力分布变得更加复杂,从而使接头强度降低。此时断裂发生在TiC层中。
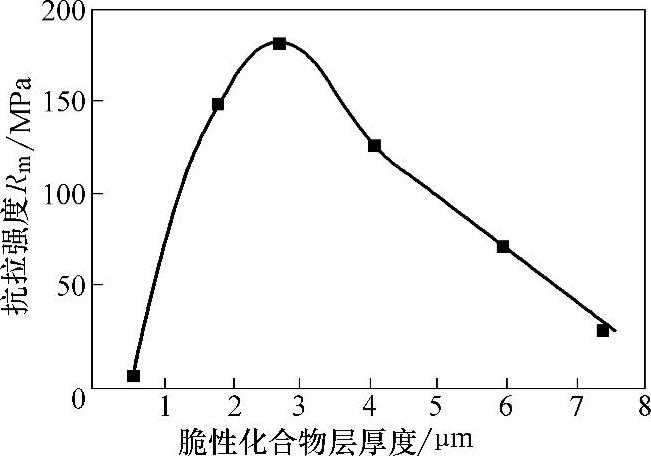
图2-3-42 接头强度与反应层厚度的关系(T=1223K,p=20MPa)
(2)TiAl与Ti的扩散连接 在连接温度T=1123K及连接压力p=5MPa不变的条件下对TiAl/Ti进行扩散连接。在t=0.9ks时,Al、Ti元素在界面处发生了相互扩散,线分布曲线在界面处分别为平滑的升、降斜线,说明在界面处出现了扩散固溶层,并没有金属间化合物生成或生成的数量极小。随着连接时间的增长,当t=5.4ks时,界面反应层的厚度明显加宽,从元素线分析可知,在界面处形成了两个扩散区域。通过进行断口能谱及断口X-衍射分析,TiAl侧的反应区确定为金属间化合物(Ti3Al+TiAl)层,Ti侧的反应区为Ti和Al的固溶层。
图2-3-43为p=20MPa、t=30min时连接温度对接头抗拉强度及反应层厚度的影响,其中抗拉强度的数值为每一个连接参数条件下五次拉伸试验的平均值。从图中可以看出,虽然扩散连接温度的不同导致了界面上反应层厚度的不同,但这些不同对扩散连接接头的抗拉强度值影响不大,并且接头的最高抗拉强度值接近于TiAl母材的强度。
界面反应层厚度对接头强度也有一定的影响,随着连接温度的提高,接头的物理接触更加紧密,原子的扩散程度加大,在TiAl/Ti界面处形成Ti3Al的数量不断增多,导致(Ti3Al+TiAl)双相层的增厚,并由于生成相Ti3Al的强度高于金属间化合物TiAl,且(α2+γ)的双相组织的强度更高,因此(Ti3Al+TiAl)双相层的形成对提高TiAl/Ti接头强度有利,并随着连接温度的提高,TiAl/Ti接头的抗拉强度基本接近母材。
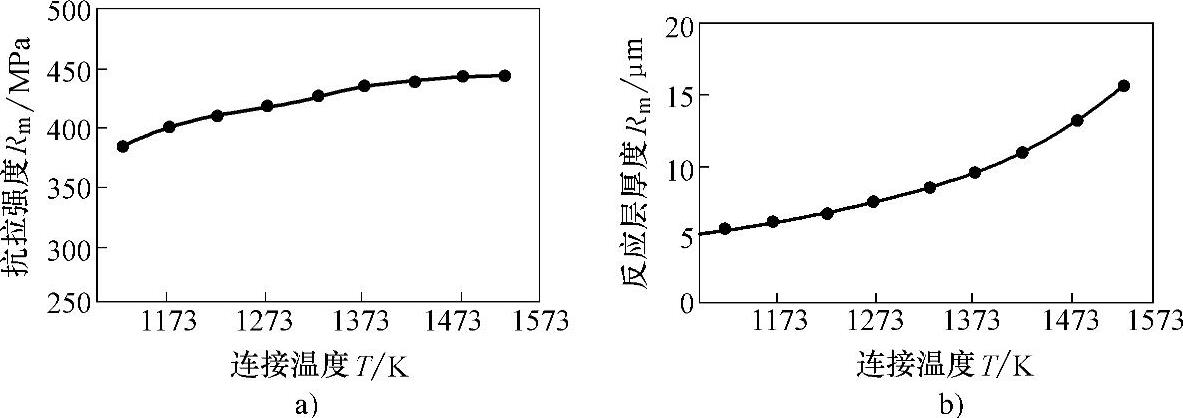
图2-3-43 连接温度对TiAl/Ti接头抗拉强度及反应层厚度的影响
有关焊接方法与过程控制基础的文章

镍基高温合金的热强性好、变形阻力大,扩散连接时要实现可靠的物理接触,必须提高连接温度或增大连接压力。特别是镍基高温合金表面含有Ti和Al的氧化膜,而且Ni在高温下也容易生成NiO,这些氧化膜性能都比较稳定,增加了扩散连接的难度。......
2023-06-26

不论何种加热类型的扩散连接设备,均由以下全部或其中的几部分组成。电阻加热真空扩散连接设备采用辐射加热的方法进行连接,加热体可选用钨、钼或石墨材料。扩散连接设备一般采用液压或机械加压系统,在自动控制压力的扩散连接设备上,一般装有压力传感器,以此实现对压力的测量和控制。......
2023-06-26

Al2O3短纤维增强6063铝基复合材料固相扩散连接时,表面应进行电解处理,使增强相纤维凸出基体表面,在连接过程中使纤维插入另一侧母材中,可显著提高接头强度。采用透射电镜对比分析铝基复合材料母材以及扩散连接接头区域基体与增强相的界面状态时可知,基体与增强相的界面出现微量界面反应物,但未明显改变增强相形貌。用TiSi2作中间层扩散连接C/C复合材料时,接头中出现了液相,具有固相扩散和液相扩散连接的特点。......
2023-06-26
缺少数值模拟的基本数据 由于陶瓷和金属钎焊及扩散连接时,界面容易出现多层化合物,这些化合物层很薄,对接头性能影响很大。图2-3-45是SiC/Ti界面的反应生成物随连接时间与温度的关系曲线。从断面组织分析可知,1373K的断面非常平坦;1473K的断面凹凸较多,SiC断面上粘有较多的块状反应相Ti5Si3Cx+TiC。选取1773K、3.36ks的最佳连接条件进行接合,测量接头的高温抗剪强度。......
2023-06-26
线胀系数不同的异种材料进行扩散连接,冷却时界面产生很大的残余应力。因此,在扩散接头设计时要设法减小由线胀系数差引起的残余应力,特别要避免使硬脆材料承受拉应力。TLP的中间层 过渡液相扩散连接所用的中间层合金是促进扩散连接的重要因素。确定某个异种金属组合的扩散连接条件时,应考虑到两种材料之间相互扩散的可能性及出现的问题。可根据被连接件的材质和使用要求,采用扩散连接后缓冷的工艺措施等加以克服。......
2023-06-23

图中Ci为中间层成分,CP.M.为母材成分,Cl为液相线成分,CS为固相线成分,Tmi为中间层熔点,Tmb母材熔点,TB连接温度,CP′.M.接头成分。与一般的固相扩散连接相比,液体金属原子的运动较为自由,且易于在母材表面形成稳定的原子排列而凝固,使界面的紧密接触变得容易,可大幅度降低连接压力。液相扩散连接大致可分为以下3个阶段:液相的生成 将中间扩散夹层材料夹在被连接表面之间,施加一定的压力,或依靠工件自重使其相互接触。......
2023-06-26
扩散连接参数主要有温度、压力、时间、气氛环境和试件的表面状态,这些因素之间相互影响、相互制约,在选择焊接参数时应统筹考虑。此外,扩散连接时还应考虑中间层材料的选用。对瞬时液相扩散连接温度的选择,常在可生成液相的最低温度附近,温度过高将引起母材的过量溶解。......
2023-06-26
由于交换设备最先应用于电话网中,所以本小节以电话网为例,讨论交换是如何引入网络的及其作用如何。当距离很远时,汇接交换机也称为长途交换机。用户终端与交换机之间的线路称为用户线,其接口称为用户接口;交换机之间的线路称为中继线,其接口称为网络接口。图4.4中的用户交换机常用于一个集团的内部。当PBX 具有自动交换能力时,又称为PABX。......
2023-06-26
相关推荐