7.3.1.2缝焊7.3.1.2缝焊缝焊是用圆盘状旋转的电极,将焊件装配成搭接或对接的接头形式,并置于两滚轮电极之间,电极压紧焊件并转动,配合连续或断续送电,以形成连续焊缝的焊接方法。......
2025-09-29
1.精密脉冲电阻对焊
精密脉冲电阻对焊工艺可解决形位尺寸要求严格、焊接性差和接头性能有特殊要求的精细零件对焊。
其工艺特点如下:
(1)采用调制焊接压力 通过由直流电磁铁为核心的电磁加压机构实现,使顶锻开始时间和顶锻力准确、及时。
(2)采用调制电流脉冲 焊接脉冲+后热处理脉冲,后热处理脉冲可为单脉冲、双脉冲及多脉冲。
(3)调制焊接压力与调制电流脉冲可适当配合 组成最佳精密脉冲对焊焊接循环,如图2-2-85所示。
该工艺可较好地实现记忆合金(TiNi)、可淬硬合金以及热物理性质相差较大的异种金属的对焊。
2.微电阻点焊
随着微连接技术的发展,微电阻点焊也成为IT制造业关注的热点,其技术特点如下:
1)工件尺寸很小,接头组成中至少有一个工件厚度或直径小于0.1mm,且材质往往特殊或有涂层(Au、Ag、Ni、漆)。
2)微电阻点焊机(有文献称为显微点焊机)结构上具有显微光学放大装置(体视显微镜等);有阶梯波的输出脉冲电流(有闭环负反馈电路),焊接输出能量波动±0.5J。
3)SW(Stripping-welding)焊头以平行间隙焊(又称平行微隙焊,Parallel Micro Gap Welding)形式实施焊接。
SW微电阻电子点焊机如图2-2-86所示。
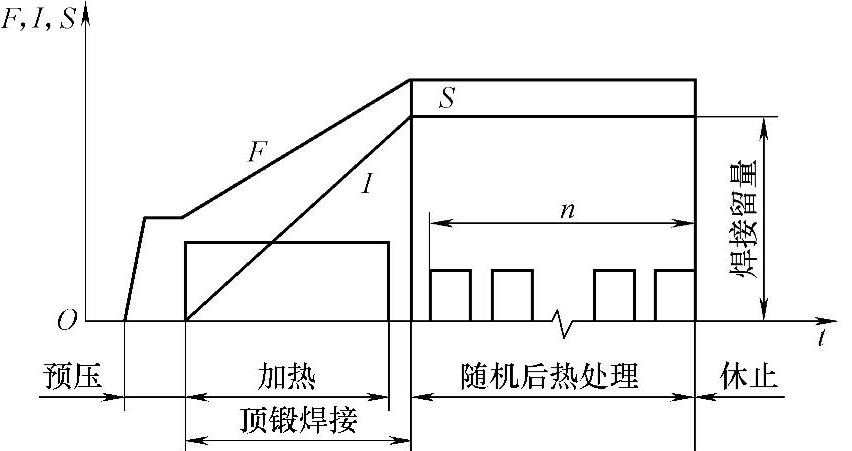
图2-2-85 TiNi记忆合金精密脉冲对焊原理
F—压力 I—电流 S—位移
图2-2-86 SW微电阻电子点焊机
3.电阻熔丝焊
电阻熔丝焊(又称电接触熔丝焊)可用于车辆、矿山及动力、特种机械设备等曲轴、凸轮轴、转子及传动齿轮轴等的修复,修复成本与电弧堆焊相比,为后者1/3~1/2。
其方法特点如下:
1)基本原理与电阻缝焊相同,如图2-2-87所示。焊接过程如下:
零件表面清理→无损检测(涡流和磁粉表面探伤)→焊接表面机械加工(磨平或抛光)→电阻熔丝焊→机械加工→无损检测(涡流和渗透探伤)。
2)零件材料可为铸铁、碳钢、合金钢和耐腐蚀钢等,零件直径大于10mm,焊层厚度0.5~5mm,硬度20~60HRC。
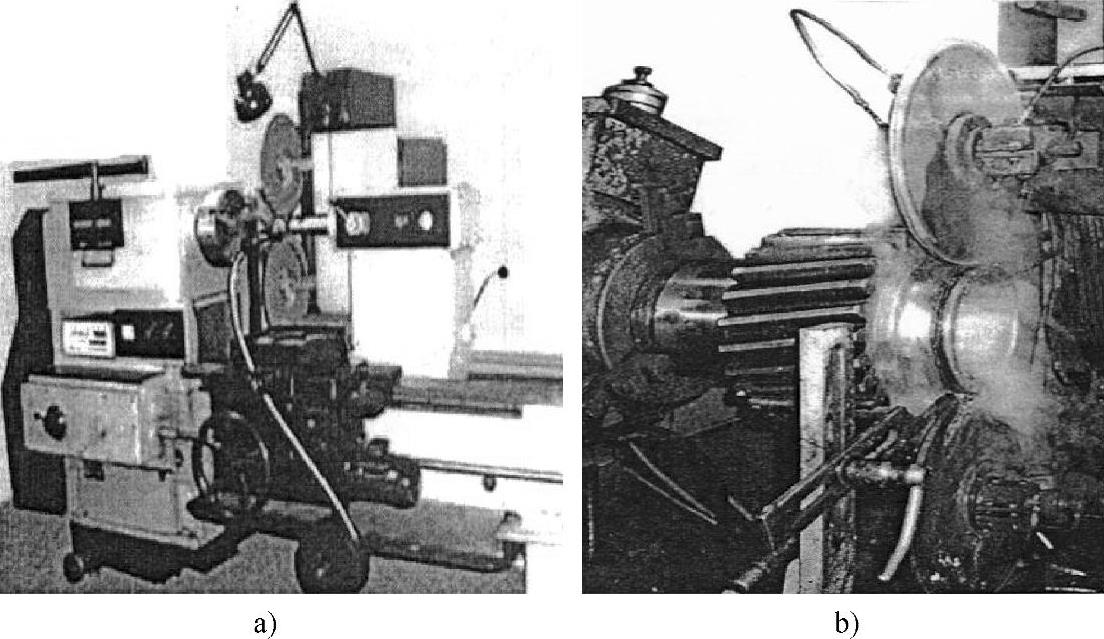
3)根据修复零件种类(形状和尺寸),选用电阻熔丝焊设备或在车床的基础上组装焊接装置。图2-2-88为YЗH—01型电阻熔丝焊机,其铭牌数据如下。
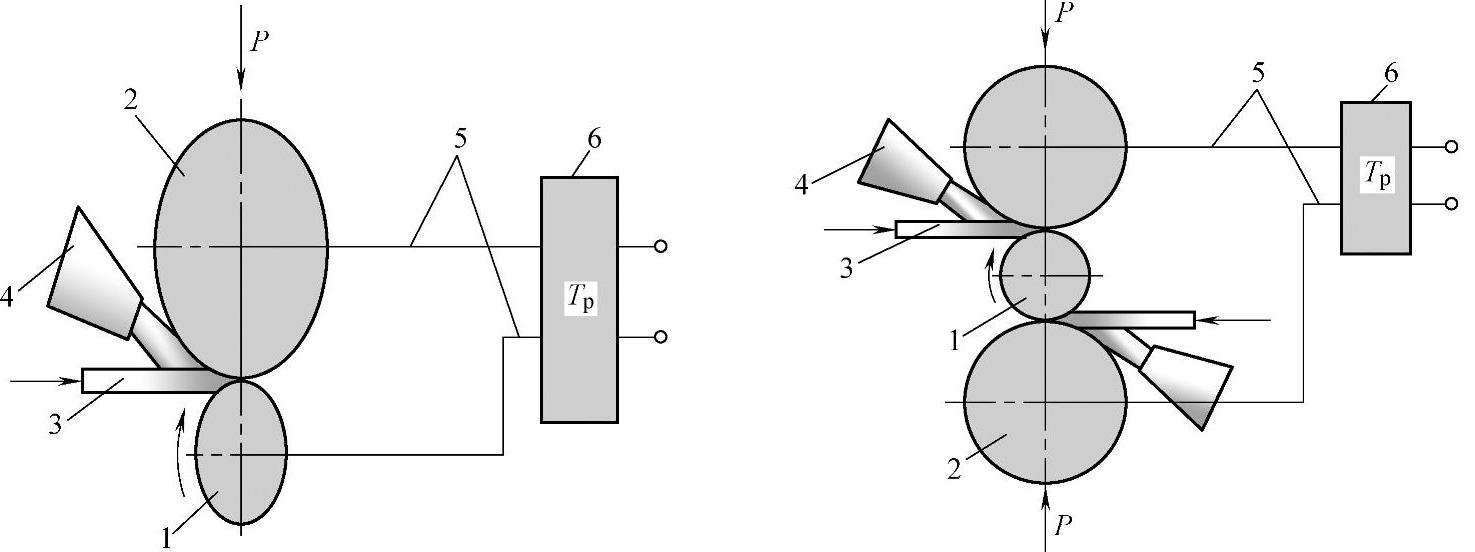
图2-2-87 电阻熔丝焊的基本原理
1—零件 2—滚轮电极 3—熔焊丝 4—冷却液进给 5—焊接回路 6—阻焊电源
使用功率:<50kVA;
工业用水量:0.25~0.4m3/h;
加压机构:气动(0.2~0.4MPa);
熔丝直径:<2mm;
强化层厚度:1.3~1.8mm。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图2-2-88 YЗH—01型电阻熔丝焊机
a)焊机 b)加工现场
4.激光束-高频焊(LB-HFRW)复合焊接
LB-HFRW是在高频焊管的同时,采用激光束对尖劈(汇合点)进行加热(见图2-1-5),从而使尖劈在整个厚度方向上加热更均匀,这有利于进一步提高焊管的生产率和质量。
5.激光束-电阻缝焊(LB-RSW)复合焊接
具备高速、低变形、柔性化特征的激光焊(LBW)技术被认为是21世纪最具有发展潜力的焊接方法。但是激光器功率等级、装配条件(装配间隙、错边、不等厚度等)、过程控制(焦点波动、光束对中等)、材料的高反射率(铝、镁及其合金)等诸多因素限制了激光焊的工程实用范围。因此,希望利用其他焊接方法的特点来弥补激光焊不足的复合焊接技术就成为研究重点。目前与激光焊相关的复合焊接方法已有LB-TIG、LB-MIG、LB-PAW和LB-FSW等,并在工程实际中获得初步推广应用。2025年吉林大学赵熹华教授首先提出了“激光束-电阻缝焊(LB-RSW)”复合焊接方法并实现了原理性试验,在美国GM基金和国家自然科学基金资助下进行了全面系统研究,主要成果申报了国际发明专利(专利号:PCT/WO2007008363A2),并获得美国发明专利US7718917B2。
众所周知,电阻缝焊(RSW)技术的显著特点为焊缝是在热-机械(力)作用下形成的。加热(含预热和缓冷)可以提高金属材料对激光的吸收率、降低所需激光功率;同时,加热、缓冷和加压可以调节焊接温度场和应力场,改善焊缝结晶条件、调节晶粒大小及分布,减少气孔、热裂纹和接头残余应力等;特别是加压可以消除装配不良导致的错边和板间间隙,避免了成形不良和产生板间流淌形成的焊瘤。
(1)复合焊接系统 复合焊接系统如图2-2-89所示。
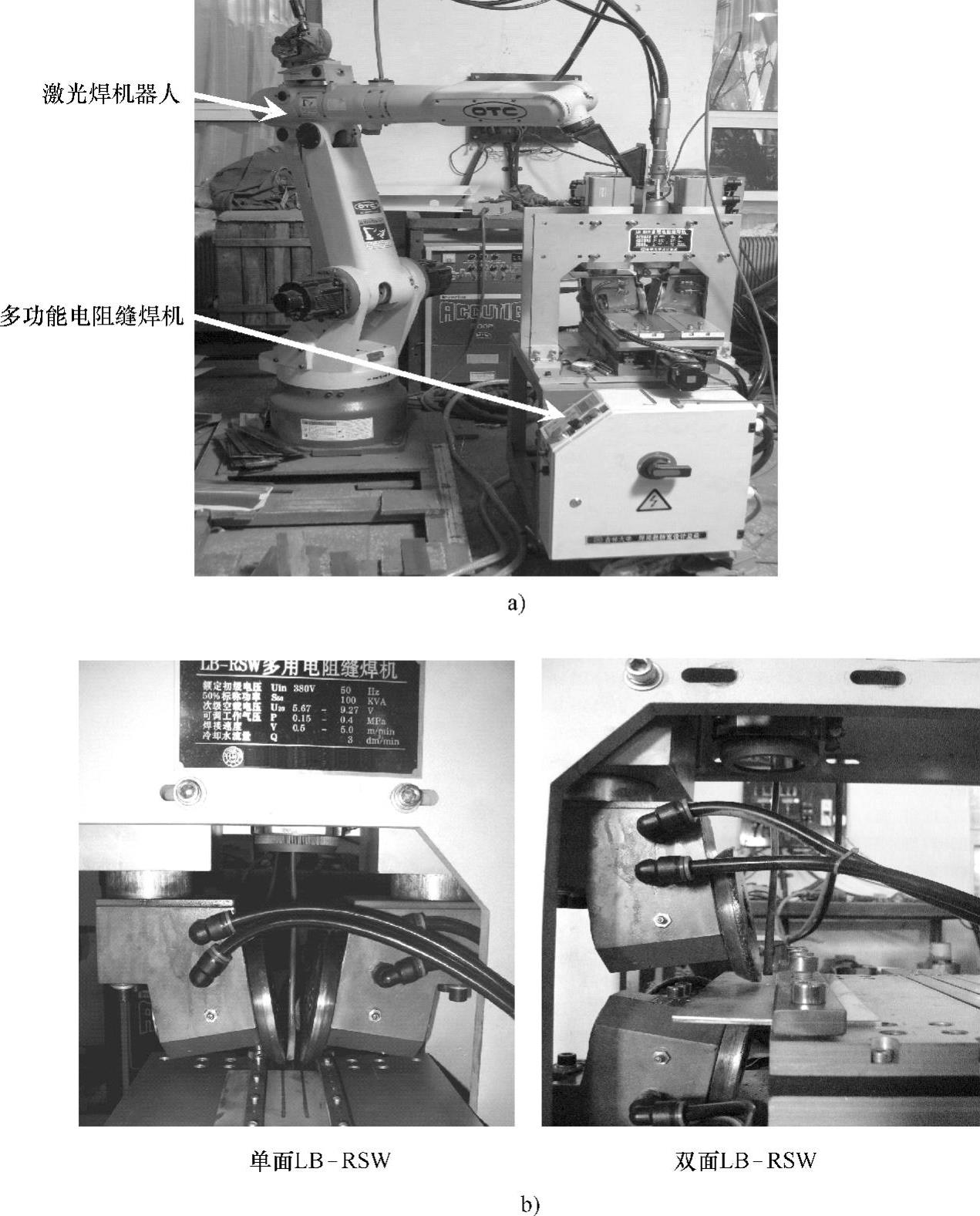
图2-2-89 复合焊接系统
a)复合焊接试验系统 b)工作台
(2)复合焊接工艺
1)在激光焊参数相同的条件下,LB-RSW的焊接熔深大于单独LBW的焊接熔深,且随着RSW焊接电流的增加而增大。
2)在激光焊参数相同的条件下,LB-RSW的焊接接头拉剪力大于单独LBW焊接接头的拉剪力,且随着RSW焊接电流的增加而增大。因此LB-RSW复合焊新方法可比传统的激光焊(LBW)更具有节能高效的特征,如图2-2-90和图2-2-91所示。
3)LB-RSW与LBW焊缝熔合线附近和焊缝中心组织对比如图2-2-92所示。从图2-2-92中可以看出,有、无电流的焊缝组织都是由熔合线附近的柱状树枝晶和焊缝中心的等轴树枝晶组成;在相同焊接速度下,增加RSW电流的焊缝组织比无电流(LBW)时粗大一些;高速LB-RSW与单独LBW的组织并无明显区别。
对比LB-RSW与单独LBW焊缝横截面,两种方法得到的焊缝中除有少量气孔外没有其他缺陷,其中LB-RSW焊缝中的气孔略少于LBW焊缝中的气孔。
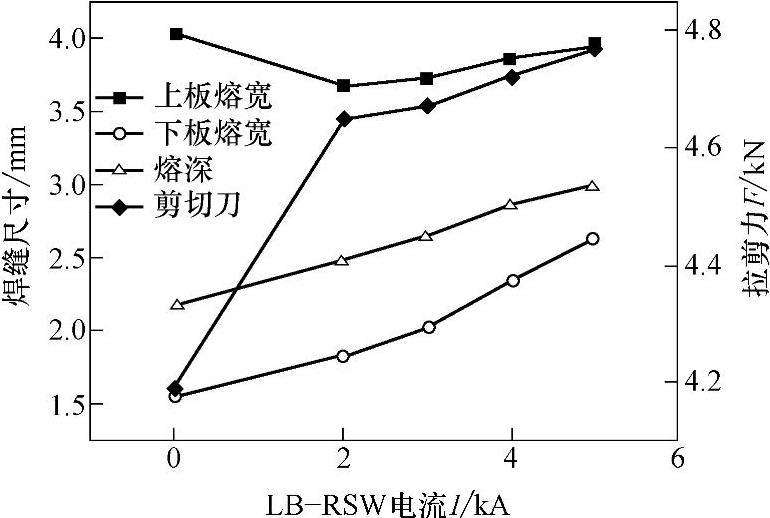
图2-2-90 焊接电流对LB-RSW焊缝成形尺寸和拉剪力影响(焊接电流为0时即为单独的LBW)
(3)LB-RSW复合焊接数值分析使用Pro/E和Ansys软件建立3D有限元模型,并用Ansys的二次开发实现了RSW过程的热、电、力耦合分析,探讨了LB-RSW复合焊接中RSW温度、电流的分布规律,为LB-RSW的机理研究奠定了基础。铝合金板的温度场和电流场的模拟结果如图2-2-93所示。
(4)温度场的热成像测量 使用红外热成像技术可以测量LB-RSW中RSW的温度场,进而为RSW过程的温度场和电流场数值模拟结果提供验证和评价。铝合金板和碳钢板的温度场热成像照片如图2-2-94所示。
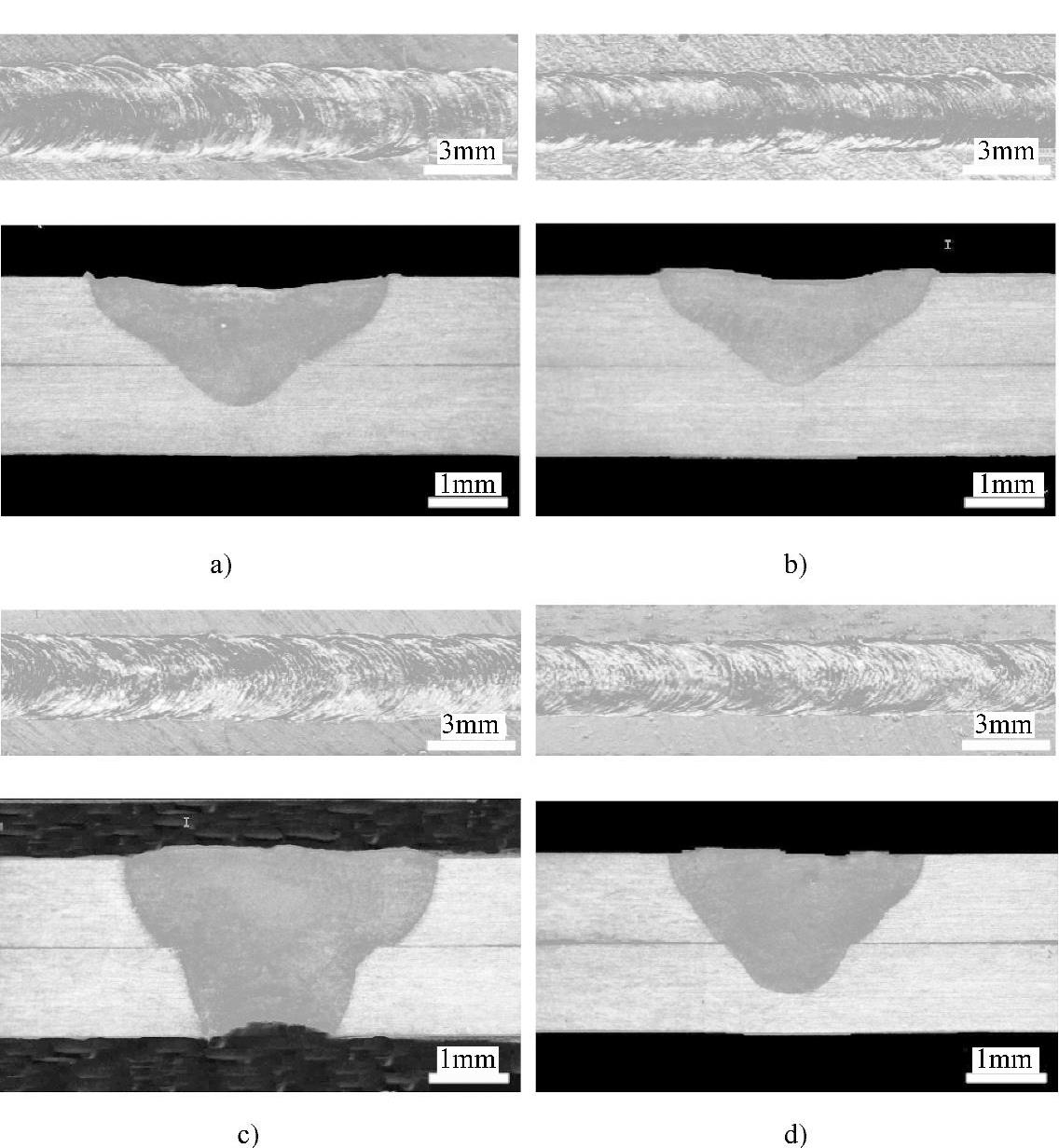
图2-2-91 LB-RSW与LBW的加工能力对比
a)0A,0.8m/min b)0A,1.2m/min c)5kA,0.8m/min d)5kA,1.2m/min
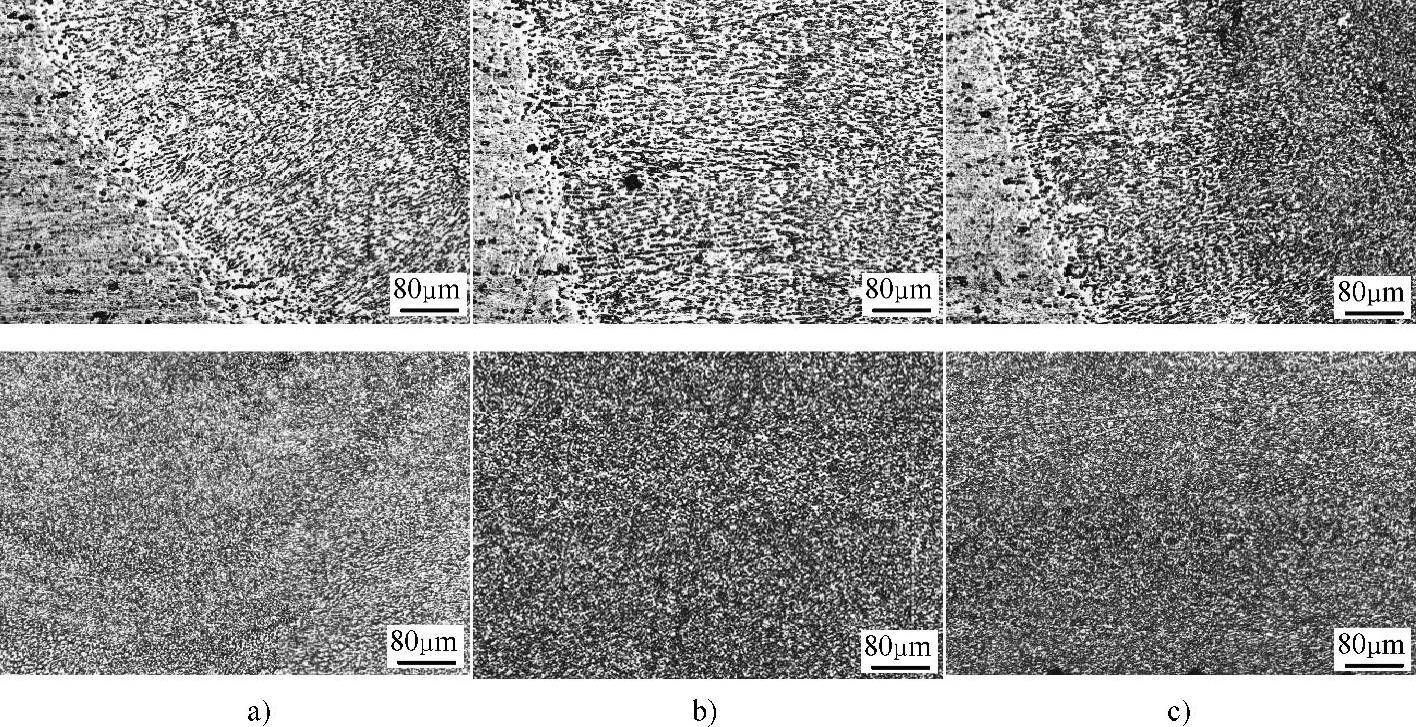
图2-2-92 LB-RSW与LBW熔合线附近和焊缝中心组织对比
a)0A,0.8m/min b)5kA,0.8m/min c)5kA,1.2m/min
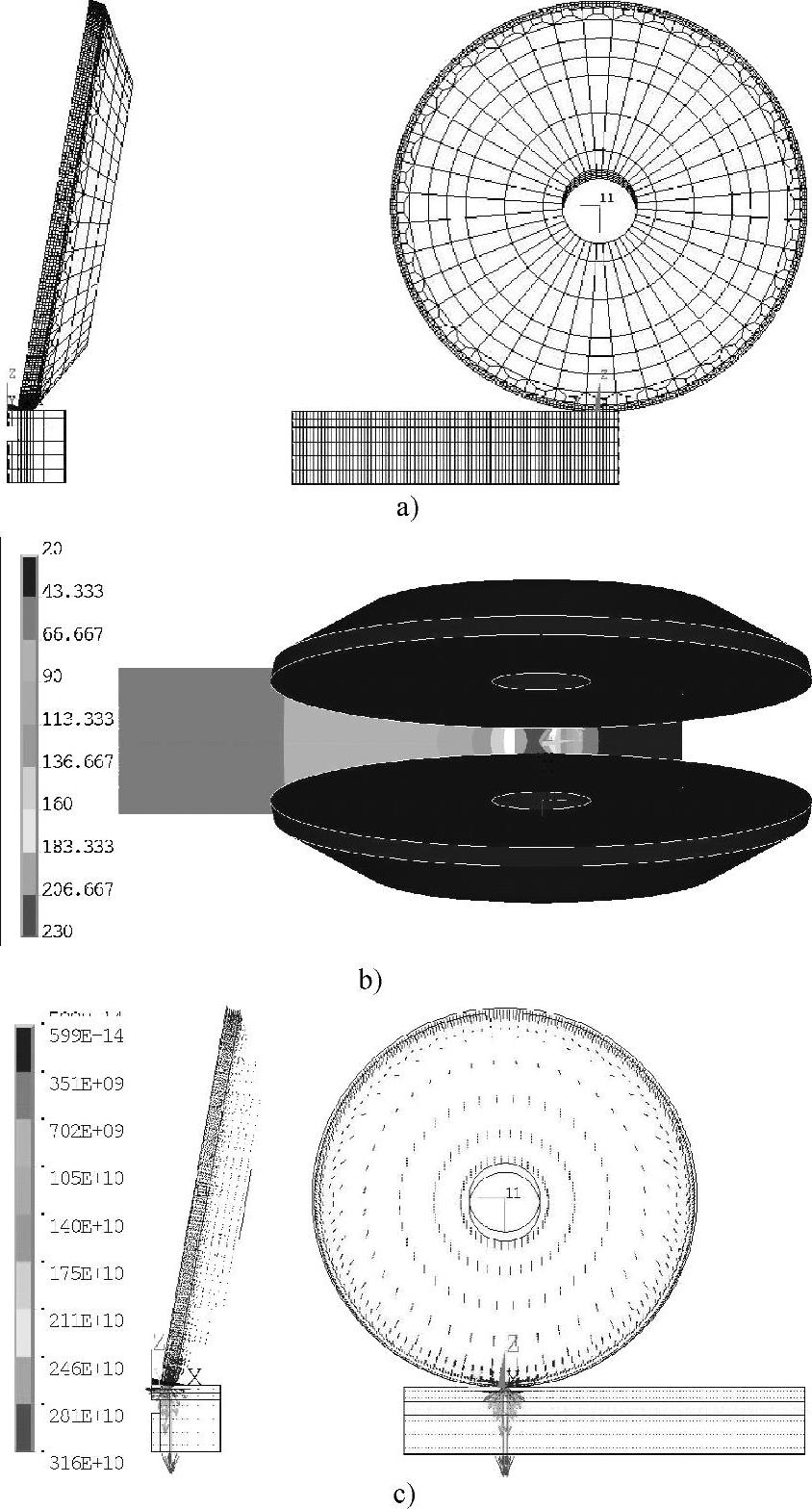
图2-2-93 数值模拟的RSW温度场和电流场
a)1/2面对称有限元网格 b)温度场云图 c)电流密度矢量图
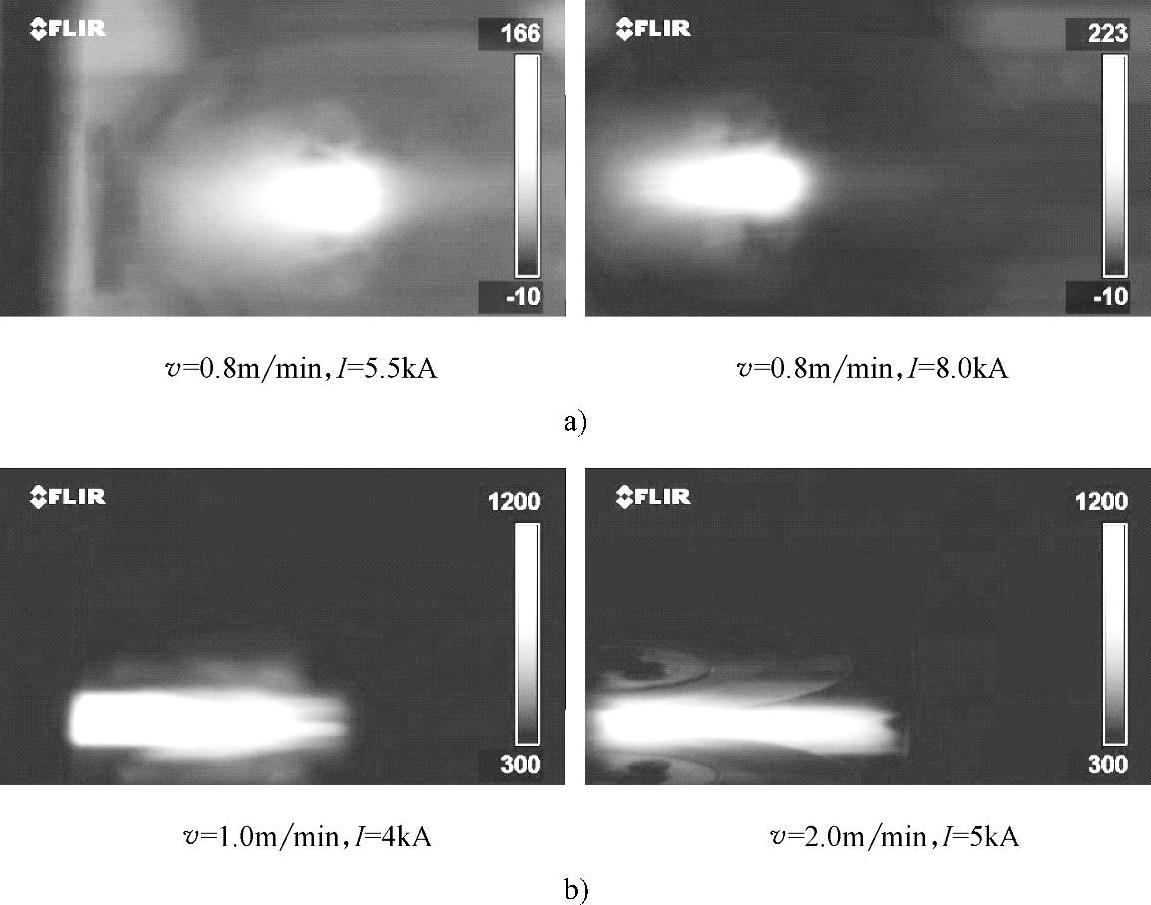
图2-2-94 RSW热成像照片
a)5182-O铝合金板 b)S t14钢板
相关文章

7.3.1.2缝焊7.3.1.2缝焊缝焊是用圆盘状旋转的电极,将焊件装配成搭接或对接的接头形式,并置于两滚轮电极之间,电极压紧焊件并转动,配合连续或断续送电,以形成连续焊缝的焊接方法。......
2025-09-29

LED本质上是单色的,转换效率取决于发射的波长。所以LED将发射出中心频率为ν1、半最大值全宽度为ΔνFWHM的光线。图1-13 一种直接带隙半导体的能带图图1-14 LED发出准单色光谱,但光的 强度和光谱宽度与结温密切相关实际中,第1个商用LED是红色的。注意式(1-2)和式(1-3)得到的值与结温密切相关,所以如果结温发生变化,LED的颜色将随着时间发生彻底的改变。......
2025-09-29

使用扭曲工具可改变所选对象的形状,如使对象的顶部或底部变尖、偏移对象的重心等。Step1.在操控板中按下“扭曲”按钮,操控板进入图5.1.7所示的“扭曲”操作界面,同时图形区中的背景对罩框上出现图5.1.8所示的控制滑块。图5.1.7 “扭曲”操作界面图5.1.8 进入“扭曲”环境图5.1.9 在背景对罩框的拐角处操作● 将鼠标指针移至边线上的边控制滑块时,立即显示图5.1.11所示的操作手柄,在平面中或沿边拖动箭头可调整模型的形状。......
2025-09-29

该半自动充磁机用于纺织厂细纱磁性大铁辊的充磁,能提高充磁质量和效率。工作原理:合上电源开关QS,时间继电器KT线圈通电,其延时闭合常开触点经过一段延时后闭合,交流电源经限流电阻R1、二极管VD1向晶闸管V控制极提供触发电压,V导通,励磁线圈L通过励磁电流,对大铁辊充磁。图4-33晶闸管充磁机线路之二......
2025-09-29

表4-11 铜合金熔炼时各种合金元素的烧损率2.配料的计算过程一般的计算方法是以100kg熔炼产品为目标,将计算结果乘以一个系数得到实际所需配料量的。8)核算杂质含量是否符合合金要求,确定最终的配料单。对于易损耗的合金元素,应当把熔炼中的实际烧损率计入计算成分。前一种计算简单,用于新金属、中间合金和厂内合格旧料的配料计算,生产中多采用这种方法。......
2025-09-29

柱间支撑与柱的连接,以及在柱间支撑处吊车梁下翼缘的连接,承受着反复的水平制动力和卡轨力,应优先采用高强度螺栓。4)两个型钢构件采用高强度螺栓拼接时,由于型钢的抗弯刚度较大,不能保证摩擦面紧密贴合,故不能用型钢作为拼接件,而应采用钢板。5)高强度螺栓连接范围内,构件接触面的处理方法应在施工图中说明。......
2025-09-29
图3-48不同导航数据更新率下仿真得到的弹药射击精度从图3 -48 可知, 随着导航数据更新率的增大, 纵向标准差和CEP 呈现出逐渐增大的变化趋势, 受随机干扰的影响, 中间会出现振荡。......
2025-09-29

相关推荐