7.3.1.2缝焊7.3.1.2缝焊缝焊是用圆盘状旋转的电极,将焊件装配成搭接或对接的接头形式,并置于两滚轮电极之间,电极压紧焊件并转动,配合连续或断续送电,以形成连续焊缝的焊接方法。......
2023-06-24
电阻焊接头形成理论研究为电阻焊新材料、新工艺、新设备、接头质量监控技术等发展创造了条件。因此,它不仅具有较高的学术理论意义,也有很大的工程实用价值。
1.点焊熔核孕育处理
国内学者赵熹华等人,在国家自然科学基金和美国GM基金资助下对多种难焊金属材料(铝合金、弹簧钢等)开展了“点焊熔核孕育处理理论与方法”的研究(美国发明专利United States Pa-tent:US20050103406A1),现已取得如下成果:
1)首次获得了全部凝固组织为等轴晶的点焊熔核(见图2-2-76b)。
2)首次使全部为柱状晶的点焊熔核贴合面处出现等轴晶区(见图2-2-77b)。
3)扩大熔核等轴晶区,缩小熔核柱状晶区,使凝固组织晶粒显著细化。
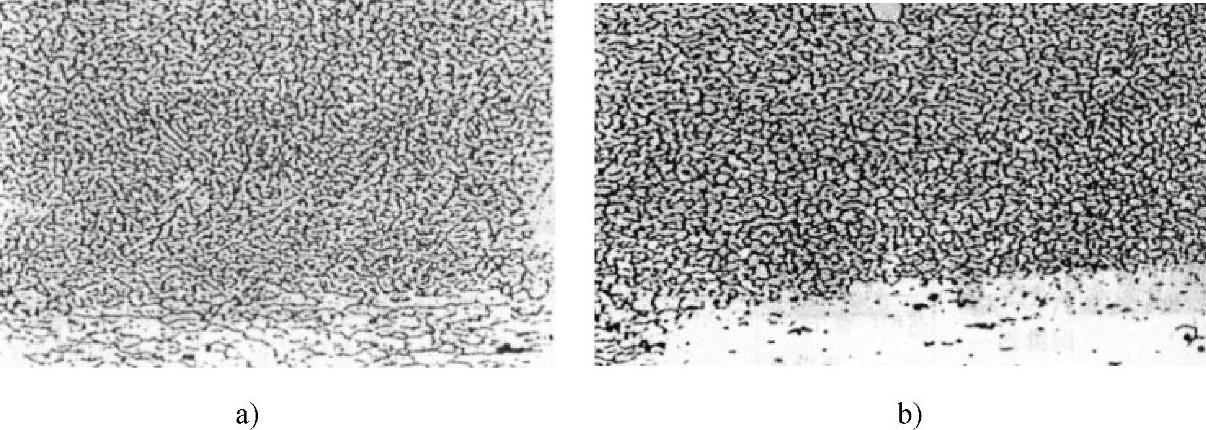
图2-2-76 2Al2-T4铝合金点焊熔核
a)未经孕育处理(柱状晶+等轴晶) b)经过孕育处理(等轴晶)
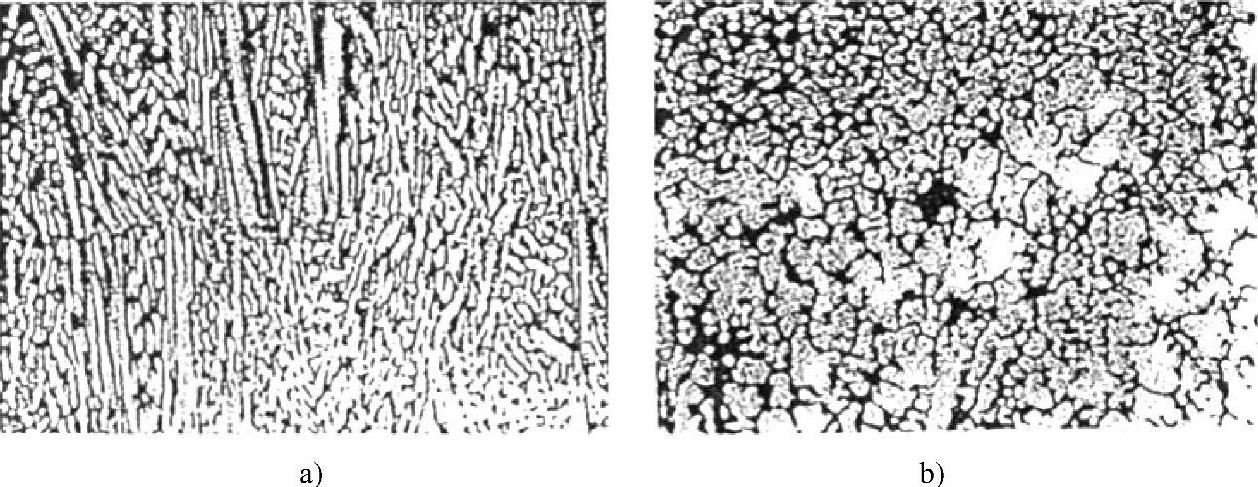
图2-2-77 65Mn弹簧钢点焊熔核
a)未经孕育处理(柱状晶组织及贴合面) b)经过孕育处理(贴合面处的等轴晶组织)
研究结果表明,孕育处理可显著提高点焊接头力学性能,尤其是疲劳强度对焊接性较差的材料(AA2024—T4、AA6111—T4等)尤为明显。这就为点焊质量监控技术开辟了一条新路,从“质”的方面根本改善了点焊接头质量。
有报道称,采用外加径向恒定磁场,可影响熔核内部液态金属的运动和结晶过程,改变结晶类型(柱状晶→柱状晶+等轴晶),细化晶粒并减少缩松、裂纹等宏观缺陷出现的几率,这就提高了接头的力学性能,在高强度钢点焊中效果显著。
有报道称,在铝合金板两面分别镀不同厚度的铬酸盐层,可减小电极的接触电阻,降低接触面上的加热程度,同时使铝板之间的接触电阻相对增大,加速熔核形成,保证了接头的性能,并提高电极寿命。
2.电阻焊过程的数值模拟
数值模拟技术可灵活地对电阻焊过程中的各种影响因素进行研究,帮助人们进行一些不可能通过试验而完成的研究和分析,从而为电阻焊研究提供理论上的指导。其中点焊接头形成过程的数值模拟研究一直是该领域科学研究发展的重要方向。目前的研究主要集中在点焊过程中的热、电、力行为及相互耦合作用结果,即根据物理学中描述热、电、力问题的基本方程,通过对方程中参数变化和边界条件进行假设,建立点焊过程的数学模型,进而用数值方法对点焊过程的温度场、电流场、电势场和应力、应变场进行求解,用以研究点焊过程机理。电阻焊过程数值模拟研究进展见表2-2-69。
表2-2-69 电阻焊过程数值模拟研究进展

①国家自然科学基金资助项目(59875033)。
②国家自然科学基金资助项目(50045019)。
③国家自然科学基金资助项目(50175048)。
④国家自然科学基金资助项目(50575159)。
⑤国家自然科学基金资助项目(50575091)。
杨黎峰根据计算流体力学与传热学原理,建立了描述铝合金电阻点焊液态熔核流动行为和传热过程的轴对称有限元模型。模型中考虑了移动边界层内部液态金属的对流传热和层外固体导热、材料热物理性能参数和接触电阻随温度的变化、焊件表面通过对流和辐射周围环境的散热、球面电极传热以及熔化/凝固相变潜热对熔核形成热过程的影响,并采用有限元法对铝合金点焊熔核形成过程温度场和流场分布进行了数值计算。计算结果表明,强烈的对流位于熔核中心沿轴线附近区域,其流速最大值数量级为1×10-1mm/s;在直流焊接条件下,5ms时间内开始形成液态熔核,并迅速沿轴向和径向扩展;回流环速度矢量将能量从熔核中心通过对流传热方式传递到熔核边缘,降低熔核内部的温度梯度,促进熔核生长。试验表明,计算结果与实测值吻合良好,如图2-2-78~图2-2-82所示。
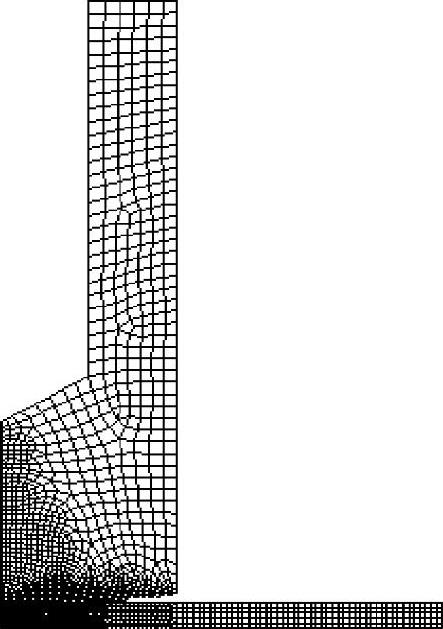
图2-2-78 模型的非均匀有限元网格
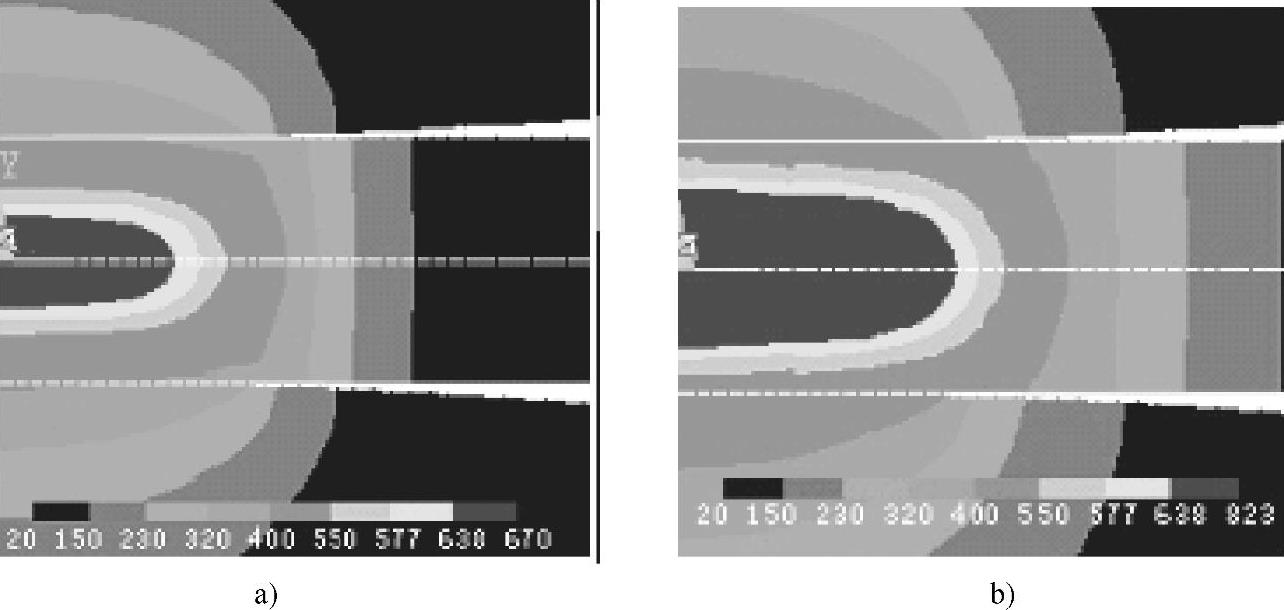
图2-2-79 不同时刻焊接区温度场分布(T/℃)
a)20ms b)60ms
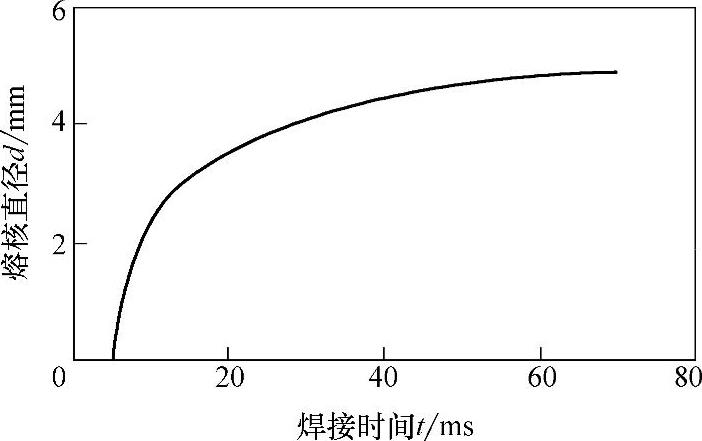
图2-2-80 熔核尺寸随时间的变化
在对不等厚铝合金板电阻点焊热过程有限元分析中,还要考虑帕尔帖效应的影响,以寻找改善熔核偏移的措施。例如采用TZ-3×63直流焊机点焊AA5182-0,板厚1mm+2mm时,薄板在与不同极性电极接触时,温度场数值计算结果如图2-2-83所示,其中图2-2-83a所示为薄板与负电极一侧相接触区温度场分布,图2-2-83b所示为反相焊接情况。从图中可以看出,在焊接参数相同的条件下,前者较后者有更为严重的熔核偏移。因此,在铝合金直流点焊中,对于不等厚板的焊接,合理利用帕尔帖效应可以改善熔核的偏移,以提高焊点的质量。图2-2-84为数值计算与工艺试验结果对照。
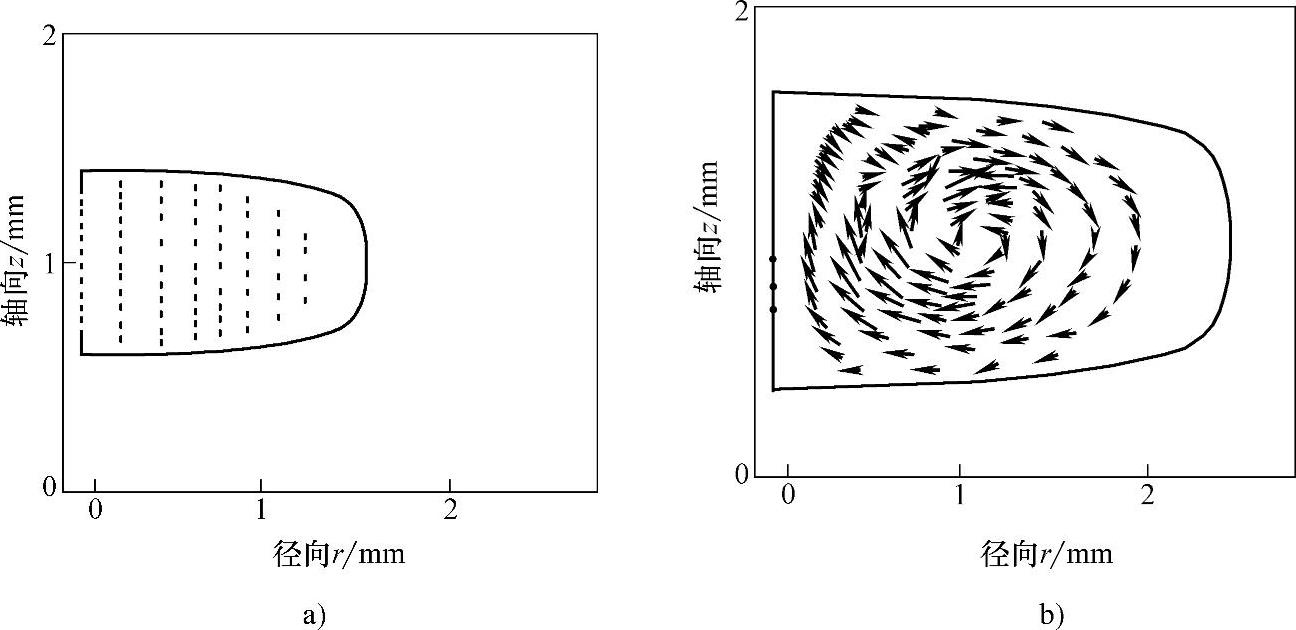
图2-2-81 熔核速度场分布
a)20ms b)60ms
揭示铝合金点焊过程温度场和流场的分布规律,其结果有助于更好地了解焊接过程中熔体的运动状态、凝固组织细化和产生缺陷的原因,为正确选择点焊焊接参数等提供理论指导。
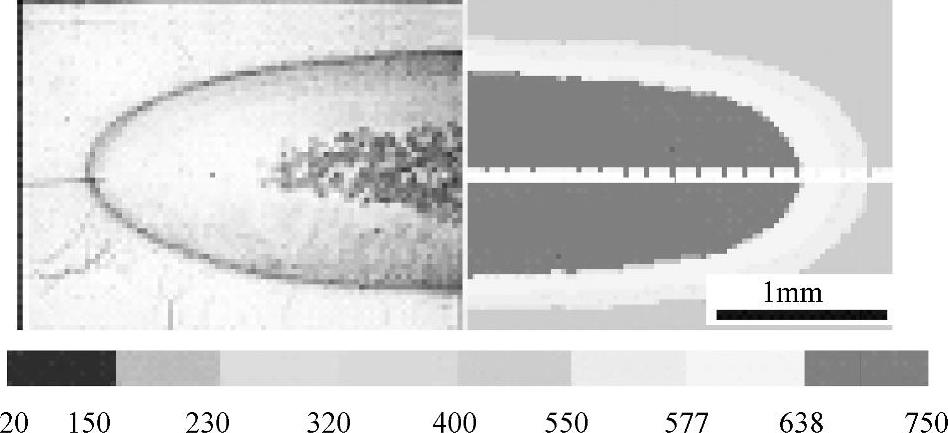
图2-2-82 40ms时数值计算与试验结果对照(T/℃)
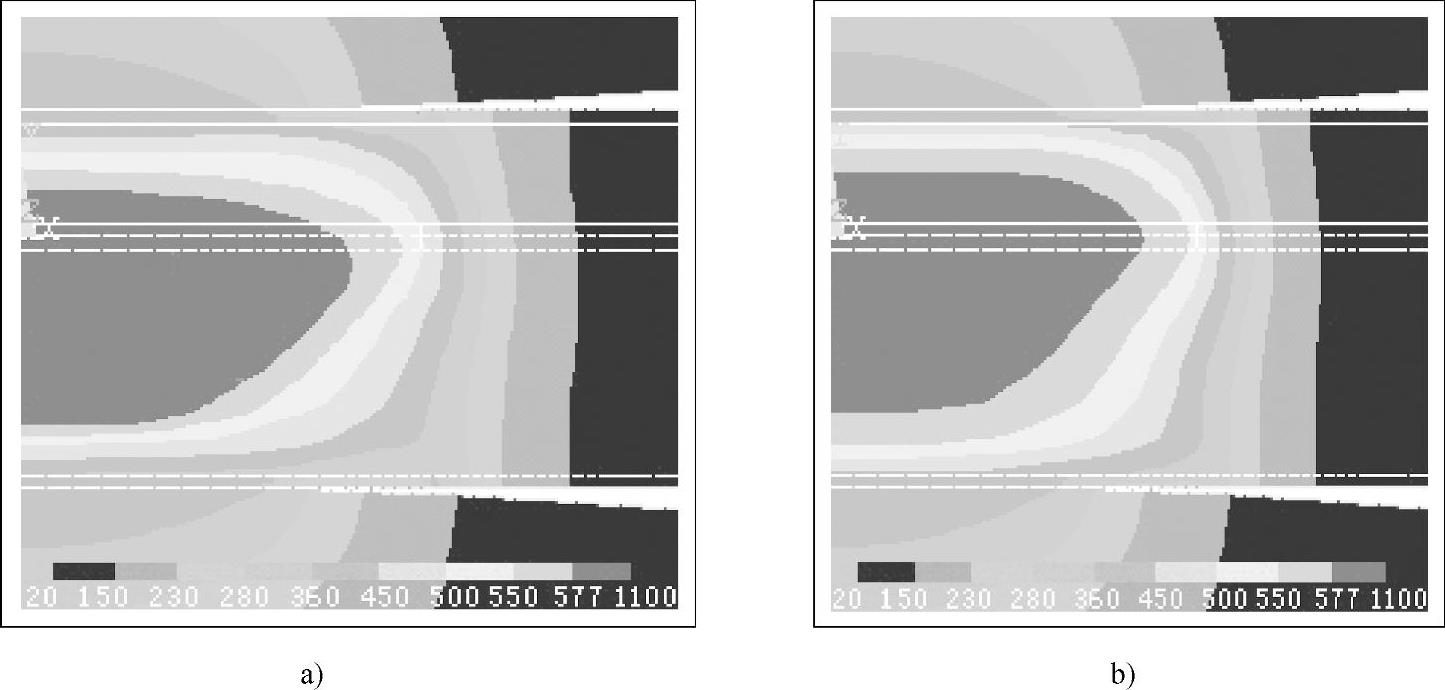
图2-2-83 薄板与不同电极接触时温度场分布(T/℃)
a)薄板与正电极接触 b)薄板与负电极接触
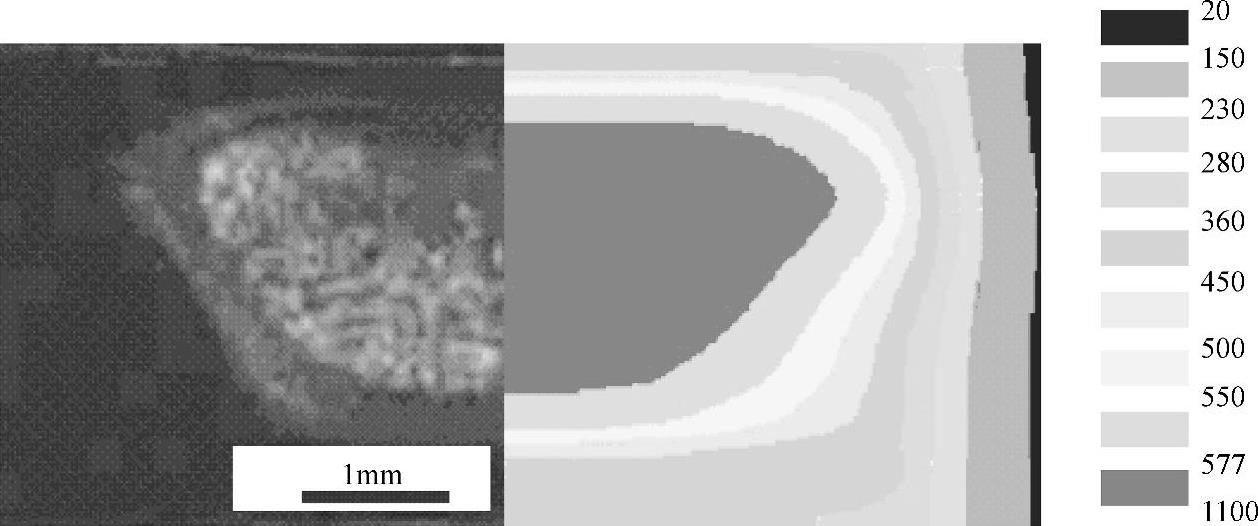
图2-2-84 数值计算与试验结果对照(T/℃)
提高数值模拟的精度,使其结果更接近于实际焊接情况,就要对模拟模型进行评估,目前常用贝叶斯定理统计策略来分析模拟计算的误差范围,但是,在输入量和未知参数多、数据量大的情况下,统计分析变得相当困难;Hasselman、Timothy等学者在用电-热-力有限元模型分析铝合金电阻点焊过程,计算熔核尺寸和表面压痕时,采用基于不确定模型方法的主元素法,通过对熔核尺寸和压痕统计的线性均方差得到有限元的预测精度。
计算机数值模拟有成本低、参数改变灵活、方便等优点,但目前大部分都用于离线计算和模拟,如何将这种方法有效地应用到工业生产中对焊接质量进行在线评估和控制,也成为近年研究的一个重点。丹麦学者Zhang Wenqi基于长期的工程研究和工业合作,开发了一个新的基于有限元方法的焊接软件SORPAS,用于模拟电阻凸焊和点焊过程。为了使该软件能被工厂中的工程师直接应用,电阻焊中的所有参数均被考虑并自动地在软件中实现。该软件支持Windows友好界面,操作灵活,对工件及电极可灵活地进行几何形状设计,参数设置犹如正式焊机,它可用于工业中支持产品开发和工艺优化。现在Volkswagen、Volvo、Siemens和ABB等公司都开始采用此软件;美国华盛顿大学的Li Wei提出了一个基于接触区域的点焊质量评估模型,它是用一个有限元分析模型来表示接触区域变化,根据模拟结果进行在线应用,经试验:在不同的电极尺寸、电极力、焊接时间和电流下这种方法是成功的,它将为电阻焊监测和控制提供重要的信息。
3.新型工业材料焊接性研究
新型工业材料—镀锌钢板和铝合金等在汽车工业中获得了大量应用,但由于其物理性能上的特殊性,其点焊焊接性很差,尤其是点焊过程中电极的磨损和沾污,严重影响了连续点焊生产。而小焊点和粘焊等缺陷又使点焊接头的力学性能和可靠性没有保障,尤其是铝合金更为严重。因此,必须对这些材料的点焊焊接性做进一步深入细致的研究。
(1)镀锌钢板焊接性研究 主要集中在以下方面:
1)镀层涂覆方法(电镀锌、热镀锌、热镀Zn-Fe合金、Zn-Ni合金)及镀层厚度影响。
2)镀层与电极头之间相互影响,法国学者T.Dupuy对电极端部损坏作了专题研究。
3)熔核结晶形态、缺陷产生机理、力学性能等与点焊焊接参数的关系等。
4)以信息和控制新技术对点焊工艺和过程进行模拟和预测。
随着汽车轻量化发展,高强度镀锌钢板的使用越来越广泛,取代普通的冷轧钢板已经成为必然的趋势,常用的基板为DP钢、TRIP钢、CP钢等高强度钢板,镀层也正由电镀锌(含合金锌)向热镀锌(含合金锌)转移。因此,高强度镀锌钢板点焊研究已成为镀锌钢板焊接性研究中的最新热点:焊点力学性能及宏观断裂方式研究;焊点尺寸及微观组织的研究;点焊工艺优化研究;高强钢点焊过程有限元分析等。
例如英国TWI的Shi G研究了高强度钢点焊程序的修正以及母材强度和焊接淬火对焊点性能的影响;日本学者Otani、Tadayuki等对超细晶粒高强钢电阻点焊特性做了系统的研究,研究发现:由于高强钢在高温下的电阻率和强度与低碳钢不同,其点焊时得到同样大小的熔核尺寸需要的焊接电流比低碳钢板更大,同时,这种钢板的碳当量很低,虽然焊后熔核的主要组织是马氏体,但由于低碳成分限制了熔核硬化,因此这种材料的点焊接头不经过回火就能得到高的抗剪强度和抗拉强度;法国学者Mimer通过试验研究提出了通过焊后回火工艺来改进高强钢和超高强度钢的电阻点焊性能的方法;日本学者Sakuma、Yasuharu还对高强镀锌钢板的点焊焊接性进行了研究。
(2)铝合金板焊接性研究 主要集中在以下方面:
1)电极粘结和喷溅产生机理及解决措施。例如,铝合金点焊中飞溅的小波分析研究;在铝合金板两面分别镀不同厚度的铬酸盐层,改变接触电阻大小的效果研究等。
2)铝合金电阻点焊过程的数值模拟及能量分析等。
3)铝合金点焊工艺设计及质量控制的智能化研究。
有关焊接方法与过程控制基础的文章

7.3.1.2缝焊7.3.1.2缝焊缝焊是用圆盘状旋转的电极,将焊件装配成搭接或对接的接头形式,并置于两滚轮电极之间,电极压紧焊件并转动,配合连续或断续送电,以形成连续焊缝的焊接方法。......
2023-06-24

图2-2-89 复合焊接系统a)复合焊接试验系统 b)工作台复合焊接工艺1)在激光焊参数相同的条件下,LB-RSW的焊接熔深大于单独LBW的焊接熔深,且随着RSW焊接电流的增加而增大。......
2023-06-26

目前,逆变式电阻焊机是优先发展的热点。图2-2-95为逆变式电阻焊机原理示意图。同时,电极寿命获得延长。同时,目前已试制出4000A的逆变器。接地检测模块共有两个,称为双重重复接地保护安全系统。而通常电阻焊控制器所使用的恒电流方法是将焊接电流维持在一个预先设定的数值。我们知道,电阻焊时发生的热量等于I2Rt,在CHC中,该热量将被控制到最佳水平。当发生喷溅时,CHC测得的R值显著下降,此时CHC立即......
2023-06-26

表2-2-62 典型的点焊机和凸焊机的主要技术参数注:表中未特别注明的“钢”指低碳钢。表2-2-63 典型缝焊机主要技术参数表2-2-64 典型对焊机的主要技术参数应该指出,近年来国内电阻焊设备的研发和生产发展很快,设备外观造型、制造工艺、品种齐全性和多样性,尤其是设备的机械、供电和控制装置均全面得到提高,形成逐步和国际技术接轨的势头,取得很大的成绩。......
2023-06-26
表2-2-66 新型电极材料的成分及性能2.电极结构电阻焊电极根据工艺方法不同,可分成点焊电极、凸焊电极、缝焊电极和对焊电极四种。电极的公称直径D根据标准规定其系列为10mm、13mm、16mm、20mm、25mm、32mm、40mm,对于这些直径为D的电极,其最大电极力应符合表2-2-67的要求,且当D≤25mm时,电极尾部锥度为1∶10;当D>25mm时,锥度为1∶5。图2-2-66 点焊电极实物凸焊电极 凸焊常用电极是平面、球面或曲面电极以及工作端面与工件外形相适应的电极,如图2-2-67所示。......
2023-06-26
(一) 定子线棒松动1.原因发电机定子线棒松动会使线棒绝缘磨损,从而使线棒损坏引起发电机故障。打入槽楔时应特别注意不能损坏线棒,一般用木锤敲打,切勿使用铁锤,要防止锤头误击绕组或铁芯表面。(二) 定子线棒接头开焊1.原因线棒端头的焊接以往多为锡焊,采用锡焊的机组,接头开焊的故障较多。线棒脱槽后,应立即将其抬出定子膛并妥善放置。......
2023-06-27


相关推荐