埋弧焊设备由弧焊电源、电气控制系统和焊接机身组成,典型的小车式埋弧焊机如图1-4-2所示。图1-4-2 小车式埋弧焊机图1-4-3 埋弧焊机分类1)按弧焊电源可分为交流、直流和交流与直流两用。带状电极埋弧焊机主要用作大面积堆焊。目前大容量的数字控制晶闸管式弧焊整流器、埋弧焊逆变器以其高效节能、良好的动特性和弧焊工艺性能等优点成为常规埋弧焊电源的更新换代产品。......
2023-06-25
1.电阻焊设备的型号
迄今国产电阻焊设备型号仍按GB/T 10249—1988《电焊机型号编制方法》统一编制。
三相二次侧整流固定式点(凸)焊机(可配置KD系列集成电路数字式焊接控制器或KDZ3系列微机焊接控制器)示例如下:

目前市场上电阻焊机品牌来源不同,有进口、引进、合资和独资厂家等生产的,因此型号繁多,售价相差亦较大,需仔细区分选择。如进口美国汉森(HANSON)公司的二次整流电阻焊机AB系列(配置301B控制器和304监控系统);引进法国西雅基(SCIAKY)公司技术上海电焊机厂生产的P260CC-10A二次整流电阻焊机;上海电焊机厂与美国梅达(MEDAR)公司合资企业——上海梅达焊接设备有限公司生产的SDZ-3×100二次整流点焊机(配置梅达公司MedWeld760控制器);日本OBARA(小原)株式会社在中国的独资企业——小原(南京)机电设备有限公司生产的工频点焊机SSAN-300(配置T180控制器)等。
随着汽车、航空航天、建筑、交通等工业的发展,对悬挂式点焊机(配微电脑控制器)、一体式焊钳、逆变或二次整流凸焊机、大功率闪光对焊机、多点焊机等电阻焊机的需求量不断增加,同时,逆变电阻焊机也成为近年来我国电焊机行业赶超世界先进水平的一个发展重点,天津七○七所等已有容量300kVA的该类焊机产品。此外,近年来专用电阻焊机在电阻焊机中的比例也在增大,如多点焊机、自动上下料的多工位点(凸)焊机等。为了提高车身焊装线的自动化程度,保证焊接质量,适应产品的多样化生产,在现代化的车身焊接生产线上,大量采用点焊机器人,并且电伺服点焊钳逐渐成为点焊机器人的标准配置。为实现难焊接材料镀锌钢板、铝合金和超高强度钢的高质量焊接与质量控制开辟了良好的应用前景。
2.电阻焊设备的组成
电阻焊设备一般由机械装置、供电装置、控制装置三大部分组成,常分为点焊机、缝焊机和对焊机,如图2-2-47所示。
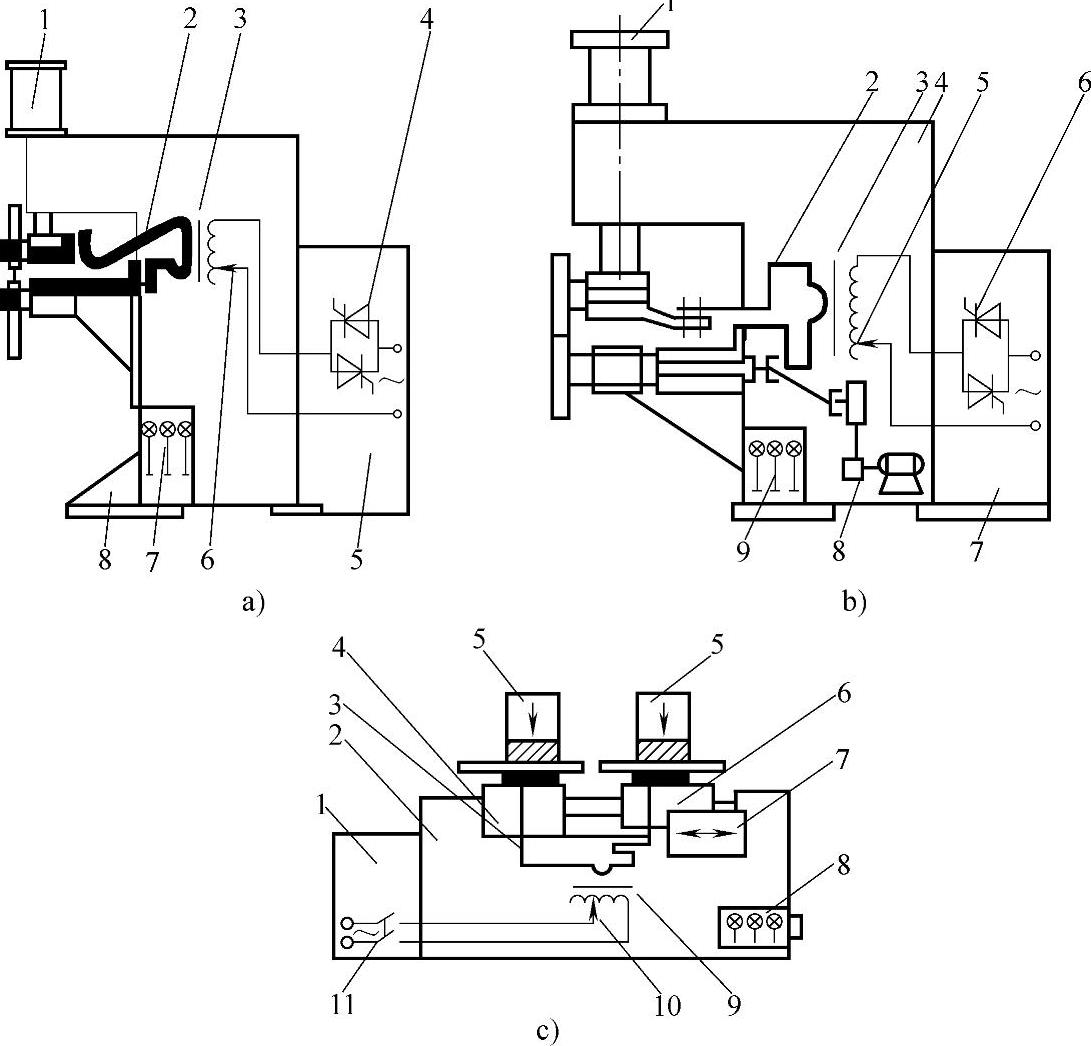
图2-2-47 电阻焊设备基本组成示意图
a)点(凸)焊机
1—加压机构 2—焊接回路 3—阻焊变压器 4—主电力开关 5—控制器 6—功率调节机构 7—冷却系统 8—机身
b)缝焊机
1—加压机构 2—焊接回路 3—阻焊变压器 4—机身 5—功率调节机构 6—主电力开关 7—控制设备 8—传动机构 9—冷却系统
c)对焊机
1—控制器 2—机身 3—焊接回路 4—固定座板 5—夹紧机构 6—活动座板 7—送进机构 8—冷却系统 9—阻焊变压器 10—功率调节机构 11—主电力开关
(1)机械装置 机械装置由机身、加压机构(点焊机、凸焊机、缝焊机)、传动机构(缝焊机)、夹紧和送进机构(对焊机)等组成。选择时应注意机身应有足够的刚度、稳定性并能满足安装要求;加压机构应有良好的随动性和可实现的压力曲线(不变、可变);夹紧机构应有足够的夹紧力和接触面积,顶锻时焊件不得打滑,钳口距离和对中位置方便可调;送进机构应平稳,实现需要的烧化曲线和足够的顶锻速度和顶锻力。
1)加压机构:常用点(凸)焊机为适应焊接工艺要求,加压机构类型及应用范围见表2-2-52。
表2-2-52 常用加压机构类型

注:表中数据仅为大致划分,并非明确界限。
目前,广泛应用双行程快速点焊气压传动加压机构,其气路系统典型组成如图2-2-48所示,气路切换原理及动作状态见表2-2-53。
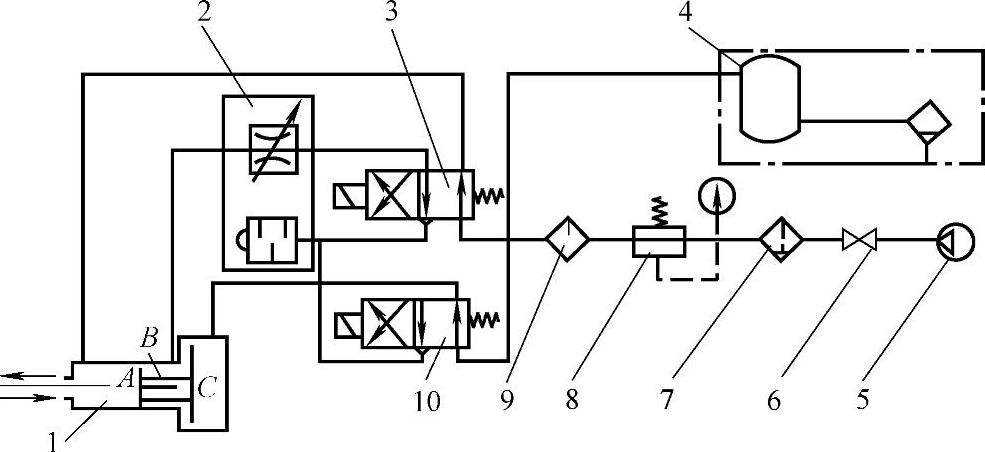
图2-2-48 气路系统图
1—气缸 2—节流阀(带消声器) 3—二位四通电磁阀 4—储气筒(带排水阀) 5—气源 6—截止阀 7—过滤器 8—减压阀(带压力表) 9—油雾器 10—二位四通电磁阀(用二位三通电磁阀也可)
表2-2-53 气路系统主要动作状态

注:“+”表示有电或有气压;“-”表示无电或无气压。
2)传动机构:缝焊机的传动方式有3种:上滚轮电极为主动,多用于纵向缝焊机和万能缝焊机;下滚轮电极为主动,多用于横向缝焊机;上、下滚轮电极均为主动,电极由滚花轮(修整轮)带动,主要用于缝焊镀层钢板。
步进式缝焊机采用磁力离合器式步进传动机构(见图2-2-49),目前还有采用先进的交流变频传动系统。
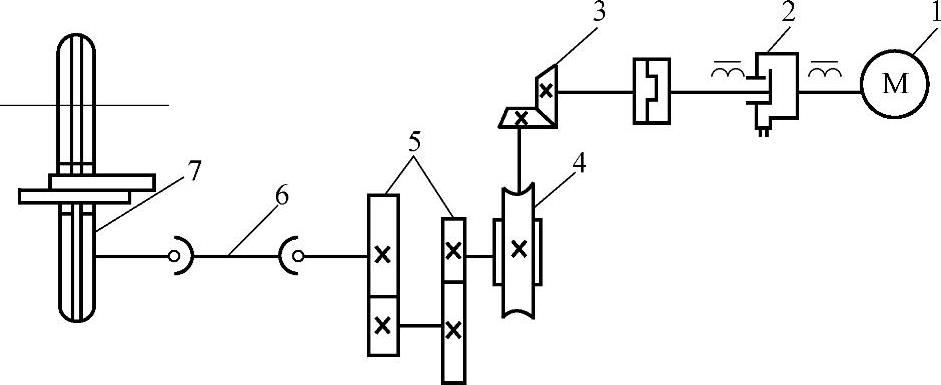
图2-2-49 步进式传动机构
1—直流电动机 2—磁力离合器 3—锥齿轮对 4—蜗轮蜗杆减速器 5—可变换齿轮组 6—万向轴 7—下焊轮
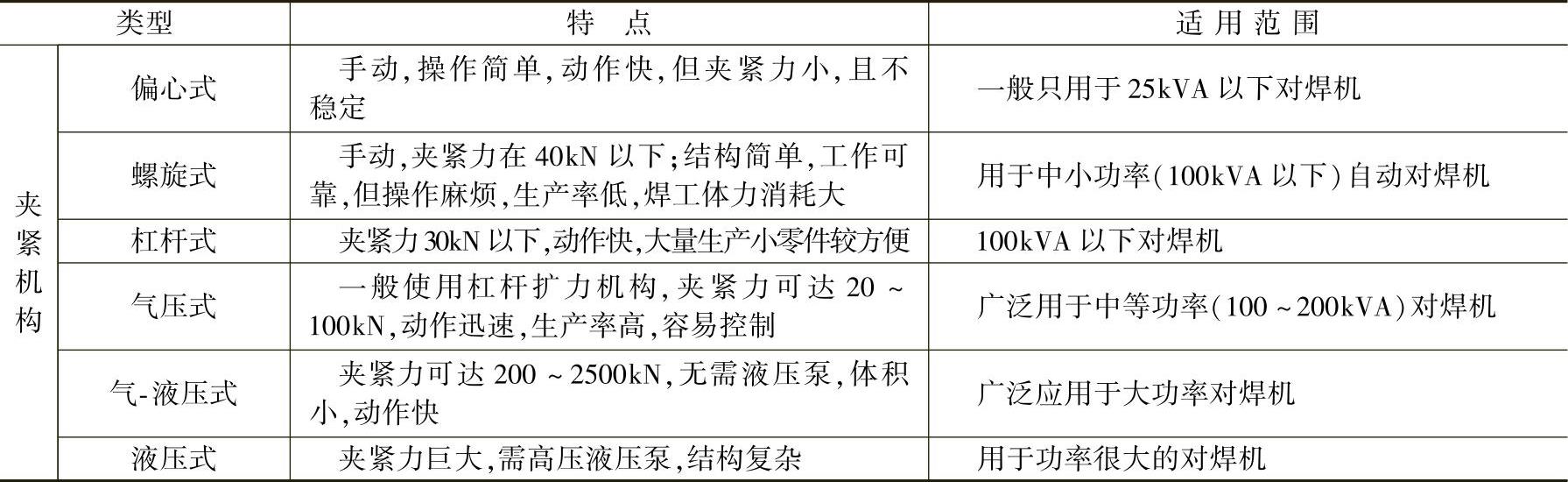
3)夹紧和送进机构:对焊机的夹紧机构和送进机构的类型取决于焊机功率大小和使用要求不同,见表2-2-54。气压—液压联合送进机构常用于中大功率闪光焊机,如图2-2-50所示。
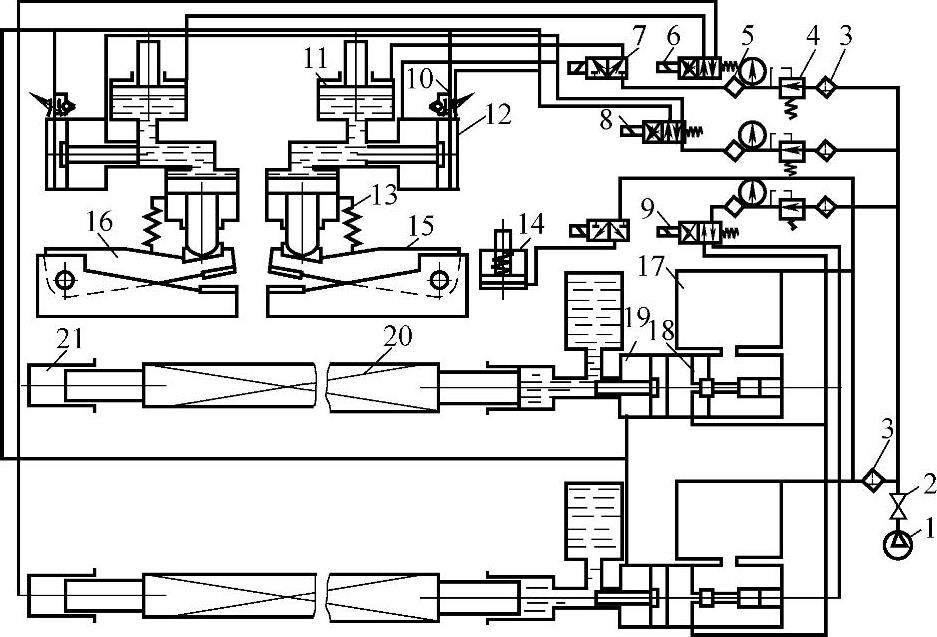
图2-2-50 气压—液压联合闪光顶锻机构
1—气源 2—气路开关 3—分水滤气器 4—减压阀 5—油雾器 6~9—电磁气阀及电磁气控阀 10—单向节流阀 11—顶压缸 12—夹紧增压器 13—复位弹簧 14—焊后抬高焊件气缸 15—动夹具 16—静夹具 17—储气筒 18—大口径快速切换气门 19—顶锻增压器 20—导轨 21—动夹具复位气缸
表2-2-54 常用送进机构和夹紧机构的类型及特点
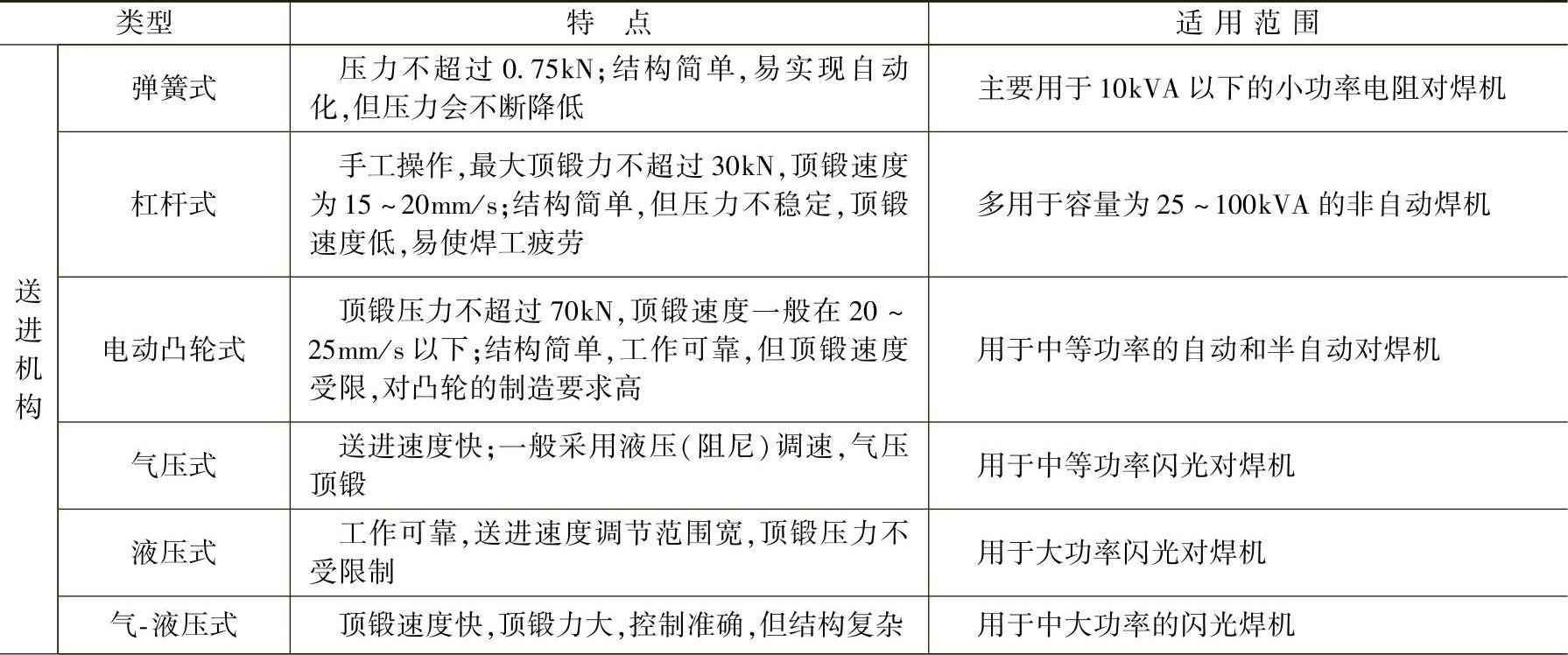
(续)
在焊接大截面工件或连续闪光新结构对焊机中,为使闪光过程保持稳定,防止可能产生的瞬间短路现象,采用了振动闪光过程,即使动夹具在要送进过程中以一定的振幅和频率作前后振动;为改善焊接接头的力学性能,瑞士Schlatter公司生产的一种钢轨对焊机中将顶锻过程中分为合缝顶锻和可控顶锻两个程序。合缝顶锻是使工件接合面在闪光终止时高速合缝。可控顶锻是以较小的顶锻使工件逐渐完成塑性变形,避免由于过大变形量而使接头区域硬化。
(2)供电装置 供电装置又称主电力电路,由电阻焊变压器,功率调节机构级数换接器、主电力开关、焊接回路等组成。其中电容储能焊机、直流冲击波焊机、三相低频焊机主电路中还包括一次整流装置和极性转换开关等;逆变式焊机还包括一次整流装置、逆变器和二次整流组件等;二次整流焊机还包括二次整流组件等。
供电装置有以下特点:
1)可输出大电流、低电压:输出焊接电流通常在1~100kA,固定式焊机输出空载电压通常在12V以内,移动式焊机在24V以内。
2)功率大并可方便地进行调节:采用大容量、低漏抗的阻焊变压器作焊接电源,如在输油管线的闪光对焊机上,容量最大可达6000kVA,输出焊接电流可达1000kA。同时,为满足工艺要求,通常用改变阻焊变压器一次绕组线圈匝数的方法分级调节焊接功率;用控制设备中“相移控制器”来均匀调节某一级数下的焊接功率。
3)主电源(阻焊变压器)一般无空载运行及负载持续率较低,现行标准规定阻焊变压器额定负载持续率为50%,并以此为设计依据。但是从焊接生产率特点看,点焊机、凸焊机、对焊机的负载持续率多为20%,而缝焊机的负载持续率可为50%和100%。
4)可提供多种焊接电流波形,由于向焊接区输送的电流波形是与被焊件的材质本身热物理性质和使用要求密切相关,是获得优质焊接接头的保证条件,因而对电阻焊工艺过程影响很大,所以电阻焊机将此作为重要分类依据,可分为工频交流电阻焊机、二次整流电阻焊机、直流冲击波电阻焊机、三相低频电阻焊机、逆变式电阻焊机和电容储能电阻焊机。
各类电阻焊机电气框图和其提供的焊接电流波形如图2-2-51~图2-2-56所示。

图2-2-51 单相工频交流电阻焊机电气框图及焊接电流波形
a)电气框图 b)焊接电流波形
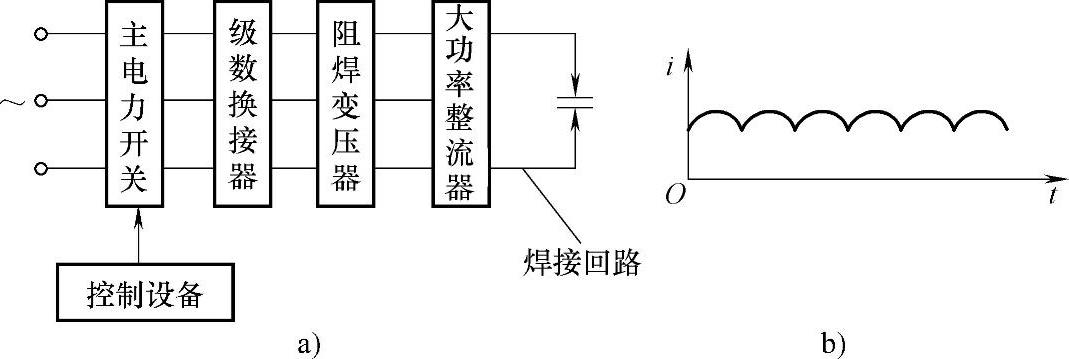
图2-2-52 二次整流电阻焊机电气框图及焊接电流波形
a)电气框图 b)焊接电流波形(感性负载)

图2-2-53 直流冲击波电阻焊机电气框图及焊接电流波形
a)电气框图 b)焊接电流波形

图2-2-54 三相低频电阻焊机主电路原理图及焊接电流波形
a)主电路原理图 b)焊接电流波形
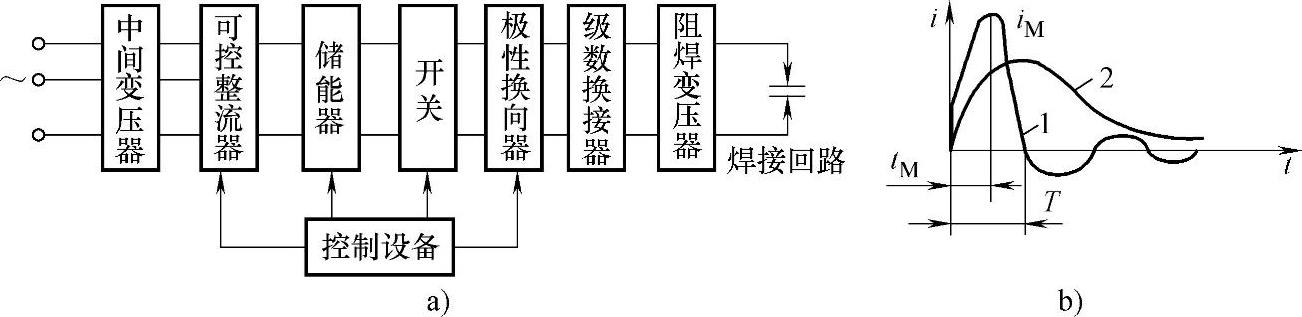
图2-2-55 电容储能电阻焊机电气框图及焊接电流波形
a)电气框图 b)焊接电流波形
1—衰减振荡波形 2—非振荡波形

图2-2-56 逆变式电阻焊机电气框图及焊接电流波形
a)电气框图 b)焊接电流波形
各类电阻焊机的特点及应用范围见表2-2-55,以供选择焊机时参考。
表2-2-55 电阻焊机的特点及应用范围

5)焊机功率的选择:点焊机的功率一般根据被焊接材料料的性质、板厚来选择。点焊厚度在2mm以下的低碳钢薄板,通常选用50kVA以下的点焊机即可;点焊厚度为5mm以上的低碳钢板,通常选用200kVA以上的点焊机。焊件的导电、导热性增加时,所需焊机功率随之增加。点焊铝合金所需焊机功率为点焊同样厚度钢板所需功率的2~3倍。
凸焊机的功率通常较大(63kVA以上),并可根据工件厚度、凸点尺寸及凸点数来选择其大小。
选择缝焊机的功率,除了需考虑被焊材料性质和厚度外,还需考虑焊接速度。焊接速度增加时,要得到同样强度和密封性的焊缝,所需焊机的功率必须相应增加。
对焊机的功率一般根据焊接截面尺寸、工件材料性质和对焊方法等来选择。低碳钢电阻对焊所需焊机功率通常为0.3~0.5kVA/mm2,连续闪光对焊所需功率为0.15~0.3kVA/mm2,预热闪光对焊所需功率为0.05~0.1kVA/mm2。
(3)控制装置 其功能和组成如下:
1)控制装置的主要功能包括提供信号控制电阻焊机动作;接通和切断焊接电流;控制焊接电流值;进行故障监测和处理。
2)控制装置基本组成:程序转换定时器用来实现电阻焊焊接循环中各程序段的时间调整;相移控制器用来完成焊接功率的均匀调节,即焊接电流的热量控制,同时还可实现网压自动补偿、恒流、电流上坡与下坡、预热及后热、电流递增等;触发器是将触发脉冲耦合输出给断续器;断续器是主电力开关,用以接通和切断主电源(阻焊变压器)与电网的连接。单相及三相断续器及触发器简化电路原理图如图2-2-57和图2-2-58所示。
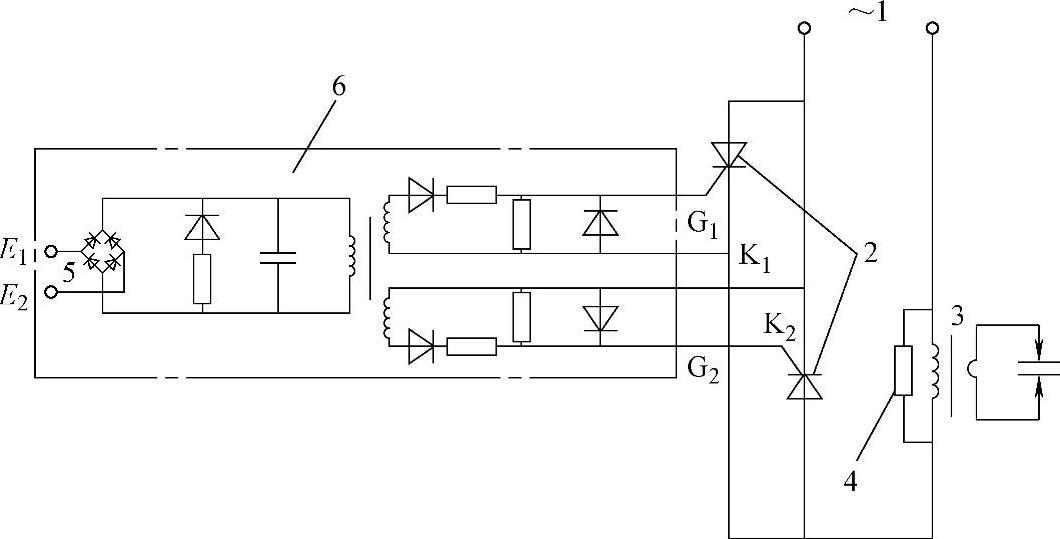
图2-2-57 单相断续器及触发器原理图
1—单相电源 2—大功率晶闸管 3—阻焊变压器 4—并联电阻 5—触发信号输入 6—触发电路
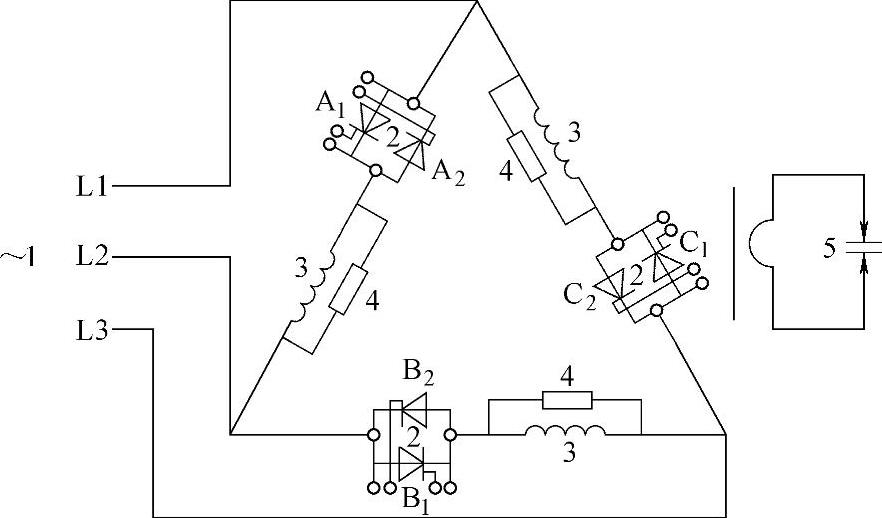
图2-2-58 三相断续器及触发器原理图
1—三相电源 2—大功率晶闸管 3—阻焊变压器一次绕组 4—并联电阻 5—焊接回路
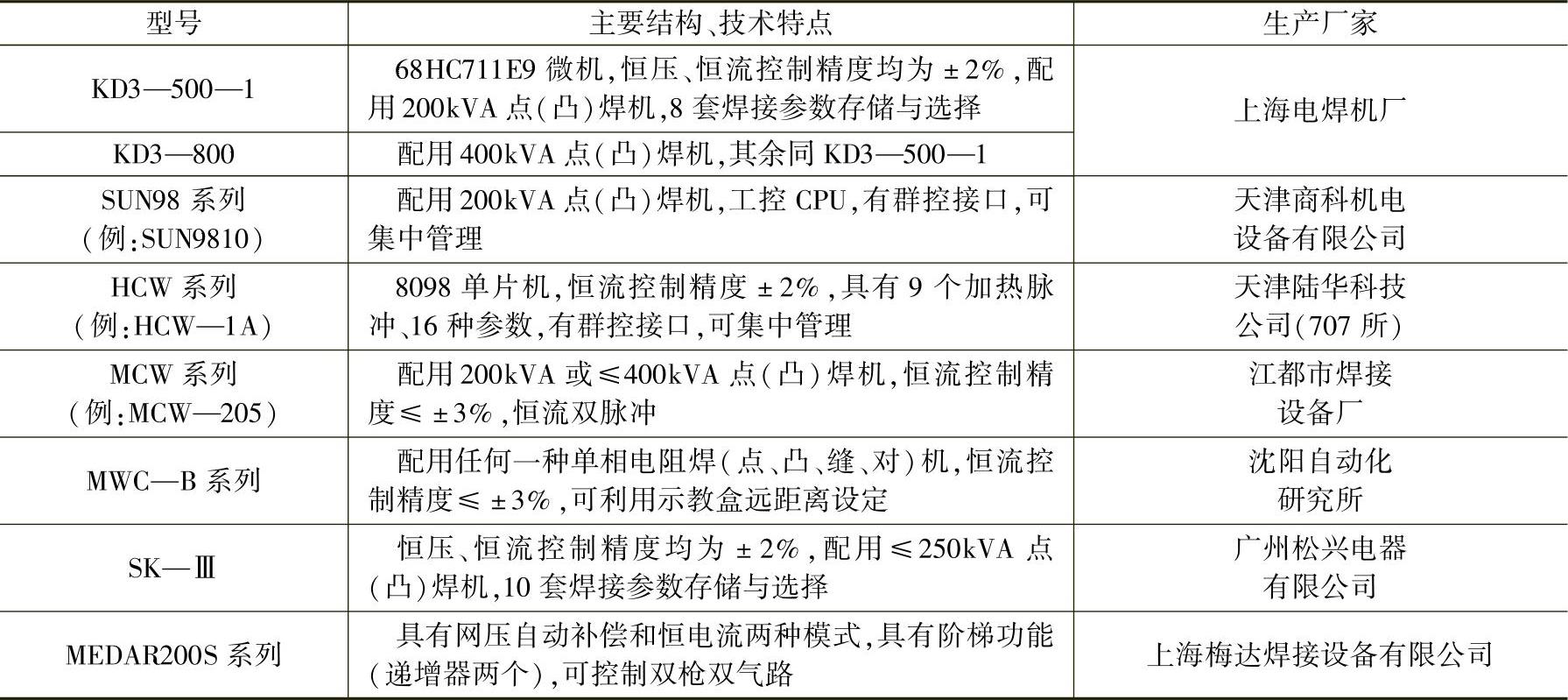
根据用户使用要求,电阻焊机上新配用的控制设备有集成电路式和微处理器式两种,表2-2-56和表2-2-57列出了其中部分控制器的主要技术参数。
表2-2-56 集成电路型控制器主要技术参数

①控制箱可对两组焊接参数进行控制,即工艺参数Ⅰ、工艺参数Ⅱ。每组工艺参数的程序过程相同,各程序时间范围及热量调节均符合表中规定。
②控制箱有2个加热脉冲,各个脉冲的延时热量均可独立调节,并能进行脉冲调制,成为多脉冲加热形式。
表2-2-57 单相微机型控制器
3)电网负荷分配器:由于大部分电阻焊机为单相供电,焊接通电时间仅几个周波,而实际焊接功率往往比额定功率还要大好几倍。
对供电容量有限的中小型企业,由于电网超负荷工作经常出现跳闸而无法正常生产,直接影响焊接质量。将焊机按容量平均分配到三相中是一项措施,而采用电网负荷分配器使各台焊机不在同一时间通电是一个更合理而经济的解决办法。例如国产QS型电网平衡控制系统(见图2-2-59)由工业控制机、平衡控制机、显示器、打印机、UPS电源等组成,配合具有群控接口的微机电阻焊控制器(见表2-2-57)可以实现最多96台在线焊机的群控管理,保证电网均衡使用,提高焊接质量。
4)控制装置的网络化:在大规模使用电阻焊机的场合,如汽车车身生产线,可将多台焊接控制器用本区网络(LAN)联网。简单的联网可用个人计算机(PC)通过调制解调器(MODEM)与数十台焊接微处理器交换信息,如编写焊接程序、监视和收集焊接数据、保存焊接数据档案库。更大规格可将数百台焊接微处理器联网,主机与焊接微处理器之间不仅能进行数据比较和交换,而且还能对数据进行分析。例如,国产HZ型集中控制系统(图2-2-60和图2-2-61)可用于对具有串行接口及相应通信软件的控制器(如HCW系列微机阻焊控制器,见表2-2-57)进行远距离集中控制和管理,以实现以下功能:

图2-2-59 QS型电网平衡控制系统(最大控制距离300m)
①对各台焊机焊接规范的集中输入和输出。
②对各台焊机故障的集中报警。
③根据供电容量情况,限制同时用电的焊机数量;特别适用于电力容量不足的厂家。
④提供实用的显示画面。
⑤定时或随机打印各种报表,有利于工艺管理和设备管理以及系统配置。
该系统由一台工业控制机作为主机,配有1~4台网络管理器,其中主网络管理器1台,副网络管理器1~3台。主网络管理器为双CPU,副网络管理器为单CPU。一台网络管理器可以控制32台焊机,最多可控制128台。
图2-2-60 HZ型集中控制系统
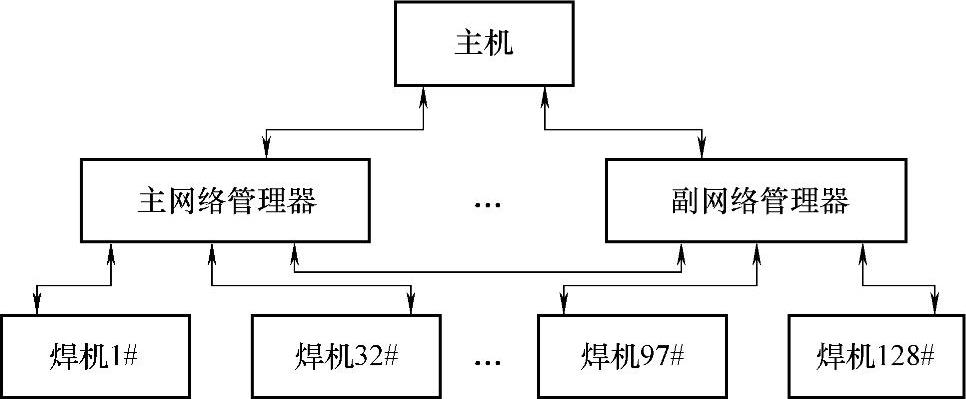
图2-2-61 HZ型集中控制系统原理图
有关焊接方法与过程控制基础的文章

埋弧焊设备由弧焊电源、电气控制系统和焊接机身组成,典型的小车式埋弧焊机如图1-4-2所示。图1-4-2 小车式埋弧焊机图1-4-3 埋弧焊机分类1)按弧焊电源可分为交流、直流和交流与直流两用。带状电极埋弧焊机主要用作大面积堆焊。目前大容量的数字控制晶闸管式弧焊整流器、埋弧焊逆变器以其高效节能、良好的动特性和弧焊工艺性能等优点成为常规埋弧焊电源的更新换代产品。......
2023-06-25

(一)埋弧焊设备的分类按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。图3-41 常见埋弧焊设备的形式(二)埋弧焊设备的组成埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。......
2023-06-23

目前,逆变式电阻焊机是优先发展的热点。图2-2-95为逆变式电阻焊机原理示意图。同时,电极寿命获得延长。同时,目前已试制出4000A的逆变器。接地检测模块共有两个,称为双重重复接地保护安全系统。而通常电阻焊控制器所使用的恒电流方法是将焊接电流维持在一个预先设定的数值。我们知道,电阻焊时发生的热量等于I2Rt,在CHC中,该热量将被控制到最佳水平。当发生喷溅时,CHC测得的R值显著下降,此时CHC立即......
2023-06-26
激光器是激光焊焊接设备中的重要组成部分,提供焊接加工所需的激光热源。图4-1-1 激光焊焊接设备的组成光路系统实现对激光束的传输和聚焦,有些场合还需对激光束进行分光。其运动精度在很大程度上影响了激光焊接的精度,需采用精密机械和CNC数控。安装He-Ne激光器时,使红色的He-Ne激光与焊接用激光同轴,依此可进行光路调整和与工件对中。以下将进一步介绍激光焊接设备中的激光器、光路系统和工艺介质输送系统。......
2023-06-26

等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2023-06-23
7.3.1.2缝焊7.3.1.2缝焊缝焊是用圆盘状旋转的电极,将焊件装配成搭接或对接的接头形式,并置于两滚轮电极之间,电极压紧焊件并转动,配合连续或断续送电,以形成连续焊缝的焊接方法。......
2023-06-24

表2-2-62 典型的点焊机和凸焊机的主要技术参数注:表中未特别注明的“钢”指低碳钢。表2-2-63 典型缝焊机主要技术参数表2-2-64 典型对焊机的主要技术参数应该指出,近年来国内电阻焊设备的研发和生产发展很快,设备外观造型、制造工艺、品种齐全性和多样性,尤其是设备的机械、供电和控制装置均全面得到提高,形成逐步和国际技术接轨的势头,取得很大的成绩。......
2023-06-26

相关推荐