电阻钎焊最适于采用箔装钎料,它可以方便地直接放在零件的钎焊面之间。直接加热电阻钎焊的加热程度由电流大小和压力确定,加热电流为6000~15000A,压力为100~2000N。表3-2-2 电极的性能直接加热的电阻钎焊由于只有焊件的钎焊区域被加热,因此加热迅速,但对工件形状及接触配合的要求高。电阻钎焊可在通常的电阻焊机上进行,也可采用专门的电阻钎焊设备和手焊钳。......
2023-06-26
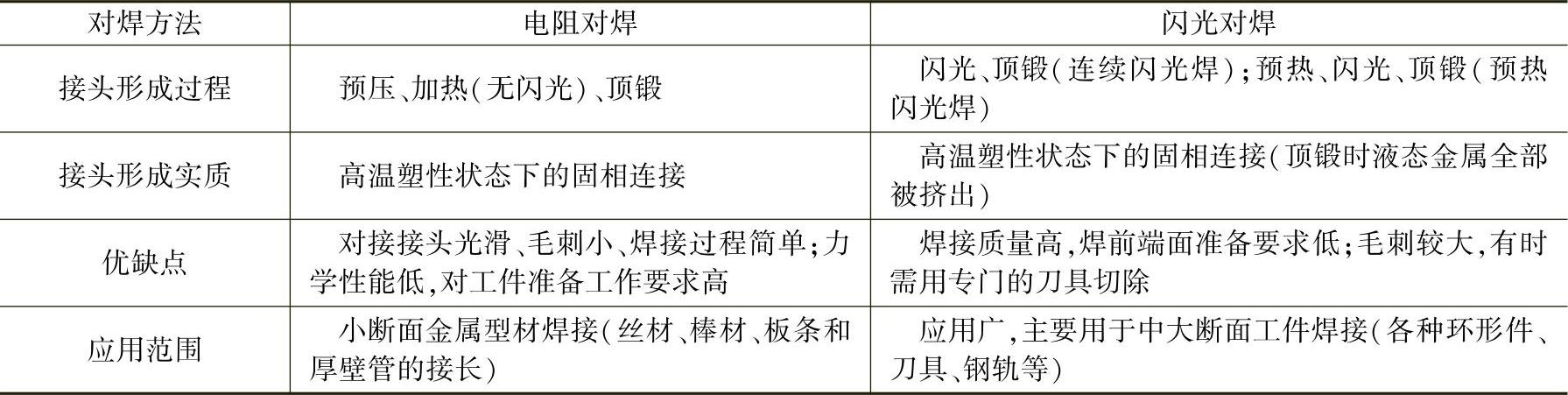
电阻对焊(Upset Butt Welding)是指将焊件装配成对接接头,使其端面紧密接触,利用电阻热加热至塑性状态,然后迅速加顶锻力完成焊接的方法。
电阻对焊虽有接头光滑、毛刺小、焊接过程简单等优点,但其接头力学性能较低,对工件端面的准备工作要求高,因此仅用于小断面(250mm2以下)金属型材的对接,适用范围有限,电阻对焊和闪光对焊的工艺特点比较,见表2-2-48。
表2-2-48 电阻对焊和闪光对焊的工艺特点比较

(续)
电阻对焊主要应注意以下问题。
(1)电阻对焊过程中的电阻及其变化(见图2-2-44)。
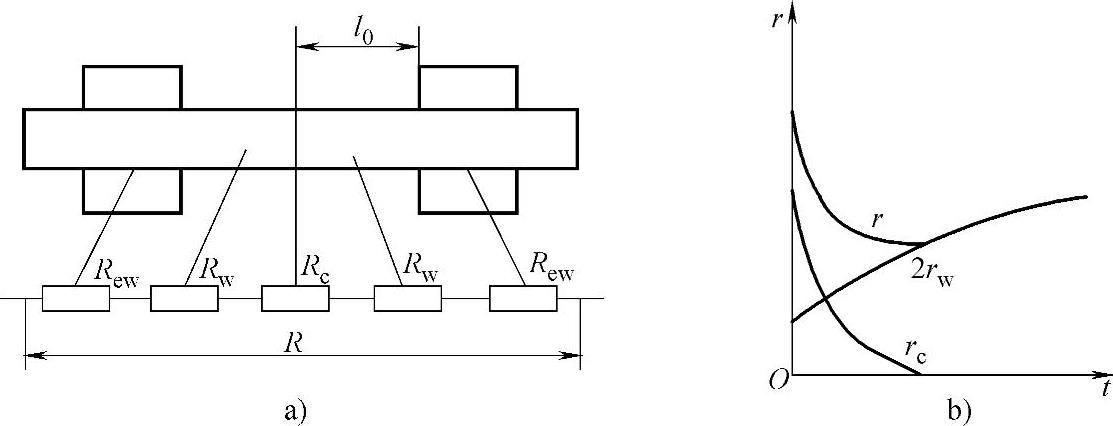
图2-2-44 电阻对焊过程中的电阻及其变化
a)等效电路 b)电阻rc、2rw和r的变化
(2)电阻对焊加热结束时温度分布(见图2-2-45)。
(3)电阻对焊时的焊接热循环 电阻对焊时有两种焊接循环,即等压式和加大锻压力式,如图2-2-46所示,前者加压机械简单而易于实现,但后者有利于提高对焊接头质量。
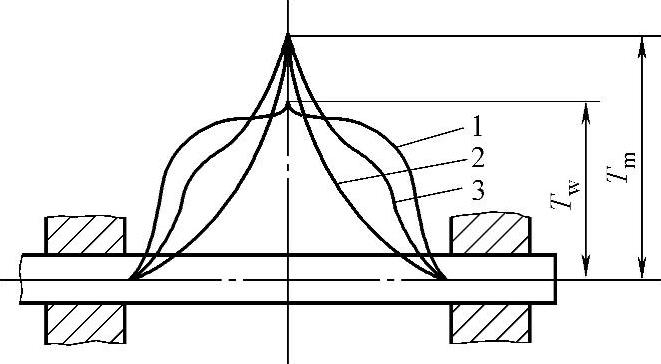
图2-2-45 对焊加热结束时的温度分布
1—电阻对焊 2—连续闪光对焊 3—预热闪光对焊

图2-2-46 电阻对焊的焊接循环
a)等压式 b)加在锻压力式 t1—预压时间 t2—加热时间 t3—顶锻时间 t4—维持时间 t5—夹钳复位时间 t6—有电流顶锻时间 F—压力 I—电流 S—动夹钳
位移δw—焊接留量t—时间
(4)电阻对焊的焊接参数 主要有调伸长度l、焊接电流Iw和焊接时间t、焊接压力Fw与顶锻压力Fu,有时也给出焊接留量(焊件缩短量)。低碳钢棒材电阻对焊、小直径链环电阻对焊的焊接参数参见表2-2-49、表2-2-50和表2-2-51。
表2-2-49 线材电阻对焊的焊接参数

注:顶锻留量等于线材直径,有电顶锻量等于直径的0.2~0.3倍。
表2-2-50 低碳钢棒材电阻对焊的焊接参数

①焊接淬火钢时,增加20%~30%。
②对于淬火钢增加100%。
表2-2-51 小直径链环电阻对焊的焊接参数

(5)焊前工件清理 焊前工件对口端面和与夹钳电极接触表面必须严格进行清理;对焊接质量要求高的金属(稀有金属、某些合金钢和有色金属等)常用氩、氦等保护气氛。
有关焊接方法与过程控制基础的文章

电阻钎焊最适于采用箔装钎料,它可以方便地直接放在零件的钎焊面之间。直接加热电阻钎焊的加热程度由电流大小和压力确定,加热电流为6000~15000A,压力为100~2000N。表3-2-2 电极的性能直接加热的电阻钎焊由于只有焊件的钎焊区域被加热,因此加热迅速,但对工件形状及接触配合的要求高。电阻钎焊可在通常的电阻焊机上进行,也可采用专门的电阻钎焊设备和手焊钳。......
2023-06-26

电阻焊是工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法,属压焊。据统计,电阻焊方法已占整个焊接工作量的1/4左右,并有继续增加的趋势。本章主要介绍电阻焊中广为应用的点焊和闪光对焊,适当介绍凸焊、缝焊及电阻对焊,高频焊在5.1节中另做详细介绍。①指矩形波闪光对焊;②指冲击闪光焊;③指含其中对接形式垫箔缝焊。......
2023-06-26

如图所示,电阻器大体上可分为固定电阻器、可变电阻器以及半固定电阻器三种类型。可以看出,固定电阻器主要分为四种类型。图2-13示出了具有代表性的三端子可变电阻器的外观及其电特性。图2-13所示是可变电阻器心轴转角的变化率与电阻值变化率之间的关系。半固定电阻器与微调型可变电阻器的外观基本相同。接线端子的序号也与可变电阻器相同,即端子2是可调端。表2-4可变电阻器的分类与特点......
2023-06-25

闪光对焊又可分为连续闪光对焊和预热闪光对焊。闪光对焊时,在加热过程中虽有熔化金属,但实质上是塑性状态下的固相焊接。闪光对焊的热源及加热特点 闪光对焊时的热源是焊接区析出的电阻热。由于电阻的上述特点,闪光对焊时接触电阻rc对加热起主要作用,其产生的热量占总析出热量的85%~90%。......
2023-06-26

1)绝缘电阻表在不使用时应放置于固定的地点,环境气温不宜太冷或太热。4)用绝缘电阻表测量含有较大电容的设备,测量前应先进行放电,以保障设备及人身安全。10)测量完成后应立即对被测设备进行放电,并且绝缘电阻表的摇杆未停止转动和被测设备未放电前,不可用手去触及被测物的测量部分或拆除导线,以防止触电。......
2023-06-18

碳膜电阻器的阻值范围为0.75Ω~10ΜΩ,额定功率有0.1W、0.125W、0.25W、1W、2W、5W、10W等,还有少数的碳膜电阻器的功率为25W、50W、100W。碳膜电阻器的温度系数小、稳定性好、运用较多、价格便宜,广泛用于直流、交流和脉冲电路中。图2-1 电阻器件a)碳膜电阻器 b)金属膜电阻器3.电位器电位器分为旋转式开关电位器、推拉式开关电位器等。可根据电路不同的技术要求及各种电位器的特点进行选择。......
2023-06-28
内在质量主要是指焊丝的化学成分及力学性能,包括熔敷金属力学性能。对碳钢及低合金钢焊丝,一般通过控制焊丝的抗拉强度来保证焊丝具有合适的硬度。铝焊丝较软,无法通过提高抗拉强度来克服送丝阻力对送丝稳定性的影响,通常选择非金属送丝软管。焊丝松弛直径与翘距是在生产过程中产生的,与生产工艺及层绕方法有关,但它们对焊丝的导电性有很大影响。......
2023-06-26
灭菌乳达到商业无菌,无须冷藏,可以在常温下保存。牛乳经预热及均质后,进入板式或管式热交换器的加热段,被加压热水系统加热至 137°C。离开保温管后,灭菌乳进入无菌冷却段,被水冷却。灭菌乳在无菌条件下被连续地从管道内送往包装机。......
2023-06-15
相关推荐