4)纯镍和镍合金具有好的焊接性,不锈钢在冷作硬化或淬火状态下的超声波焊接性也比较好,表2-5-16是两类材料的超声波点焊接头的抗剪强度。表2-5-16 镍、钢超声波点焊接头的抗剪强度异种材料及新材料的焊接 对于不同性质的金属材料之间的超声波焊的焊接质量,决定于两材料的硬度。不同厚度的金属材料也有很好的超声波焊接性,焊件的厚度比没有限制。......
2023-06-26
1.低碳钢的凸焊
低碳钢的凸焊应用最广泛,凸点形状为圆球形或圆锥形。这里应注意两点:凸点通常应冲制在较厚的板上;厚度小于0.25mm的薄钢板凸焊不被推荐,因凸点易提前压溃,不如点焊适用。低碳钢凸焊参数的选择见表2-2-19~表2-2-24。
表2-2-19 低碳钢薄板凸焊的焊接参数
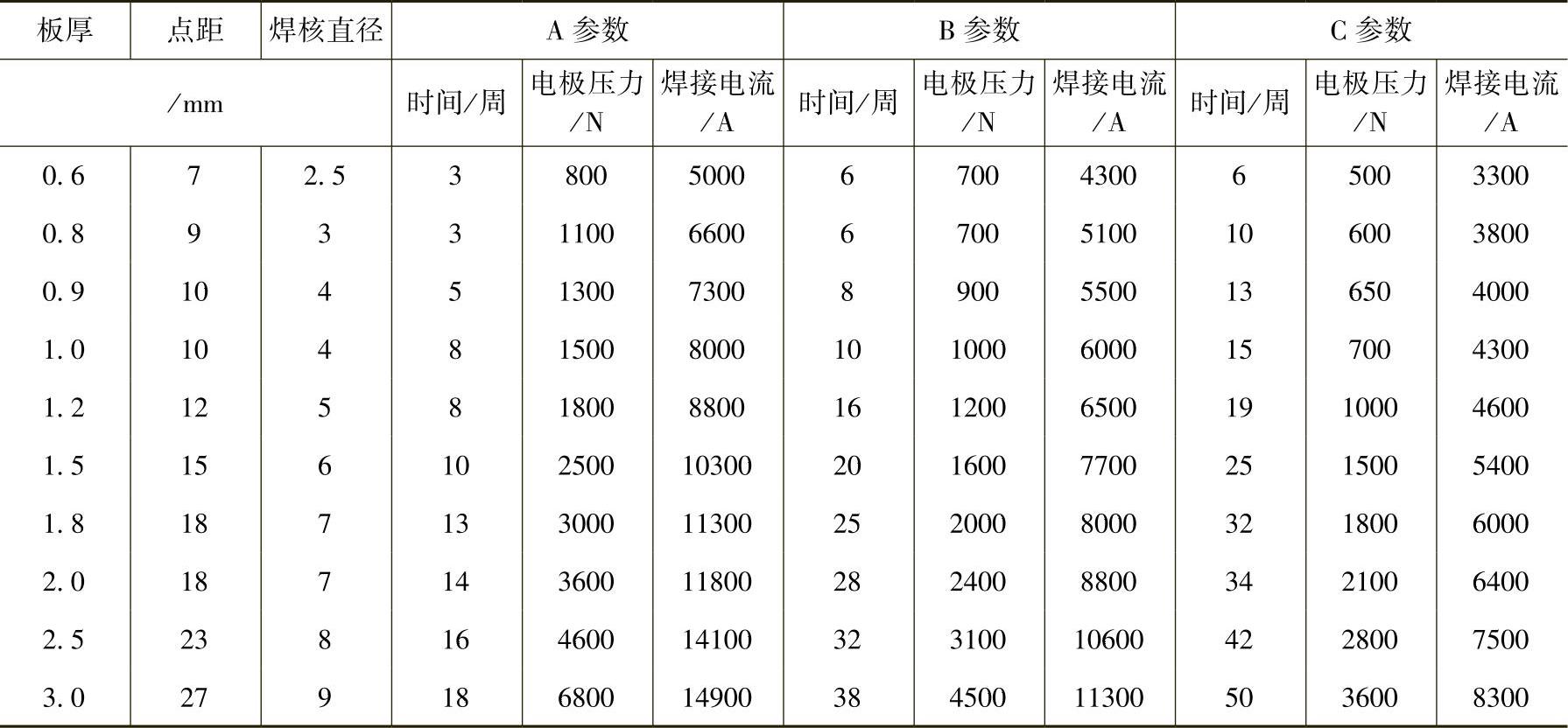
注:1.A参数用于单个凸点或者凸点间距大于表中数值1.5~2.0倍情况。
2.B参数用于2个凸点的情况。
3.C参数用于多个凸点,且点距较小的情况。
4.表中焊接电流、电极压力均指每个凸点的数值。
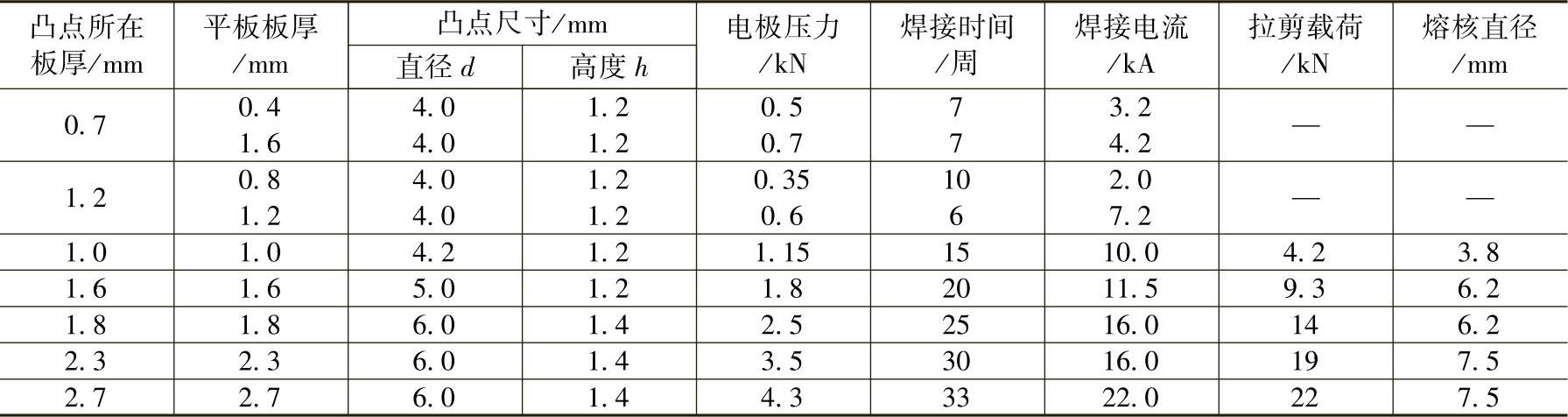
表2-2-20 低碳钢厚板单点凸焊的焊接参数
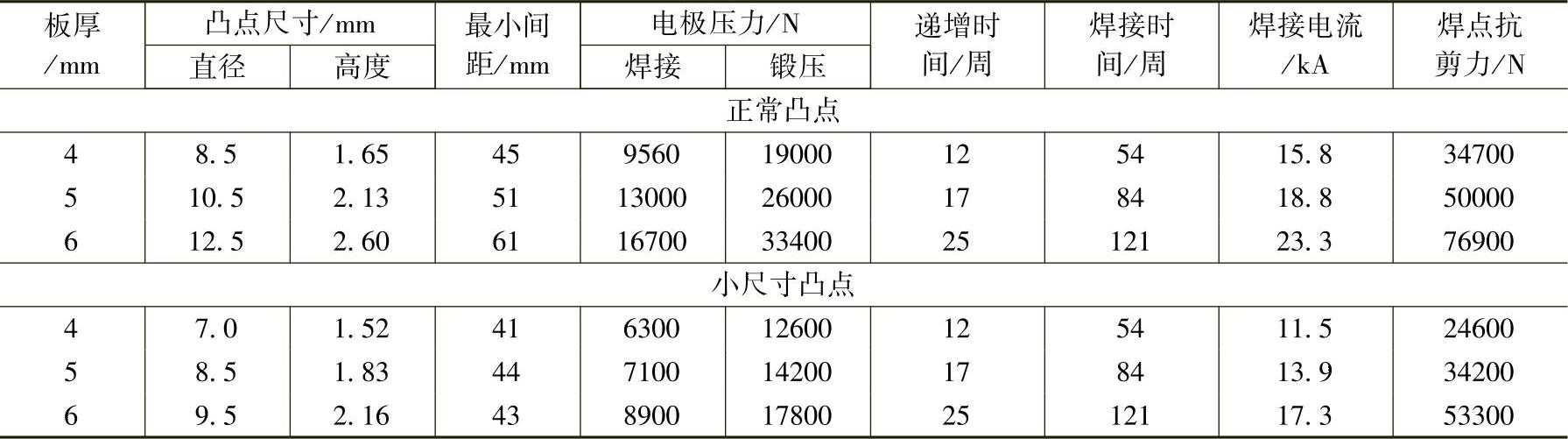
注:1.本表为单点凸焊的焊接参数。
2.不同厚度的板组对时,参数应按较薄的一面选,但凸点应尽可能加工在厚板上。
3.正常凸点用于单点凸焊,小尺寸凸点用于多点凸焊。
4.焊接电流应选用缓升或直流波形,厚板时应加大锻压力。
表2-2-21 焊接螺母凸焊的焊接参数

表2-2-22 低碳钢丝交叉接头凸焊的焊接参数
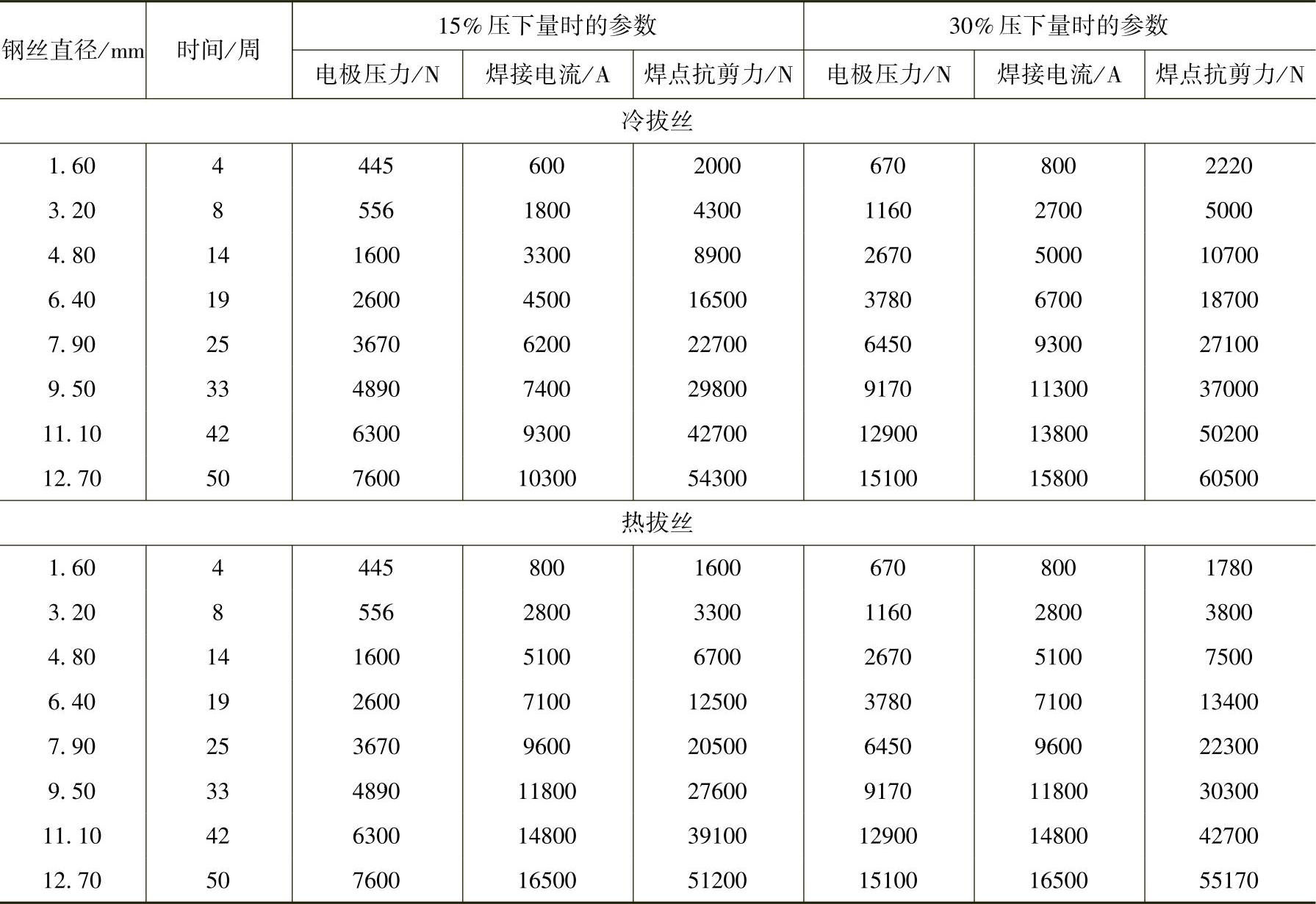
注:压下量指电阻焊中一根钢丝压入另一根钢丝的数量。
表2-2-23 管子十字形交叉凸焊的焊接参数
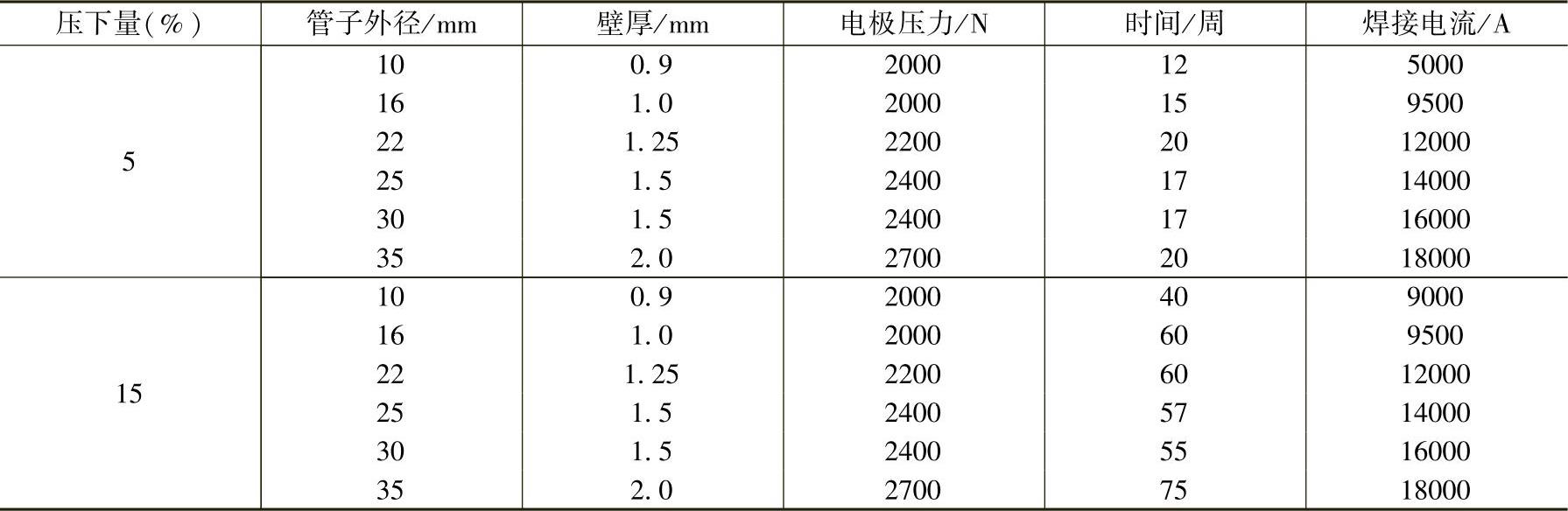
表2-2-24 管子T形接头凸焊的焊接参数

2.镀层钢板的凸焊
金属镀层有Zn、Pb、Al、Cu、Ni等,遇到最多的是镀锌钢板或镀锌件,由于凸点的存在和采用平电极,镀层板的凸焊比点焊容易得多。镀锌钢板凸焊焊接参数的选择见表2-2-25。
表2-2-25 镀锌钢板凸焊焊接参数
3.贴塑钢板的凸焊
这种钢板的一面因有绝缘的聚氯乙烯塑料层只能单面单点或单面双点凸焊。焊接时采用硬规范,为了使贴塑面不产生明显压痕,可采用与贴塑面钢板相同花纹的钢板作垫板,凸点采用圆球形,当特别要求强度高时可采用图2-2-25所示的环形凸点(其中C形结构最优)。
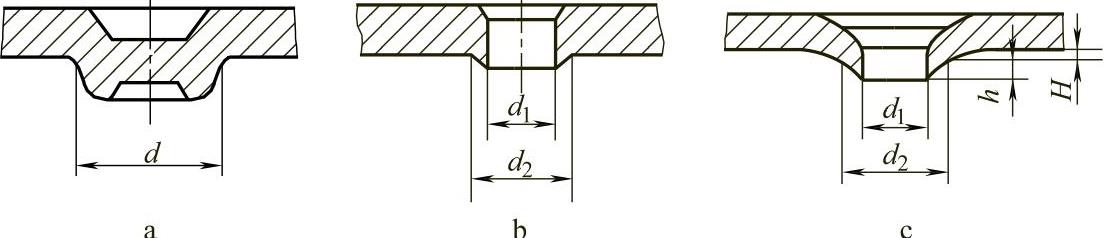
图2-2-25 贴塑钢板使用的环形凸点
贴塑钢板凸焊参数选择见表2-2-26和表2-2-27。
表2-2-26 贴塑钢板圆球形凸点凸焊的焊接参数
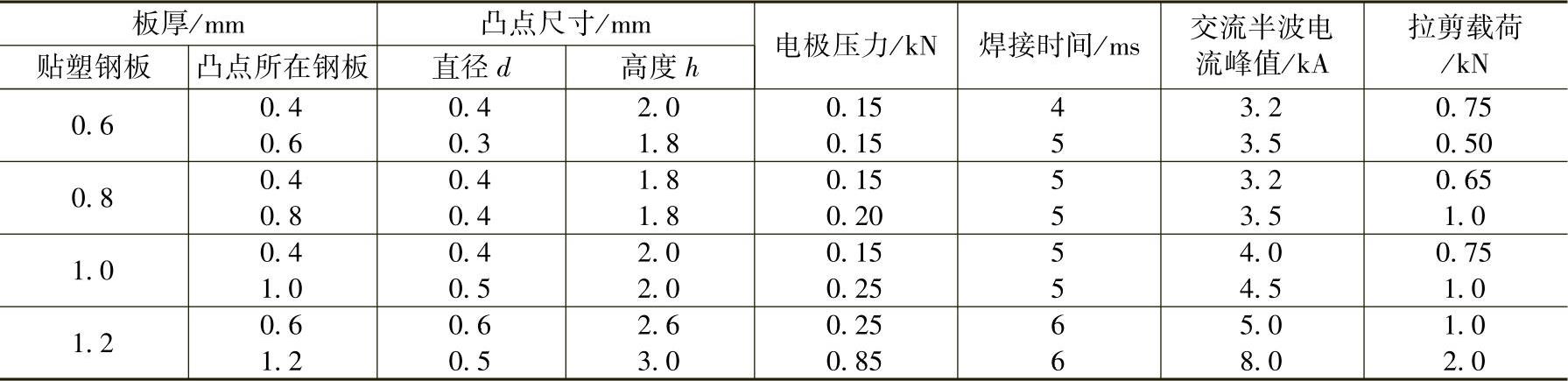
表2-2-27 贴塑钢板环形凸点的凸焊焊接参数
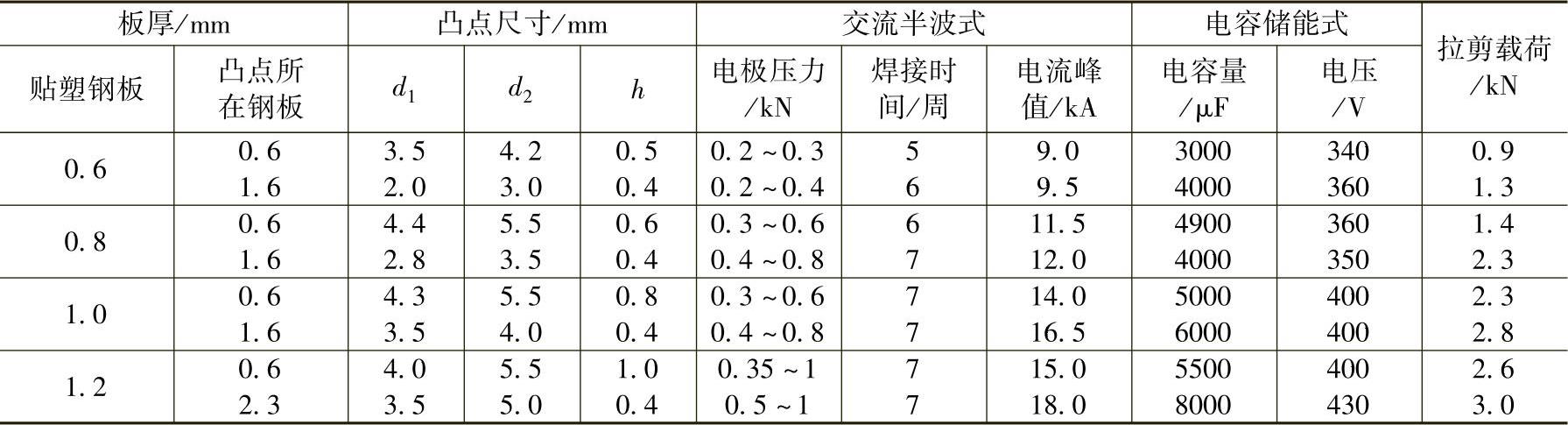
注:表中d1、d2、h均为图2-2-25b、c的凸点尺寸。
可淬硬钢很少凸焊,但有时会进行线材交叉焊,由于接头会淬硬,必须进行电极间回火热处理;铝合金也很少采用凸焊,仅有时用于螺钉、螺母的凸焊等,这里不作介绍。
有关焊接方法与过程控制基础的文章

4)纯镍和镍合金具有好的焊接性,不锈钢在冷作硬化或淬火状态下的超声波焊接性也比较好,表2-5-16是两类材料的超声波点焊接头的抗剪强度。表2-5-16 镍、钢超声波点焊接头的抗剪强度异种材料及新材料的焊接 对于不同性质的金属材料之间的超声波焊的焊接质量,决定于两材料的硬度。不同厚度的金属材料也有很好的超声波焊接性,焊件的厚度比没有限制。......
2023-06-26

在大厚板坯的爆炸焊接情况下,间隙柱宜支撑在基板之外。复合管的爆炸焊工艺 锆合金与不锈钢复合管爆炸焊的工艺安装示意图如图2-5-62所示。图2-5-64 锆合金与不锈钢复合管爆炸焊的产品表2-5-24 锆合金与不锈钢复合管爆炸焊焊接参数及接头力学性能3.其他材料的爆炸焊除了钛-不锈钢、锆-不锈钢以外,爆炸焊还用于其他异种材料的连接,表2-5-25是常用材料爆炸焊接头的抗剪强度和弯曲性能。表2-5-25 常用材料爆炸焊接头的抗剪强度和弯曲性能......
2023-06-26

相位摩擦焊主要用于相对位置有要求的工件,如六方钢、八方钢、汽车操纵杆等,要求工件焊后棱边对齐、方向对正或相位满足要求。在实际应用中,主要有机械同步相位摩擦焊、插销配合摩擦焊和同步驱动摩擦焊。机械同步相位摩擦焊原理 如图2-4-41所示,焊接前压紧校正凸轮,调整两工件相位并夹持工件,将静止主轴制动后松开并校正凸轮,然后开始进行摩擦焊。插销位于尾座主轴上,尾座主轴可自由转动,摩擦加热过程中,制动器B将其固定。......
2023-06-26
弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30

我国广泛使用Meinken工艺是在20世纪70年代左右,包括石油公司和油田、钢铁等在内的各个行业在内利用此技术建成的废润滑油再生厂达200多家。可以利用硫酸脱除废润滑油中的杂质,再用适量的白土精制得到再生润滑油。[6]图7-4IFP工艺流程图(二)加氢精制工艺面对硫酸-白土精制工艺产生的种种问题,加氢精制工艺油然而生,逐渐取代白土精制工艺而成为国外废润滑油再生的一种重要工艺。......
2023-06-30
焊前预热的目的是减缓接头在焊接加热时的温度梯度及冷却速度,适当延长在800~500℃区间的冷却时间,改善焊缝金属和热影响区的显微组织,从而减少和避免产生淬硬组织,有利于氢的逸出并可防止冷裂纹的产生。采用局部预热时,应防止局部应力过大。需要预热的焊件在整个焊接过程中应不低于预热温度,层间温度不低于规定预热温度下限,且不高于400℃。表9-27为常用钢号推荐的预热温度。......
2023-07-02

土地冻融是指上层由于温度降到零度以下和升至零度以上而产生冻结和融化的一种物质地质作用和现象。我国土地冻融灾害。冻融灾害在我国北方冬季气温低于零度的各省区均有发育。上层冻结产生体积膨胀,融化使土层变软产生沉陷,甚至土石翻浆,从而形成冻胀和融沉作用。这是季节性冻土地区中最主要的灾害作用。冻融使土体的平衡状态发生改变。土层的强烈冻融,使地表下沉,从而引起塌陷。......
2023-11-04
相关推荐