图2-1 直流电弧放电示意图2.焊接电弧的物理机制一般的气体是由中性分子或原子组成的,不含带电粒子,因此是不导电的。碰撞电离具有连锁反应的性质,会使带电粒子成倍增加。热发射在焊接电弧中起着重要作用,随着温度上升而增强。......
2023-06-30
众所周知,焊接过程的本质就是通过适当的物理-化学过程,使两个分离表面的金属原子接近到晶格距离(0.3~0.5nm),形成金属键,从而使两金属连为一体,达到焊接的目的。这一适当的物理-化学过程,在压焊中是通过对焊接区施加一定的压力而实现的。压力的大小同材料的种类、所处温度、焊接环境和介质等有关,而压力的性质可以是静压力、冲击压力或爆炸力。
在少数压焊过程中(点焊、缝焊等),焊接区金属熔化并同时被施加压力,发生加热→熔化→冶金反应→凝固→固态相变→形成接头的过程,类似于熔焊。但是,由于有压力的作用,提高了焊接接头的质量。
多数压焊过程中,焊接区金属仍处于固相状态,依赖于在压力(不加热或伴以加热)作用下产生的塑性变形、再结晶和扩散等作用形成接头。这里强调了压力对形成接头的主导作用。但是,对加热可促进焊接过程的进行和更易于实现焊接,也应予以充分注意。因为加热可提高金属的塑性,降低金属变形阻力,显著减小所需压力。同时,加热又能增加金属原子的活动能力和扩散速度,促进原子间的相互作用。例如,铝在室温下其对接端面的变形度要达到60%以上才可以实现焊接(冷压焊),而当对接端面被加热至400℃时,则只需8%的变形度就能实现焊接(电阻对焊)。当然,此时所施加的压力也将大为降低。压力和加热温度之间存在着一定关系,如图2-1-1所示,焊接区金属加热的温度越低,实现焊接所需的压力就越大。显然,冷压焊时所需压力为最大,扩散焊时为最小,而熔焊时则不需要压力。一般来说,这种固相焊接接头的质量,主要取决于对表面氧化膜(室温下其厚度为1~5nm)和其他不洁物在焊接过程中被清除的程度,并总是与接头部位的温度、压力、变形和若干场合下的其他因素(如超声波焊接时的摩擦、扩散焊时的真空度等)有关。
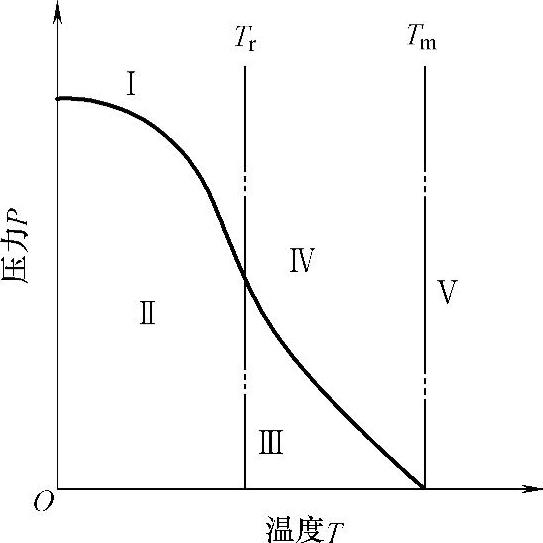
图2-1-1 压力与加热温度的关系
Ⅰ—冷压焊区 Ⅱ—非焊接区 Ⅲ—扩散焊区 Ⅳ—热压焊区 Ⅴ—熔焊区 Tm—熔点 Tr—再结晶温度
有关焊接方法与过程控制基础的文章

图2-1 直流电弧放电示意图2.焊接电弧的物理机制一般的气体是由中性分子或原子组成的,不含带电粒子,因此是不导电的。碰撞电离具有连锁反应的性质,会使带电粒子成倍增加。热发射在焊接电弧中起着重要作用,随着温度上升而增强。......
2023-06-30

定宽压力机一道次轧制的最大宽度压下量可达350mm,而立辊轧机在碾压状态下对板坯进行轧制,经过1~5个道次,侧压量最大不超过100mm。作为水平轧机前面附设的立辊轧机只是起到微量侧压和实现宽度自动控制的作用,而使用定宽压力机可实现无级宽度压下,大大减少连铸板坯结晶器的种类,从而在根据不同成品板宽要求来定制粗轧前的板坯宽度时,能有效地减少原料板坯宽度和连铸坯调整的时间和次数,节约投资成本。......
2023-06-15

2)压力容器的焊接工艺评定应当符合NB/T 47014—2011《承压设备焊接工艺评定》的要求。4)要求焊后消除应力热处理的压力容器,一般应当在热处理前焊接返修,如在热处理后进行焊接返修,应当根据补焊深度确定是否需要进行消除应力处理。3)多层包扎压力容器、整体包扎压力容器的松动面积和热套压力容器热套面的间隙。......
2023-11-22
此期间,压力荷尔蒙提升了脑部支持学习和记忆区域的活动。压力反应帮你应对挑战、与人联结、学习和成长压力反应如何帮你: 你怎么知道这正在发生应对挑战·集中注意力 你注意到心脏怦怦跳动、身体出·强化感觉 汗或者呼吸加快。然后阅读上页的总结“压力反应帮你应对挑战、与人联结、学习和成长”。......
2024-01-19

2008年,美国国家自然科学基金会召开的赛博物理系统峰会特别提出了赛博物理系统在3个领域广阔的应用前景。考虑到新一代交通系统具有典型的CPS特征,其效率的完全发挥将需要充分运用CPS理论和设计方法等方面的研究成果。CPS理论可为健康医疗系统实现上述功能,在改善现有医疗系统方面发挥重要作用。通过CPS技术能够更有效地利用稀缺医疗资源。表2-1CPS应用领域......
2023-06-23

现代意义的焊接技术出现在19世纪初的西方国家。1885年俄罗斯Benardos发明碳弧焊,1888年俄罗斯Slavianoff发明金属电极电弧焊,1890年法国出现了氧乙炔焊,从此焊接技术开始得到迅速发展,成为现代制造技术的重要组成部分。图1-1所示为焊接技术的重要发展历程。新材料及新结构的应用也促进了钎焊,胶接等先进连接技术的发展,甚至催生了熔钎焊、点焊胶接、激光胶焊等复合制造技术的应用。......
2023-07-02

食品增稠剂在食品加工中起到提供稠性、黏度、黏附力、凝胶形成能力、硬度、脆性、紧密度、稳定乳化悬浊液等作用。CMC-Na具有黏性、增稠、分散、稳定等作用,在果汁饮料中可起到增稠作用,黏度随温度升高而降低。卡拉胶又称角叉菜胶、鹿角藻胶,是一种线性的半乳糖结构。......
2023-12-05

相关推荐