1)手工碳弧气刨时,灵活性很大,可操作性较好,可进行全位置操作;在狭窄工位或可达性差的部位,碳弧气刨仍可使用。用自动碳弧气刨时,具有较高的精度,可减轻劳动强度。4)碳弧气刨也有明显的缺点,如产生烟雾、粉尘污染和弧光辐射,此外,操作不当容易引起槽道增碳。......
2023-06-26
碳弧气刨产生的烟雾和粉尘严重污染环境,影响工人的身体健康,特别是在密闭的容器内操作,情况更为恶劣,采用一般的通风措施都不能解决问题。为了控制碳弧气刨引起的烟雾和粉尘污染,根据水喷雾可以消烟灭尘的道理,有些工厂应用了碳弧水气刨。
1.碳弧水气刨设备
碳弧水气刨设备类似碳弧气刨设备,但增加了一个供水器和供水系统。碳弧水气刨设备示意图如图1-8-43所示。
供水器是提供水雾的装置,结构如图1-8-44所示。压缩空气经压缩空气进气管1与容器连通,水经进水管3注入容器2内,水面达到H高度(低于压缩空气出气管4的底部)后,关闭进水阀门。此时打开压缩空气出气管4的阀门,就有压缩空气从出气管排出。再打开出水管5的阀门,就有压力水从出水管喷出。若同时打开管4和管5,压缩空气和压力水经水、气混合三通6混合,从而喷射出压缩空气和水雾。调节压缩空气出气管4的阀门和出水管5的阀门,可改变风量及水雾大小。当供水器内水面高度低于h时,就喷不出水雾,水在工作中呈雾状,消耗量较少,一次灌注可用数日。
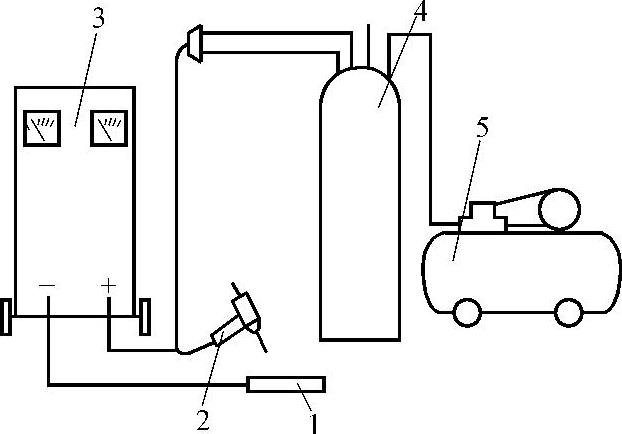
图1-8-43 碳弧水气刨设备示意图
碳弧水气刨的关键在于制造合理的供水器,以获得均匀弥散的水雾。但还必须注意压缩空气与压力水混合的三通接头,应该使它尽可能地靠近气刨枪(一般在10mm以内),这样才能保证气刨枪喷出挺拔的水雾。将碳弧气刨枪稍做改造即可作为碳弧水气刨枪。例如,将圆周送气气刨枪的内体和外套在左端尾部钎焊以保密封,同时将内体上的气道内径由1mm改为1.5mm,如图1-8-45所示。
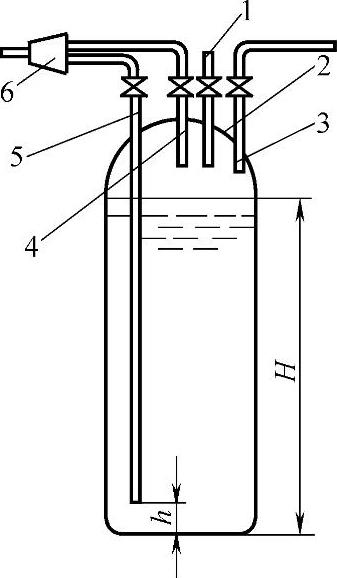
图1-8-44 供水器结构示意图
1—压缩空气进气管 2—容器 3—进水管 4—压缩空气出气管 5—出水管 6—水、气混合三通

图1-8-45 碳弧水气刨枪
1—钎焊处 2—内体 3—绝缘处套 4—内体 5—气道
2.碳弧水气刨工艺参数
根据试验和生产试用,推荐参考工艺参数如下。
碳棒直径:ϕ7mm。
碳棒外伸长:70~90mm。
压缩空气压力:0.45~0.6MPa。
气刨电流:400~500A。
刨槽深度:4~6mm。
刨槽宽度:9~11mm。
碳弧水气刨时,水雾的主要作用是除尘,也对工件有一定的冷却作用,这种冷却作用对材料的组织和性能没有大的影响。对Q345(16Mn)、15CrMo和12Cr19Ni9钢所做试验结果表明,采用碳弧气刨或碳弧水气刨时,其刨槽表面的金相组织没有明显的差别。
对于刨坡口或清焊根来说,焊前要用砂轮将刨槽表面打磨干净,淬硬层即使未被全部磨掉,在其后的焊接过程中也会被重新熔化,因而对焊缝性能没有明显的影响。
3.粉尘测定
关于粉尘的测定数据详见表1-8-13。
表1-8-13 粉尘的测定数据

由表1-8-13数据可见,碳弧水气刨对于粉尘的优越性是明显的。如果在密闭容器内进行气刨,碳弧水气刨的优越性就更加明显。
有关焊接方法与过程控制基础的文章

1)手工碳弧气刨时,灵活性很大,可操作性较好,可进行全位置操作;在狭窄工位或可达性差的部位,碳弧气刨仍可使用。用自动碳弧气刨时,具有较高的精度,可减轻劳动强度。4)碳弧气刨也有明显的缺点,如产生烟雾、粉尘污染和弧光辐射,此外,操作不当容易引起槽道增碳。......
2023-06-26

由于碳弧气刨一般使用的电流比较大,并且连续工作时间比较长,因此应选用功率较大的焊机。碳弧气刨枪是在焊条电弧焊焊钳的基础上,增加了压缩空气的进气管和喷嘴而制成。碳弧气刨枪按压缩空气的喷射方式分为侧面送气和圆周送气式两种类型。......
2023-06-26
碳弧气刨设备包括电源、压缩空气源、碳弧气刨枪、碳棒、电缆气软管。如选用晶闸管整流焊机作为碳弧气刨电源时,应特别注意,不能过载,以保证设备的安全运行。碳弧气刨枪有侧面送风式和圆周送风式两种类型。......
2023-06-23

平直焊缝的背面刨槽或圆筒体环缝的焊根刨槽可以采用半自动或自动碳弧气刨,以减轻劳动强度,提高刨削质量和生产效率。在半自动碳弧气刨中,只有碳棒自动地送给,其余工作仍需工人操作和控制;自动碳弧气刨除碳棒能自动进给外,气刨枪借助小车可沿预定轨道以一定的速度自动地移动,完成刨削工作。5)碳棒消耗量比手工碳弧气刨少。......
2023-06-26

碳弧气刨工艺参数的选择主要结合以下几个方面来考虑并匹配。若速度太快,易造成碳棒与金属短路、电弧熄灭,使碳棒粘在刨槽顶端,形成“夹碳”缺陷。手工碳弧气刨时,外伸长度过大,压缩空气喷嘴离电弧远,造成风力不足,难以将熔渣顺利吹除,且碳棒易发红折断。表1-8-12 碳弧气刨的工艺参数......
2023-06-26

碳弧气刨的工艺参数包括电源极性、电流、碳棒直径与板厚、碳棒伸出长度、碳棒倾角、压缩空气压力、电弧长度、刨削速度等。即工件接负极,碳弧气刨枪接正极。刨削电流在碳弧气刨操作中是一个很重要的工艺参数,对刨槽的尺寸影响很大。......
2023-06-23

防止埋弧焊时产生结晶裂纹的措施主要是合理选择焊接材料和控制焊接参数。φ值提高到7左右时,焊缝中碳的质量分数达0.22%,还可不产生凝固裂纹。通过对接近坡口终端部区域加热,调整该区域焊接过程中温度分布,减弱终端部位回转变形,从而防止终端裂纹发生。......
2023-06-25
污染物质产生的影响因素,汽油机有空燃比、点火时刻、发动机转速、负荷,柴油机有空气过量系数、喷油时刻、喷射特性、燃烧室结构等。空燃比 图11-6所示为汽油机随空燃比(A/F)的污染物质的排放特性。实际的分层进气运行为稀薄混合气运行状态,以此可以想到HC产生,HC产生量与混合气的形成过程有很大的影响。......
2023-06-28
相关推荐