碳弧气刨设备包括电源、压缩空气源、碳弧气刨枪、碳棒、电缆气软管。如选用晶闸管整流焊机作为碳弧气刨电源时,应特别注意,不能过载,以保证设备的安全运行。碳弧气刨枪有侧面送风式和圆周送风式两种类型。......
2023-06-23
1.碳弧气刨设备
碳弧气刨设备系统主要由碳弧电源、气刨枪、碳棒、电缆、气管以及压缩空气源等组成,如图1-8-38所示。
(1)碳弧气刨电源 碳弧气刨电源一般采用具有陡降外特性且动特性较好的手工直流电弧焊电源。由于碳弧气刨一般使用的电流比较大,并且连续工作时间比较长,因此应选用功率较大的焊机。例如,当使用ϕ7mm的碳棒时,碳弧气刨的电流为350A,故宜选用额定电流为500A的手工直流焊机作为电源。工频交流焊条电弧焊焊机由于电流过零时间较长,会引起电弧不稳定,在实际生产中一般并不用于碳弧气刨;近年来研制成功的交流方波焊接电源的过零时间极短,且动特性和控制性能优良,可应用于碳弧气刨。

图1-8-38 碳弧气刨设备系统示意图
1—电源 2—气刨枪 3—碳棒 4—电缆气管 5—空气压缩机 6—工件
(2)气刨枪 气刨枪是碳弧气刨的主要工具。应具备电极夹头导电良好、夹持电极牢靠、外壳绝缘及绝热性能良好、更换电极方便、压缩空气喷射集中而准确、轻便灵巧等特点。碳弧气刨枪是在焊条电弧焊焊钳的基础上,增加了压缩空气的进气管和喷嘴而制成。碳弧气刨枪按压缩空气的喷射方式分为侧面送气和圆周送气式两种类型。
1)侧面送气气刨枪:侧面送气气刨枪的优点是结构简单,压缩空气紧贴碳棒喷出,碳棒长度调节方便,各种直径的圆碳棒和矩形碳棒均适用;缺点是只能向左或向右单一方向进行刨削。其结构如图1-8-39所示,侧面送气气刨枪的喷嘴结构如图1-8-40所示。
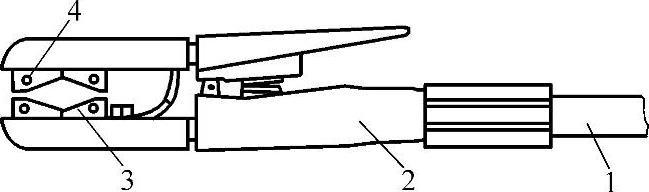
图1-8-39 侧面送气气刨枪结构示意图
1—电缆气管 2—气刨枪体 3—喷嘴 4—喷气孔

图1-8-40 侧面送气气刨枪喷嘴结构示意图
2)圆周送气气刨枪:圆周送气气刨枪只是喷嘴的结构与侧面送气气刨枪有所不同。其喷嘴结构如图1-8-41所示。圆周送气气刨枪的优点是喷嘴外部与工件绝缘,压缩空气由碳棒四周喷出。碳棒冷却均匀,适合在各个方向操作。缺点是结构比较复杂。
(3)碳棒 碳棒是由碳、石墨加上适当的粘结剂,通过挤压成形,焙烤后镀一层铜而制成的。焊接生产中常用的碳棒有圆碳棒和矩形(扁)碳棒两种。前者用于焊缝清根、背面开槽及清除焊接缺陷等,后者用于刨除焊件上的临时焊道和焊疤、清除焊缝余高和焊瘤,有时也用作碳弧切割。
对碳棒的要求是导电性良好、耐高温、不易折断、价格低廉,使用时散发烟雾及粉尘少。一般采用镀铜实心碳棒,镀铜层厚度为0.3~0.4mm。碳棒的质量和规格由国家标准规定。表1-8-9列出碳棒的型号和规格,表1-8-10为各种规格碳棒的额定工作电流。

图1-8-41 圆周送气气刨枪嘴结构示意图
1—电缆气管的螺孔 2—气道 3—碳棒孔 4—紧固碳棒的螺孔
表1-8-9 碳棒的型号和规格(摘自JB/T 8154—2006)
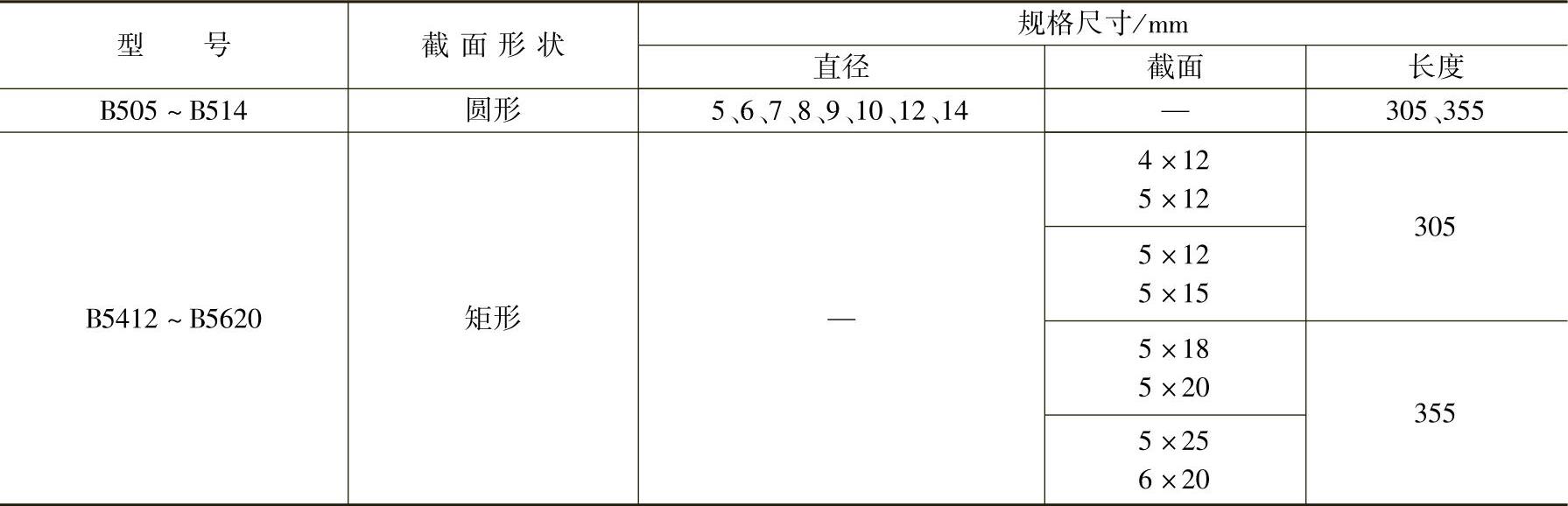
表1-8-10 碳棒的额定工作电流值(摘自JB/T 8154—2006)

注:1.操作时的实际电流不超过额定电流的±10%。
2.操作时的空气压力为0.5~0.6MPa。
有关焊接方法与过程控制基础的文章

碳弧气刨设备包括电源、压缩空气源、碳弧气刨枪、碳棒、电缆气软管。如选用晶闸管整流焊机作为碳弧气刨电源时,应特别注意,不能过载,以保证设备的安全运行。碳弧气刨枪有侧面送风式和圆周送风式两种类型。......
2023-06-23

平直焊缝的背面刨槽或圆筒体环缝的焊根刨槽可以采用半自动或自动碳弧气刨,以减轻劳动强度,提高刨削质量和生产效率。在半自动碳弧气刨中,只有碳棒自动地送给,其余工作仍需工人操作和控制;自动碳弧气刨除碳棒能自动进给外,气刨枪借助小车可沿预定轨道以一定的速度自动地移动,完成刨削工作。5)碳棒消耗量比手工碳弧气刨少。......
2023-06-26

碳弧气刨产生的烟雾和粉尘严重污染环境,影响工人的身体健康,特别是在密闭的容器内操作,情况更为恶劣,采用一般的通风措施都不能解决问题。为了控制碳弧气刨引起的烟雾和粉尘污染,根据水喷雾可以消烟灭尘的道理,有些工厂应用了碳弧水气刨。将碳弧气刨枪稍做改造即可作为碳弧水气刨枪。......
2023-06-26

1)手工碳弧气刨时,灵活性很大,可操作性较好,可进行全位置操作;在狭窄工位或可达性差的部位,碳弧气刨仍可使用。用自动碳弧气刨时,具有较高的精度,可减轻劳动强度。4)碳弧气刨也有明显的缺点,如产生烟雾、粉尘污染和弧光辐射,此外,操作不当容易引起槽道增碳。......
2023-06-26
碳弧气刨工艺参数的选择主要结合以下几个方面来考虑并匹配。若速度太快,易造成碳棒与金属短路、电弧熄灭,使碳棒粘在刨槽顶端,形成“夹碳”缺陷。手工碳弧气刨时,外伸长度过大,压缩空气喷嘴离电弧远,造成风力不足,难以将熔渣顺利吹除,且碳棒易发红折断。表1-8-12 碳弧气刨的工艺参数......
2023-06-26

碳弧气刨的工艺参数包括电源极性、电流、碳棒直径与板厚、碳棒伸出长度、碳棒倾角、压缩空气压力、电弧长度、刨削速度等。即工件接负极,碳弧气刨枪接正极。刨削电流在碳弧气刨操作中是一个很重要的工艺参数,对刨槽的尺寸影响很大。......
2023-06-23

埋弧焊7.2.2.1埋弧焊设备与焊接材料的选用1. 埋弧焊的设备埋弧焊的动作程序和焊接过程弧长的调节都是由电气控制系统来完成的。......
2023-06-24
等离子弧切割设备主要由切割电源、高频发生器、控制箱、供气系统、割炬等部分组成。割炬是产生等离子弧并施行切割的关键部件,直接决定了切割效率和质量。等离子弧切割用的割炬大体上与等离子弧焊枪相似,其割炬的具体结构形式取决于切割的电流等级,小电流的割炬多采用风冷结构,利用高压气流对喷嘴及枪体进行冷却。对于水再压等离子弧切割系统需要供给喷射水的,需要配置高压泵。几种工作气体在等离子弧切割中的适用性见表8-8。......
2023-07-02
相关推荐