电容放电螺柱焊、电弧螺柱焊及短周期螺柱焊三类焊接方法的选择和应用既有共同之处又有各自最佳的应用范围。但对铝合金、铜及涂层钢板薄板或异种金属材料螺柱焊最好选用电容放电螺柱焊。4)对于电容放电螺柱焊为最佳焊接方法,电容放电螺柱焊三种焊接方法有共同的适用范围,应按以下原则选择:①预接触式焊接方法仅适用于移动式设备,而且主要用于焊接碳钢和把碳钢螺柱焊到镀层钢板上。表1-8-6 螺柱焊方法的分类与特点......
2023-06-26
1.接头质量检验
螺柱焊接头的质量检验方法通过外观检验、金相检验和力学性能试验等措施进行接头的质量检验。
(1)外观检验 只有钢制螺柱的电弧螺柱焊的接头可以进行外观检验,主要检查其端部焊缝的连续性、均匀性与熔合情况以判断焊缝是否有缺陷,电弧螺柱焊容易出现的问题有螺柱未插入熔池而悬空、热量不足、过热、磁偏吹、螺柱不垂直于工件等。
对电容放电螺柱焊及短周期螺柱焊接头外观检验几乎没有意义,因为熔池极浅,接头是塑性连接,没有重结晶的焊缝。但是,这种方法有特殊使用要求的要进行外观检查,其特殊要求是:不锈钢薄板螺柱焊时不锈钢背面的烧痕是否明显影响其装饰性能,低碳钢、不锈钢及铝合金薄板焊点背后凸痕是否符合使用条件,通过调整焊接参数解决,如减小焊接时间、增大焊接电流等。
(2)金相组织分析 只有电弧螺柱焊焊接接头有必要进行宏观接头金相组织分析,以检查熔合情况及裂纹等缺陷。对电容放电及短周期螺柱焊没有必要。
(3)力学性能试验 是否进行力学性能试验要根据使用条件而定。力学性能试验应当在焊接生产前的工艺评定试样上进行,以确定最佳焊接工艺,同时也在生产现场随机抽查进行。所采用的力学性能试验方法有现场锤击、现场弯曲试验及接头拉伸和扭转试验。对电容放电螺柱焊及短周期螺柱焊一般只进行锤击试验与弯曲试验,因为都不是承载接头。有些炉窑或锅炉制造中仅用螺柱固定保温材料,则任何力学试验都不用进行。弯曲试验是自制套筒插到接头的螺柱上进行弯曲,钢螺柱弯曲75°,铝合金螺柱弯曲15°,肉眼观察无开裂即为合格。锤击也是未出现可见开裂为合格。扭转试验用扭矩扳手加预定载荷,可测定是否达到了强度要求。这些要求是产品技术条件所规定或企业质量管理规范中所规定的。
2.焊接专用螺柱
螺柱焊专用螺柱几乎可以是任何形状的冲压件,如圆柱状(带螺纹或不带螺纹)、方形、矩形、锥形等,但它必须适合于装夹,而且焊接端必须是圆形的。螺柱的直径为1.6~13mm,但多在3~10mm范围内。
对预接触式和预留间隙式电容放电螺柱焊螺柱,需在焊接端设计尖顶或有一个小凸台。标准的凸台为圆柱形,一些特定用途,采用圆锥形。焊接端略呈锥形是为了便于排出焊接过程中产生的膨胀气体。通常焊接端底部直径比螺柱体大,一般设计成凸缘。这样焊缝的面积大于螺柱的横截面积,以保证接头强度等于或大于螺柱的强度。为了提高生产效率,螺柱的形状和尺寸应尽量规格化和标准化,表1-8-7推荐了两种螺柱的形状和尺寸。
表1-8-7 推荐的螺柱形状和尺寸 (单位:mm)
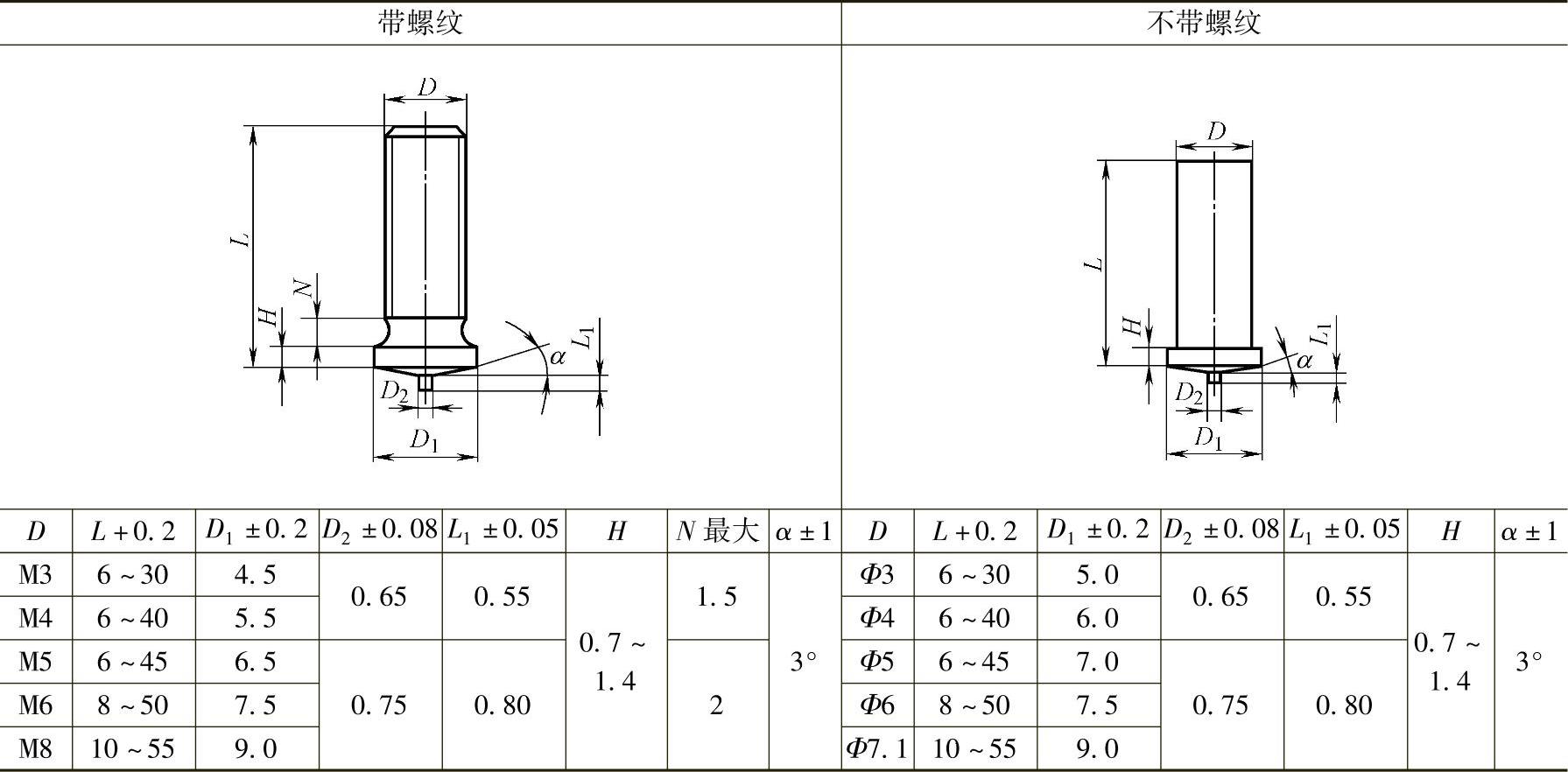
拉弧式电容放电螺柱焊用的螺柱焊端不需设计成尖顶或凸台,但需加工成锥形或略呈球面形,这样电弧在螺柱中心部位引燃。其底部也设计成带肩(凸缘)的形状。与电弧螺柱焊相比,电容放电螺柱焊的螺柱熔耗量很小,通常在0.2~0.4mm范围。熔化所产生的缩短量几乎可忽略。
电弧螺柱焊用的螺柱的长度必须考虑焊接过程产生的缩短量。因为焊接时螺柱和母材金属熔化,随后熔化金属从接头处被挤出,所以螺柱总长度要缩短。表1-8-8给出了电弧螺柱焊时螺柱缩短量的典型值。
表1-8-8 螺柱缩短量典型值

有关焊接方法与过程控制基础的文章

电容放电螺柱焊、电弧螺柱焊及短周期螺柱焊三类焊接方法的选择和应用既有共同之处又有各自最佳的应用范围。但对铝合金、铜及涂层钢板薄板或异种金属材料螺柱焊最好选用电容放电螺柱焊。4)对于电容放电螺柱焊为最佳焊接方法,电容放电螺柱焊三种焊接方法有共同的适用范围,应按以下原则选择:①预接触式焊接方法仅适用于移动式设备,而且主要用于焊接碳钢和把碳钢螺柱焊到镀层钢板上。表1-8-6 螺柱焊方法的分类与特点......
2023-06-26

2)柱的混凝土强度等级不宜低于该墙体块体强度等级的2倍,或不低于该墙体灌孔混凝土的强度等级,也不应低于Cb20。3)柱的竖向钢筋不宜小于4φ12,箍筋不宜小于φ6、间距不宜大于200mm。......
2023-08-28

TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2023-06-23

“手螺”看性格“一螺穷、二螺富、三螺四螺开当铺、五螺六螺卖豆腐、七螺八螺骑白马、九螺十螺十足足。”o为斗,即“螺”,x为簸箕。除了上述一只手之外,还可以数他两只手上共有几个螺来判断他。2个螺在同一只手的人性情温和,人际关系良好。8个螺左多右少者看似平和,实则挑剔。读懂他,掌控他众所周知,每个人的指纹都不同,但从每个人手指上螺的多少可看出一个人的性格。......
2023-12-02

图8-20 弧柱中气流场与电磁场之间的相互作用过程为了简化开关电弧中的复杂物理化学过程,忽略电弧与电极之间的相互作用,而仅对与电弧特性及开断性能关系更为密切的弧柱部分进行分析。基于以上的假设,可以用Navier-Stokes控制方程来描述电弧等离子体运动的质量、动量及能量守恒过程,用Maxwell方程来描述其中的电磁过程。值得指出的是,空气开关电弧是电磁场和气流场耦合作用下的物理系统,因此上述磁流体动力学基本方程组必须同步耦合求解。......
2023-06-15

1)钢管混凝土柱概述钢管混凝土柱是指在钢管中填充混凝土而形成的构件。按钢管截面形式的不同,分为方钢管混凝土柱、圆钢管混凝土柱和多边形钢管混凝土柱。对于钢管混凝土柱,最能发挥其轴心受压的特长,因此,钢管混凝土柱最适合于轴心受压或小偏心受压构件。......
2023-09-19


相关推荐