对电容放电螺柱焊及短周期螺柱焊接头外观检验几乎没有意义,因为熔池极浅,接头是塑性连接,没有重结晶的焊缝。金相组织分析 只有电弧螺柱焊焊接接头有必要进行宏观接头金相组织分析,以检查熔合情况及裂纹等缺陷。电弧螺柱焊用的螺柱的长度必须考虑焊接过程产生的缩短量。......
2023-06-26
电容放电螺柱焊、电弧螺柱焊及短周期螺柱焊三类焊接方法的选择和应用既有共同之处又有各自最佳的应用范围。比较难选择的是电容放电螺柱焊的三种方法,即预接触法、预留间隙法及拉弧法。选择的依据是被焊工件的厚度、材质、紧固件的尺寸。焊接方法的选择说明如下:
1)螺柱直径大于8mm的一般是受力接头,适合采用电弧螺柱焊方法,虽然电弧螺柱焊可焊直径3~25(mm)的螺柱,但8mm以下采用其他方法如电容放电螺柱焊或短周期螺柱焊更为合适。
2)工件厚度δ和螺柱直径d有一定的比例关系,对电弧螺柱焊d/δ=3~4,对电容放电螺柱焊和短周期螺柱焊这个比例可以达8~10。厚度3mm以下最好采用电容放电螺柱焊或短周期螺柱焊,而不要采用电弧螺柱焊。
3)对于碳钢、不锈钢及铝合金,电弧螺柱焊、电容放电螺柱焊及短周期螺柱焊都可以选用。但对铝合金、铜及涂层钢板薄板或异种金属材料螺柱焊最好选用电容放电螺柱焊。
4)对于电容放电螺柱焊为最佳焊接方法,电容放电螺柱焊三种焊接方法有共同的适用范围,应按以下原则选择:
①预接触式焊接方法仅适用于移动式设备,而且主要用于焊接碳钢和把碳钢螺柱焊到镀层钢板上。
②预留间隙式可用于手提式或固定式设备。用于焊接碳钢、不锈钢及铝合金,还可以焊接异种金属材料,但焊铝过程需用惰性气体保护。
③拉弧式焊接方法所焊接材料料和设备与预留间隙式相同,但螺柱可以不需特制凸台。这种方法最适于带自动送料系统的批量焊接。焊铝时需要惰性气体保护。
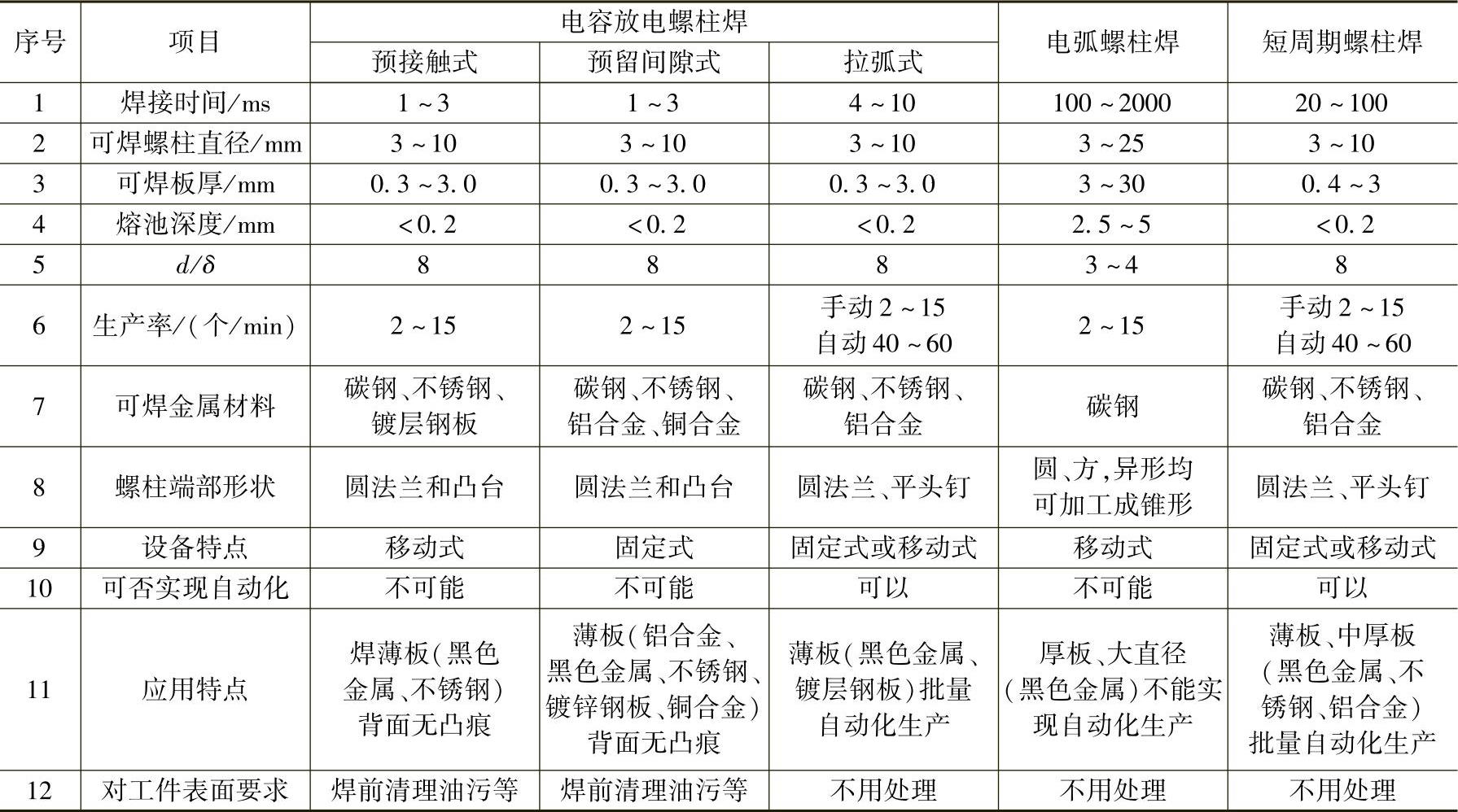
④对薄板(1.0mm以下)、要求接头背面设有凸痕的使用条件,只有预留间隙式及预接触式焊接可以进行。各种螺柱焊方法的分类与特点见表1-8-6。
表1-8-6 螺柱焊方法的分类与特点
有关焊接方法与过程控制基础的文章

对电容放电螺柱焊及短周期螺柱焊接头外观检验几乎没有意义,因为熔池极浅,接头是塑性连接,没有重结晶的焊缝。金相组织分析 只有电弧螺柱焊焊接接头有必要进行宏观接头金相组织分析,以检查熔合情况及裂纹等缺陷。电弧螺柱焊用的螺柱的长度必须考虑焊接过程产生的缩短量。......
2023-06-26

典型设备的技术参数 表2-4-11和表2-4-12是部分国内连续驱动摩擦焊机和混合式摩擦焊机的型号及技术指标,表2-4-13是部分国外厂家的设备型号及主要技术指标。表2-4-14是美国MIT公司惯性摩擦焊机的型号和技术指标。......
2023-06-26
TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2023-06-23

(二)CO2焊的焊接参数的选择主要的焊接参数有:焊丝直径、焊接电流、电弧电压、焊接速度、保护气体流量、焊丝伸出长度及电感值等。短路过渡CO2焊要求具有合适的短路电流上升速度,从而将缩径小桥控制在焊丝与熔滴之间,以保证爆破力将大部分熔滴金属过渡到熔池中。......
2023-06-23
图2-1 铸造碳钢焊接热影响区的最高硬度和碳含量的关系1.铸造低碳钢的焊接性碳及合金元素含量少,焊接性好,产生裂纹、气孔倾向小,焊前一般不需预热,焊接或补焊过程也不需要特殊的工艺措施,但在下列条件下焊接时,焊接性也会变差,需要采取特殊措施。3)焊前经调质处理的铸钢件,焊后在热影响区会出现回火软化,从而影响焊接接头的使用性能。......
2023-06-28
为保证一定的Uf,要求Uf随If增大而增大。根据生产经验规定Uf与If的关系为一缓升直线,把它作为规定负载特性,以便确定弧焊电源的If或Uf调节范围。1)焊条电弧焊和埋弧焊的负载特性。2)TIG焊和等离子弧焊的负载特性。通常要求如下:Ifmax/Ie≥1.0,Ifmin/Ie≤0.20。其中,Ie为额定焊接电流。在等速送丝MIG/MAG/CO2焊时,If主要由送丝速度决定,与电压无关。......
2023-06-25

(一)埋弧焊的焊接参数埋弧焊工艺参数有焊前准备、焊接电源种类和极性、焊接电流、电弧电压、焊接速度、焊丝和焊剂的成分与配合、焊丝伸出长度、焊丝倾角、焊丝与焊件的相对位置、焊剂颗粒、焊剂散堆高度和多丝焊的丝间距等。其中焊接材料的选用参见第四章,本节将重点介绍单丝埋弧焊工艺参数的选择及焊接操作技术。环缝埋弧焊时,为获得良好的成形焊道焊丝应逆焊件旋转方向移适当距离,使熔池凝固时刚好在水平位置。......
2023-06-23

相关推荐