对电容放电螺柱焊及短周期螺柱焊接头外观检验几乎没有意义,因为熔池极浅,接头是塑性连接,没有重结晶的焊缝。金相组织分析 只有电弧螺柱焊焊接接头有必要进行宏观接头金相组织分析,以检查熔合情况及裂纹等缺陷。电弧螺柱焊用的螺柱的长度必须考虑焊接过程产生的缩短量。......
2023-06-26
1.电弧螺柱焊工艺过程
电弧螺柱焊电弧的发生与焊条电弧焊时焊条的引弧原理是相同的,都是短路提升引弧。不同的是螺柱被夹持在焊枪的夹头上,操作者将螺柱放入焊枪的夹头里并套上套圈,使螺柱端与工件接触,如图1-8-26a所示。按下开关接通电源,焊枪中的电磁线圈通电使螺柱提升并随即引弧,电弧热使螺柱端和母材熔化,并由时间控制器控制燃弧时间,如图1-8-26b所示。在断弧的同时,线圈也断电,压紧弹簧加压使螺柱压入熔池,如图1-8-26c所示,冷却形成接头完成焊接。最后提起焊枪并移去套圈,如图1-8-26d所示。

图1-8-26 电弧螺柱焊接过程示意图
a)套上套圈,短路定位 b)螺柱提升,电弧引燃,熔池形成 c)落钉 d)接头形成,焊接结束
2.电弧螺柱焊设备
电弧螺柱焊的全套设备如图1-8-27所示,由弧焊电源、控制系统、焊枪三大部分组成。
(1)弧焊电源 电弧螺柱焊对弧焊电源的要求如下。
1)为了得到稳定的电弧,需使用直流弧焊电源。
2)具有较高的空载电压,为70~100V。
3)具有陡降外特性。
4)能在短时间内输出大电流并迅速达到设定值。
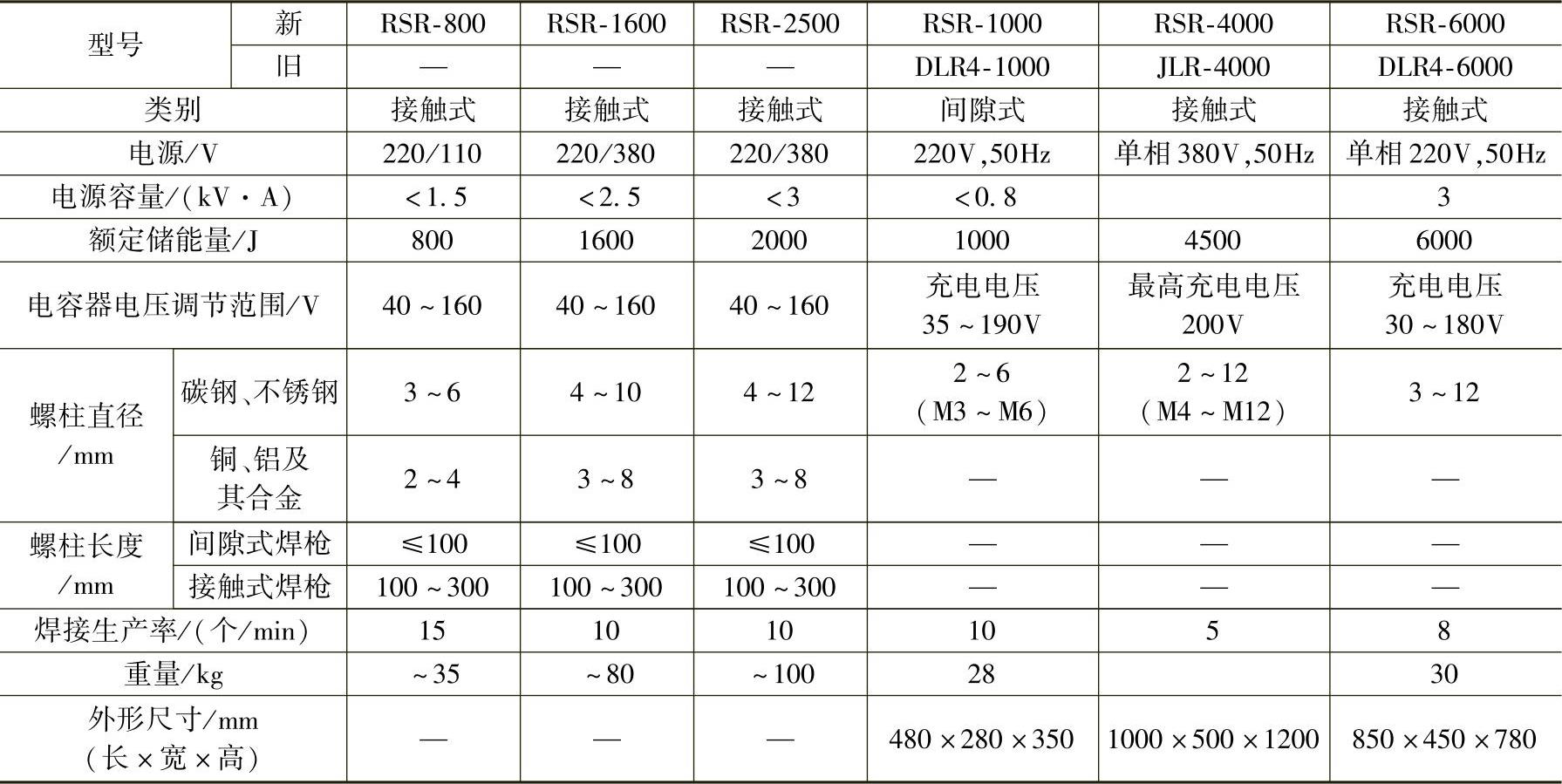
一般的焊条电弧焊电源配备一个控制箱,以进行电流的通断、引弧和燃弧时间的控制就可以使用。药皮焊条电弧焊焊接电流按焊条直径的30~50倍来选择,而电弧螺柱焊却要按螺柱直径的50~100倍来确定,所以螺柱焊电流要比普通焊条电弧焊电流大很多,一般均采用专用设备,只有在小直径螺柱焊时才使用焊条电弧焊的电源或两台并联使用。表1-8-2列出部分国产电弧螺柱焊机及其技术数据。
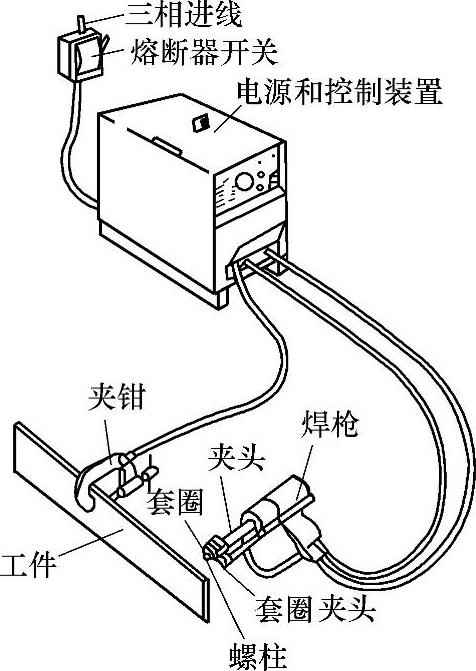
图1-8-27 电弧螺柱焊设备
表1-8-2 国产电弧螺柱焊机及其技术数据

(续)

(2)控制系统 电弧螺柱焊与焊条电弧焊的不同之处是焊接时没有空载过程,短路预压、引弧焊接、螺柱下落及通电维持四个动作是由控制系统焊前设定并且由焊枪自动完成的。螺柱焊输出电压、电流及螺柱位移时序图,如图1-8-28所示。电弧螺柱焊的控制系统一般和弧焊电源装在一个箱体内。
(3)焊枪 焊枪是螺柱焊设备的执行机构,电弧螺柱焊枪有手持式和固定式两种,其工作原理相同。手持式焊枪应用较为普遍与方便,图1-8-29所示为其中的一种结构,固定式是为特定产品专门设计的,被固定在支架上,在一定工位上完成螺柱焊接。

图1-8-28 电弧螺柱焊焊接过程
电流、电压、螺柱位移时序图
(1)—短路通电 (2)—提升 (3)—电弧正常燃烧 (4)—落钉 (5)—有电顶锻 (6)—焊接结束
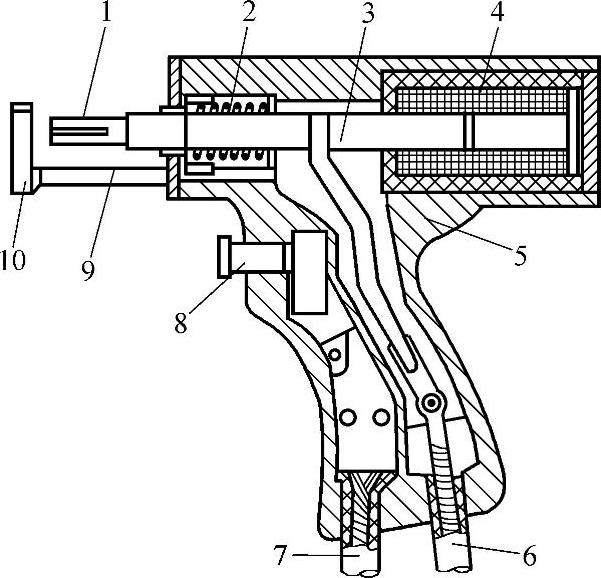
图1-8-29 电弧螺柱焊枪结构
1—夹头 2—弹簧 3—铁心 4—电磁线圈 5—枪体 6—焊接电缆 7—控制电线 8—按钮 9—支架 10—脚盖
焊枪机械部分由夹持机构、电磁提升机构及弹簧加压机构三部分组成。如果采用氩气保护,还应有气体喷嘴及气路。电气部分由焊接开关、电磁铁及焊接电缆组成。焊枪上的可调参数有螺柱提升高度、螺柱外伸长度和螺柱与套圈夹头的同轴度等。
3.电容放电螺柱焊工艺过程
以充于电容器中的电能瞬时放电产生的电弧热来连接螺柱与工件的方法称为电容放电螺柱焊。由于焊前电能已储存在电容器内,故又称电容储能螺柱焊。根据引燃电弧的方式不同,有预接触式、预留间隙式和拉弧式3种焊接方法。
(1)预接触式电容放电螺柱焊 这种焊接方法过程示意图如图1-8-30所示。螺柱待焊端须设计有小凸台,焊接时先将螺柱对准工件,使小凸台与工件接触(见图1-8-30a),然后施压使螺柱推向工件。同时电容放电,大电流流经小凸台。因电流密度很大,凸台瞬间被熔化汽化而产生电弧(见图1-8-30b),在电弧燃烧过程中,工件待焊表面被加热熔化,这时由于压力一直存在,故螺柱向工件移动(见图1-8-30c),待柱端与工件接触,电弧熄灭,即形成焊缝(见图1-8-30d)。整个焊接过程的特点是先接触后通电,加压在通电之前。

图1-8-30 预接触式电容放电螺柱焊接过程示意图
(2)预留间隙式电容放电螺柱焊 这种焊接方法螺柱的待焊端也须设计有小凸台,焊接时螺柱对准工件,但不接触,两者之间留有间隙(见图1-8-31a)。然后通电,在间隙间加入了电容器充电电压(空载电压),同时螺柱脱扣,在弹簧、重力或气缸推力作用下移向工件。当螺柱与工件接触瞬间,电容器立即放电(见图1-8-31b),大电流使小凸台熔化而引燃电弧,电弧使两待焊面熔化(见图1-8-31c),最后螺柱插入工件,电弧熄灭而完成焊接(见图1-8-31d)。此螺柱焊接过程的特点是留间隙,先通电后接触放电加压,完成焊接。
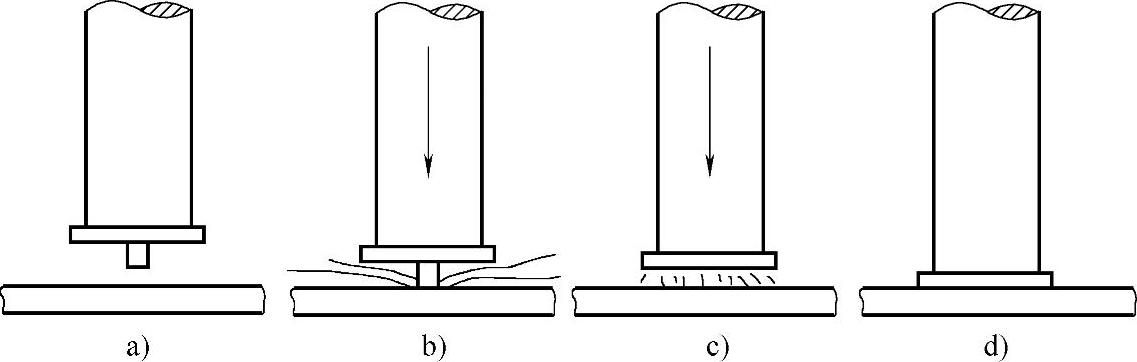
图1-8-31 预留间隙式电容放电螺柱焊过程示意图
(3)拉弧式电容放电螺柱焊 这种焊接方法螺柱待焊端不需设计小凸台,但需加工成锥形或略呈球面。引弧的方法与电弧螺柱焊相同,需由电子控制器按程序操作,其焊枪与电弧螺柱焊枪相似。本系统中给电弧供电的电源,由电流较小的起辅助作用的普通整流电源和由电容器组提供的电容储能主电源两个支路并联而成。焊接时,先将螺柱在工件上定位并使之接触(见图1-8-32a),按动焊枪开关,接通焊接回路和焊枪体内的电磁线圈;线圈起作用就把螺柱拉离工件,辅助电源提供的小电流使它们之间引燃小电流电弧(见图1-8-32b)。当提升线圈断电时,电容器组通过电弧放电,大电流将螺柱和工件待焊面熔化,螺柱在弹簧或气缸力作用下返回向工件移动(见图1-8-32c),当插入工件时电弧熄灭,完成焊接(见图1-8-32d)。此法的特征是接触后拉起引弧,再电容放电完成焊接。
4.电容放电螺柱焊设备
电容放电螺柱焊的设备主要是由电源、控制器和焊枪三者组成。电源和控制器常装成一体,有手提式和固定式两种。如图1-8-33所示为手提式电容放电螺柱焊设备示意图。
(1)电源 电容放电螺柱焊机的电源主要由储能的电容器组和为电容器充电的装置组成,通常是根据最大储存能量(J)进行专门设计,充电装置以小功率取自网路能量储藏于储能电容器组中。电容器的电容量在20000~200000μF的范围,电容器组的充电电压不超过200V。为加快充电速度,输入电源电压为单相或三相的220V或380V。国产电容(储能)放电螺柱焊机及其技术数据见表1-8-3。
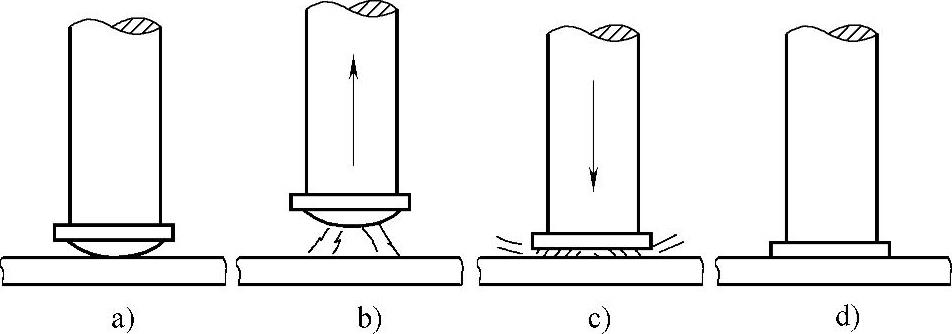
图1-8-32 拉弧式电容放电螺柱焊
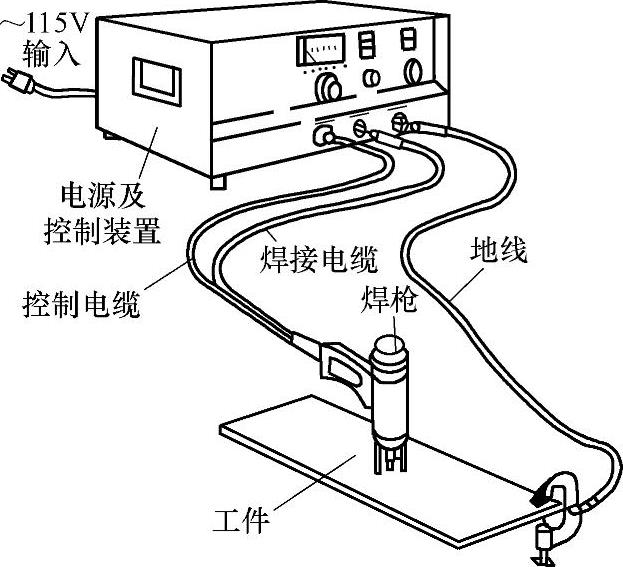
图1-8-33 手提式电容放电螺柱焊设备示意图
表1-8-3 国产电容(储能)放电螺柱焊机及其技术数据
(2)焊枪 有手持式和固定式两种类型。由于电容放电螺柱焊三种焊接方法的程序不同,因而焊枪内部结构各异。
预接触式焊枪结构简单,由螺柱夹持机构和将螺柱压入熔池的弹簧压下机构组成;预留间隙式焊枪则需增加提升螺柱的机构,通常是采用电磁线圈,施焊前线圈起作用使螺柱悬在工件上方,施焊时,线圈断电,由弹簧使螺柱移向工件;拉弧式焊枪的结构与电弧螺柱焊枪类似。拉弧式手持电容放电螺柱焊枪结构示意图如图1-8-34所示。
5.短周期螺柱焊焊接过程
短周期螺柱焊是普通电弧螺柱焊的一种特殊形式。其焊接过程也是由短路—提升—焊接—落钉—有电顶锻几个过程组成,焊接时间只有电弧螺柱焊的1/10到几十分之一,所以称为短周期或短时间螺柱焊。具体分为如下过程。
1)螺柱下落与工件定位短路。起动焊枪开关,螺柱与工件间通电。
2)螺柱提升,引燃小电弧,此时电弧电流为Ip,小电弧清理螺柱端部与工件表面。
3)延时数十毫秒后大电流自动接通,焊接电弧发生,工件形成熔池,螺柱端部形成熔化层。
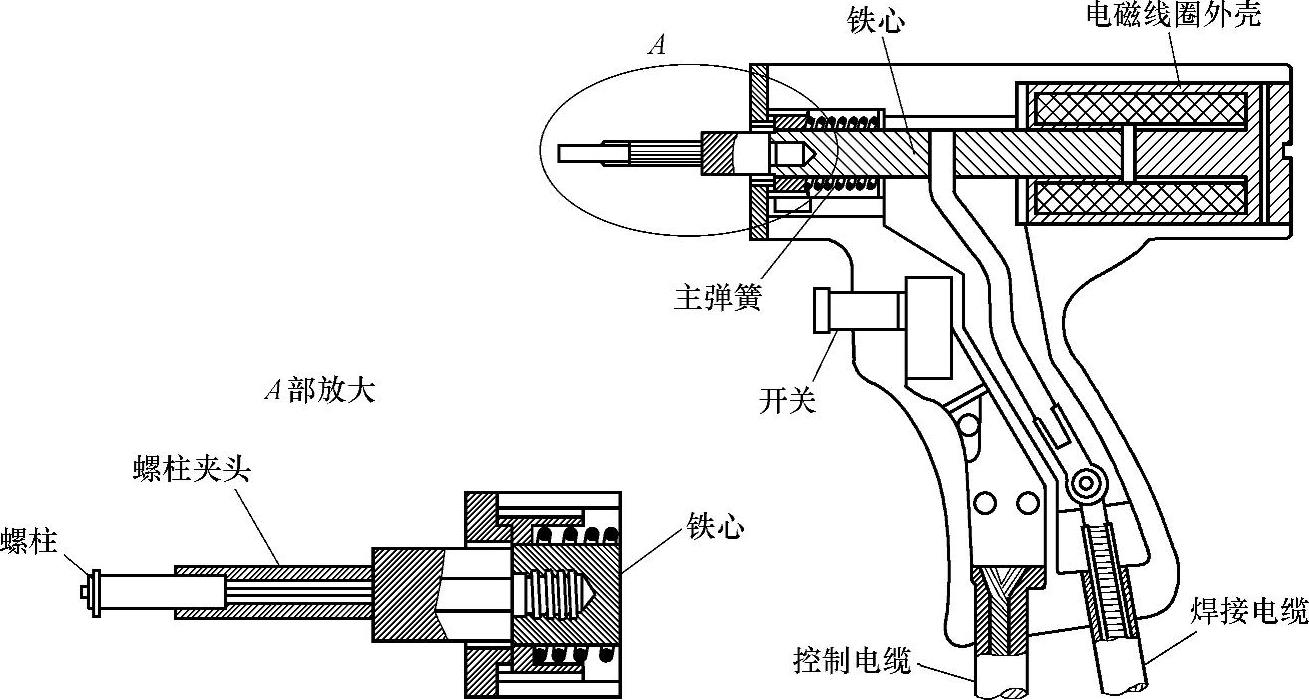
图1-8-34 电容储能螺柱焊枪
4)螺钉、螺柱端部浸入熔池,电弧熄灭。同时焊枪的电磁铁释放弹簧压力在螺柱上。
5)接头形成,焊接结束。整个焊接过程不超过100ms。
6.短周期螺柱焊焊接设备
短周期螺柱焊成套设备包括电源、控制装置、送料机及焊枪,其中电源和控制装置是装在同一箱体内。短周期螺柱焊电源可以是整流器、电容器组,也可以是逆变器。一般情况下是两个电源并联分别为先导电弧及焊接电弧供电。只有逆变器作电源时可以采用一个电源。经过调制为电弧分别提供先导电流与焊接电流。图1-8-35是两个整流器组成的螺柱焊电源。整流器ZL2为螺柱提供先导电流Ip,ZL1为螺柱提供焊接电流Iw,输出图1-8-36所示的电流电压波形。
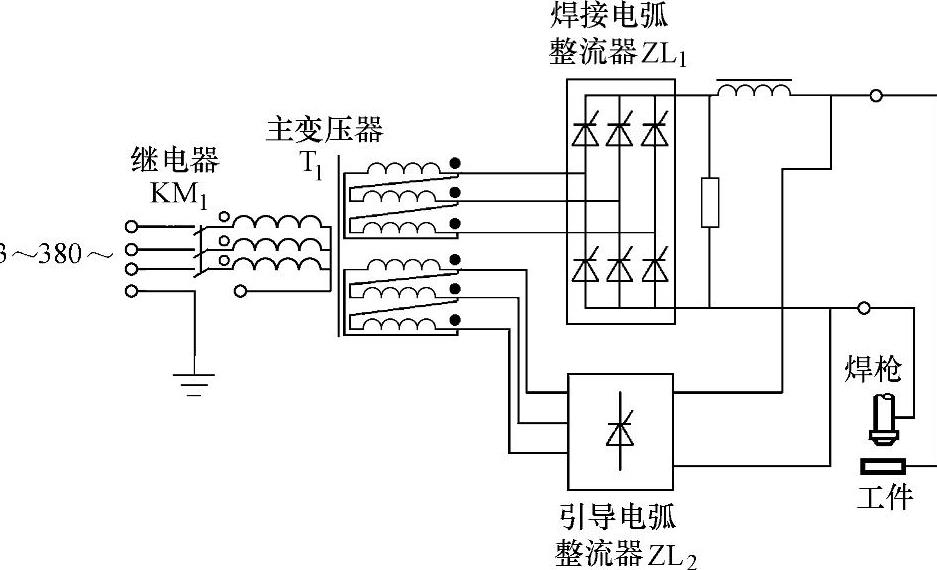
图1-8-35 两个整流器供电的螺柱焊电源
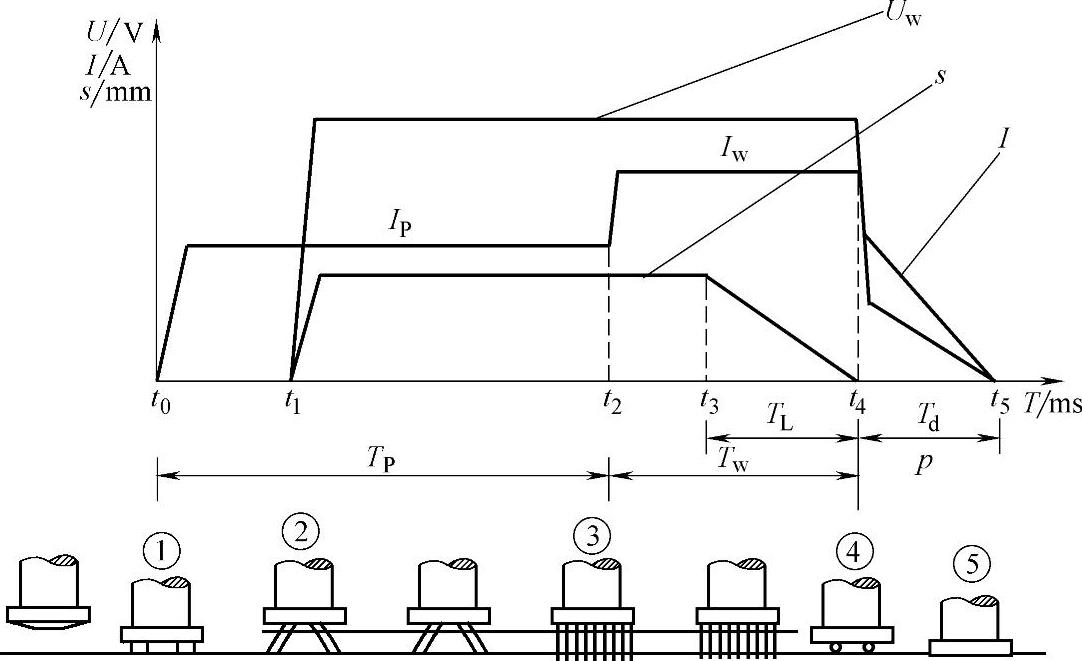
图1-8-36 短周期螺柱焊工作循环图
IW—焊接电流 (A)UW—电弧电压 (V)TW—焊接时间(ms)Td—有电顶锻阶段(ms)IP—先导电流(A) s—螺柱位移(mm) TP—先导电弧时间(ms) TL—落钉时间(ms) p—焊枪中弹簧对螺柱压力(N)
有关焊接方法与过程控制基础的文章

对电容放电螺柱焊及短周期螺柱焊接头外观检验几乎没有意义,因为熔池极浅,接头是塑性连接,没有重结晶的焊缝。金相组织分析 只有电弧螺柱焊焊接接头有必要进行宏观接头金相组织分析,以检查熔合情况及裂纹等缺陷。电弧螺柱焊用的螺柱的长度必须考虑焊接过程产生的缩短量。......
2023-06-26

电容放电螺柱焊、电弧螺柱焊及短周期螺柱焊三类焊接方法的选择和应用既有共同之处又有各自最佳的应用范围。但对铝合金、铜及涂层钢板薄板或异种金属材料螺柱焊最好选用电容放电螺柱焊。4)对于电容放电螺柱焊为最佳焊接方法,电容放电螺柱焊三种焊接方法有共同的适用范围,应按以下原则选择:①预接触式焊接方法仅适用于移动式设备,而且主要用于焊接碳钢和把碳钢螺柱焊到镀层钢板上。表1-8-6 螺柱焊方法的分类与特点......
2023-06-26

焊条电弧焊设备主要包括弧焊电源及常用工具。选择焊条电弧焊弧焊电源应考虑以下因素:1)所要求的焊接电流的种类。并保证更换焊条安全方便、操作灵活。......
2023-06-23
(一)MIG焊熔滴过渡形式的选择MIG焊可采用短路过渡、喷射过渡、脉冲射流过渡和大电流过渡(潜弧焊)等形式,短路过渡与喷射过渡的界限与焊丝材质、直径、伸出长度及保护气体种类有一定关系。低碳钢熔化极氩弧焊不同熔滴过渡的电流范围见表3-35。焊接电流是最重要的焊接参数,应根据工件厚度、焊接位置、焊丝直径及熔滴过渡形式来选择。......
2023-06-23

单丝高速埋弧焊是在普通单丝埋弧焊的基础上,通过提高焊接电流和焊车/行走机构的行走速度来实现的。图1-4-45 焊缝成形(一)单丝高速埋弧焊焊缝成形的好坏,很大程度取决于焊缝所获得的热输入的大小及稳定程度。埋弧焊热效率η较高,可达85%以上。单丝高速埋弧焊可采用单面焊接双面成形工艺,常常用在锅炉、压力容器以及其他金属构件制造中。......
2023-06-25

CO2激光能量转换率约为10%左右,输出功率大,目前常用功率为2~5kW,国外已用100kW的CO2激光焊机进行焊接。图7-105为灯泵浦固体激光器示意图。光学谐振腔除了提供光学正反馈维持激光持续振荡以形成受......
2023-07-02

典型设备的技术参数 表2-4-11和表2-4-12是部分国内连续驱动摩擦焊机和混合式摩擦焊机的型号及技术指标,表2-4-13是部分国外厂家的设备型号及主要技术指标。表2-4-14是美国MIT公司惯性摩擦焊机的型号和技术指标。......
2023-06-26

相关推荐