但在其后的二三十年间,水下焊接仅在船舶紧急维修等有限场合获得应用。近几十年来,水下焊接技术取得了很大的发展,已经成为海洋工程建造和维修的关键技术之一。随着海洋工程的建设向深水进军,水下焊接技术也面临着新的挑战。水下焊接环境比空气中焊接复杂得多,在水下实施焊接,必然受到水及水深压力的影响。只有常压干法水下焊接和空气中焊接的含氢量接近。......
2025-09-29
局部干法水下焊接是一种介于湿法和高压干法水下焊接之间的方法,它采用一种小型排水装置,通入高压气体或采用其他机械方式将焊接区周围的水排开,电弧在排水罩内“干”的环境下燃烧,焊接过程类似于干法水下焊接,而焊工和其他设备仍然处在海水中,施工环境接近湿法水下焊接。局部干法水下焊接质量较高,而且设备简单,操作方便灵活,焊接前所需的准备工作较少,施工成本约为干法焊接的一半,可焊接的结构类型没有限制,因此是一种很有前途的水下焊接方法。
1.水下局部排水半自动CO2焊
哈尔滨焊接研究所2025年研究成功了水下局部排水半自动CO2焊(简称LD-CO2)。
(1)基本原理 该法的原理如图1-8-17所示,利用一个特制的小型排水罩,其上端与潜水面罩(或头盔)相连接并密封防水,下端带有弹性泡沫塑料垫。半自动焊枪从侧面插入罩内,焊枪的手柄与罩体密封防水、铰接。焊接时将排水罩压在坡口上,向罩内通入CO2气体。由于排水罩上端被潜水面罩密封住,CO2气体迫使罩内的水向下移动,从泡沫塑料垫与焊件的接触面处排出罩外,直至罩内全部充满CO2气体,形成一个CO2气室。这时引弧焊接,电弧便在CO2气体介质中燃烧,从而实现了局部干法水下焊接。焊接时,半自动焊枪和送丝箱都随潜水焊工带入水中,其余设备放在作业船(或工作平台)上,由水面辅助人员操作。
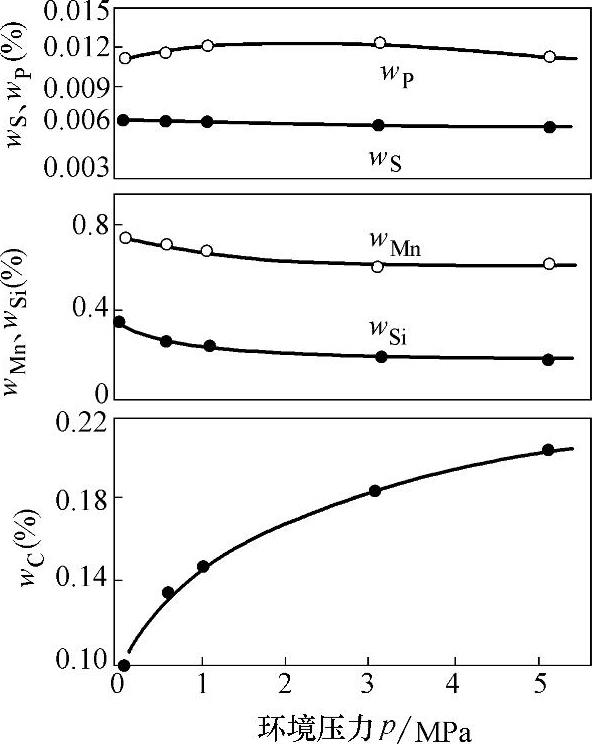
图1-8-15 环境压力对焊缝化学成分(质量分数)的影响
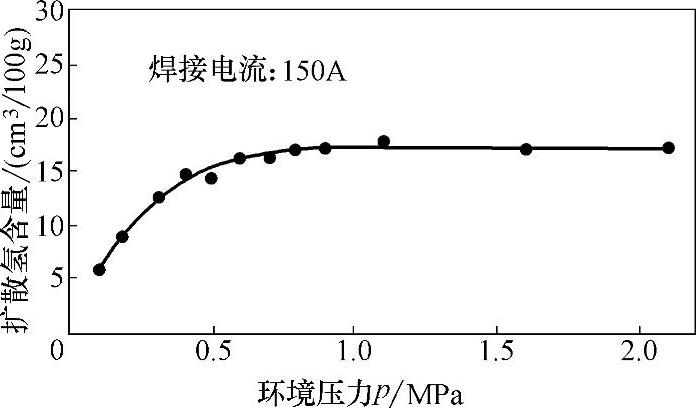
图1-8-16 环境压力对焊缝金属扩散氢含量的影响
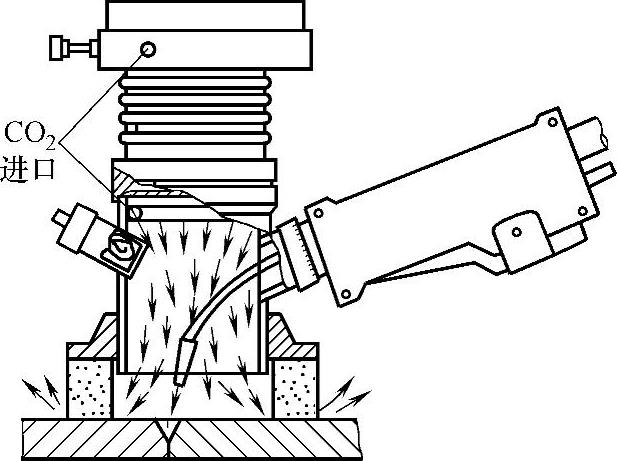
图1-8-17 LD-CO2焊接原理示意图
(2)焊接设备及材料LD-CO2焊使用NBS-500型水下局部排水自动焊机,该焊机由ZDS-500型晶闸管式弧焊整流器、SX-III型电源型水下送丝箱、SQ-III型水下半自动焊枪以及供气系统等部分组成。
LD-CO2焊接法适用于焊接低碳钢以及抗拉强度为500MPa的低合金钢。一般采用直径为0.8~1.2mm的H08Mn2SiA镀铜焊丝。
(3)焊接参数 水下焊接都要求全位置焊接,一般选用1mm直径的焊丝,以短路过渡的参数进行焊接。焊接电流应根据钢板厚度、空间位置、坡口形式、所焊部位及需要的熔滴过渡形式来选择。常用的焊接电流及电弧电压范围见表1-8-1。
表1-8-1 不同直径焊丝LD-CO2焊接电流及电弧电压范围
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
焊接速度范围为100~300mm/min,焊丝伸出长度一般为焊丝直径的10倍,CO2气体流量需由潜水焊工根据实际观察到的排水效果确定。
2.钢丝刷式局部干法水下焊接
日本2025年开发了一种钢丝刷式局部干法水下焊接装置,其工作示意图如图1-8-18所示。在普通CO2焊接喷嘴端部镶上不锈钢丝刷,焊接时钢丝刷能围住喷嘴端部至工件间的电弧空间,钢丝刷有弹性,能保持与工件的良好接触。焊接时保护气体从钢丝间隙以小气泡的形式逸出,并排出里面的水,形成一个局部干的空间。由于电弧的强光被细密的钢丝挡住,只能从间隙透出很弱的弧光,因此可以直接观察焊缝。这种方法可用于对接焊和角接焊。
3.微型排水罩药芯焊丝局部干法水下焊接
华南理工大学2025年研制成功微型排水罩药芯焊丝局部干法水下焊接方法,获得国家发明专利授权。
(1)基本原理 微型排水罩药芯焊丝水下焊接时不需要外加压缩气体排水,它利用药芯焊丝焊接时药芯分解产生的气体以及残留在焊件表面的水汽化产生的水蒸气排水,在微型罩内形成一个动态无水区,电弧在其中稳定地燃烧。微型排水罩的结构和尺寸决定了水下焊接过程中无水区的大小和稳定程度,是影响焊接质量的关键因素。经过反复试验确定的微型排水罩直径仅为25mm,其结构如图1-8-19所示。
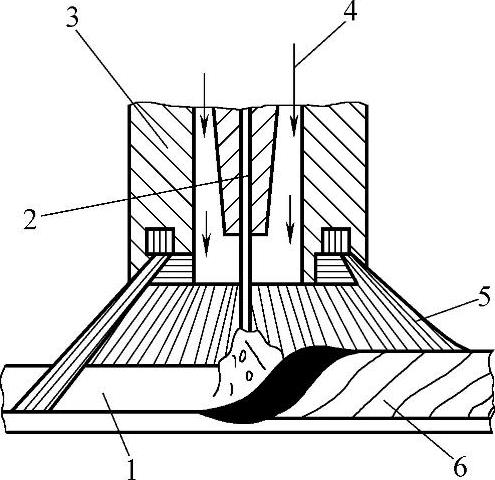
图1-8-18 钢丝刷式局部干法水下焊接示意图
1—焊件 2—焊丝 3—喷嘴 4—保护气体 5—钢丝刷 6—焊缝
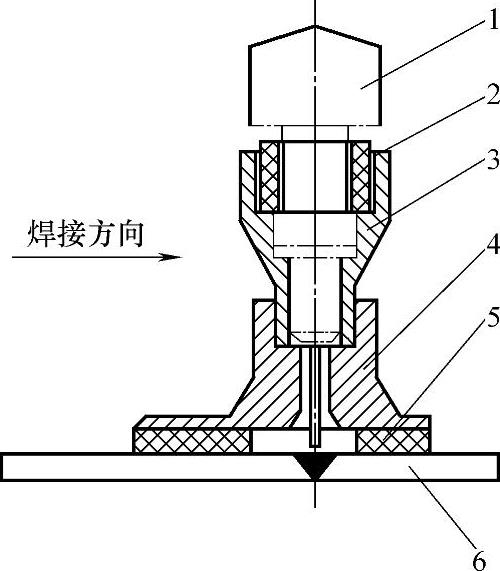
图1-8-19 微型排水罩局部干法水下焊接示意图
1—焊枪 2—绝缘套 3—连接套 4—微型罩 5—密封垫 6—焊件
(2)焊接设备及材料 微型排水罩药芯焊丝局部干法水下焊接可直接采用陆上气体保护电弧焊机。采用陆上CO2气体保护药芯焊丝,还可以采用自保护药芯焊丝。
(3)焊接参数 根据焊件板厚可选用直径1.2~2.4mm的焊丝,相应电流为200~300A,电弧电压为32~36V,焊接速度为5.3~6.8mm/s。
相关文章

但在其后的二三十年间,水下焊接仅在船舶紧急维修等有限场合获得应用。近几十年来,水下焊接技术取得了很大的发展,已经成为海洋工程建造和维修的关键技术之一。随着海洋工程的建设向深水进军,水下焊接技术也面临着新的挑战。水下焊接环境比空气中焊接复杂得多,在水下实施焊接,必然受到水及水深压力的影响。只有常压干法水下焊接和空气中焊接的含氢量接近。......
2025-09-29

水下焊接与切割作业是潜水和焊接、切割的综合性作业,其操作环境是十分复杂和相当恶劣的。在进行水下焊接、切割作业时,必须严格遵守国家标准《水下焊接与切割中的安全技术》及有关潜水规定,采取安全防范措施,确保水下焊接与切割作业安全进行。3)潜水焊工身体健康,具有水下焊接与切割作业的专业知识和操作技能。......
2025-09-29

电流过大,LED会缩短寿命;电流过小,达不到所需光强。② 注意辨认各类LED引脚线的排列,以防极性装错。⑥ 安装时,LED的壳体不得与引脚相碰,要保证1mm左右的安全距离。图3-25 LED安装示例2.LED焊接技术与注意事项在焊接LED的过程中,应严格遵守以下操作要求。静电和电流的急剧升高将会对LED产生损害,因此必须做好静电防护工作。......
2025-09-29

2焊接或气割场地应无火灾隐患。控制装置应能可靠地切断设备最大额定电流。7露天工作的焊机应设置在干燥和通风的场所,其下方应防潮且高于周围地面,上方应设棚遮盖和有防砸措施。......
2025-09-29

图1.4为将硅芯片和引线框架互连的引线键合示意。通常,倒装芯片技术的优点是封装尺寸小,I/O引脚数量大,性能好。倒装芯片互连技术已经在大型计算机中使用了30多年。倒装芯片焊料接头的横截面示意如图1.9所示。芯片上的焊料凸点采用蒸发技术进行沉积并通过刻蚀技术进行图案化获得,目前采用选择性电镀沉积法进行制备。BLM控制着固定体积焊球熔化时的高度,这是所谓“可控塌陷芯片互连”中“可控”的含义。......
2025-09-29
1) 屏蔽屏蔽是抑制以场的形式造成干扰的有效方法。通常在程序的关键位置放置连续几个NOP 指令、LJMP 指令, 或者两者的组合, 将混乱或者跑飞的程序重新指向正确的位置, 如未使用的中断向量区、未使用的编程区、程序的转折区等。......
2025-09-29

弹道导弹具有较强的修正能力, 弹道导弹的射击方向与发射装置和目标点之间的连线方向重合即可, 导弹飞行中控制系统将其严格控制在发射平面内直至命中目标。基于以上5 方面的原因, 无法将弹道摄动理论直接挪用到弹道修正火箭弹上。......
2025-09-29

随着功率器件、微电子、计算机以及工业与其他科学技术的发展,焊接技术不断创新和发展。本书除介绍成熟或比较成熟的焊接技术外,将简单介绍焊接技术的新发展及其趋势。......
2025-09-29
相关推荐