
2.钢丝刷式局部干法水下焊接日本1979年开发了一种钢丝刷式局部干法水下焊接装置,其工作示意图如图1-8-18所示。......
2023-06-26
干法水下焊接是通过建造一个容器作为焊接舱安装在工作现场,然后将其中的水完全排开后进行焊接,又可分为高压干法和常压干法。干法焊接排除了水对焊接过程的影响,因此焊接质量好。但干法焊接也存在以下局限:
1)水下焊接舱结构复杂,需根据被焊结构定制,制造成本昂贵,施工时水下安装困难,水面支持队伍庞大,施工周期长,成本很高。
2)水下焊接舱往往受到工程结构的形状、尺寸和位置的限制,有一定局限性,主要用于管线等简单结构的焊接。
常压干法的焊接舱是密闭的,如图1-8-9a所示。排开水后舱内压力为一个标准大气压,舱外为水深压力,舱内外的压力差依靠舱壁材料和结构来承受,因此对焊接舱的设计和建造要求很高。虽然常压干法的焊接环境与空气中焊接一样,可以直接采用空气中焊接的材料和工艺,焊接质量也最好。但由于焊接舱在结构上的密封性和舱内压力的稳定性很难保证,在实际施工中很少采用常压干法焊接系统。
高压干法焊接是将水下高压焊接舱安装在待焊部位,高压舱的底部是敞开或密闭的,如图1-8-9b所示。通入压力高于水压的高压气体将舱内的水排开,焊接时焊工和焊接区均处于干的高压环境中。焊接舱通常采用钢结构建造,其结构形状和大小需与待焊部位的结构特征与尺寸匹配。舱的浮力平衡依靠压舱物或将焊接舱机械地固定在待焊结构上。
目前,高压干法焊接技术是国内外海洋工程主要结构和管道修复中使用最广泛的技术,本节主要介绍高压干法水下焊接。
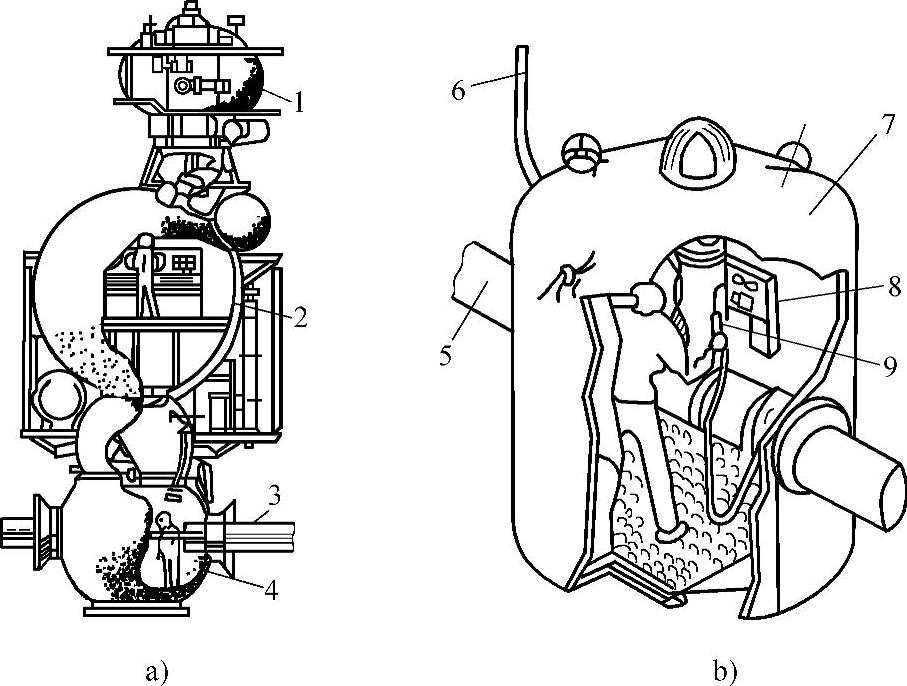
图1-8-9 干法焊下焊接示意图
a)常压干法水下焊接示意图 b)高压干法水下焊接示意图
1—人员进出室 2—设备及人员供应室 3—待焊管道 4—焊接室 5—工件 6—电缆 7—干室 8—焊接设备 9—焊枪
1.舱内气体
空气成本低而且随时随地可以得到,只需将其压缩至适当的压力就可以使用。但是空气的氧含量高达20%(体积分数),当舱内压力超过几个大气压时,舱内物体的可燃性会显著增加。此外,焊接时需要保护焊接熔池避免与空气中的氧和氮接触,而在高压环境下这是很难保证的。因此,在浅水区域,空气可作为压缩排水气体,但在深水区域则不适合。
氩气供应方便,热导率比氦气低,可以降低焊接金属冷却速度。但是,在高压环境下,氩气对潜水焊工有麻醉作用。所以,在有人操作的情况下不使用氩气,而对于无人操作的自动焊接环境,可采用氩气作为舱内气体。
氦气比氩气成本高得多。潜水员饱和潜水常用的潜水气体是氦氧混合气,因此可采用与此相似的混合气体作为有人操作的舱内气体。由于氦氧混合气体中氧含量低,不会增加可燃性,而且这种混合气体对潜水焊工无害。其主要问题是氦气的热导率高,将增加焊缝金属的冷却速度。
2.焊接电弧
高压干法水下焊接时,随着水深增加焊接环境压力相应增加,对电弧的冷却作用也随之增大,所以高压焊接电弧的稳定性、电弧形态及电弧特性等与陆上常压焊接电弧不同。
(1)电弧稳定性 随着环境压力增加,高压TIG焊的电弧稳定性降低,其具体表现是电弧围绕钨极根部随机波动。对于熔化极气体保护焊,随着压力增加,断弧时间百分数增大,电弧稳定性逐渐变差。
焊接电源外特性也对电弧稳定性有重要影响。高压焊接时,希望采用恒流或接近恒流特性的焊接电源,同时具有电压反馈控制弧长。恒压焊接电源不适合实心或药芯焊丝高压干法焊接。在较高的压力下,任何电压波动,都会引起电流的剧烈变化,进而破坏电弧稳定性。

图1-8-10 不同压力下氩气中的焊接电弧形态
(2)电弧形态 如图1-8-10所示,采用氩气保护的常压熔化极气体保护焊,电弧阴极根部分布在宽广的氧化层表面上。而随着压力增加,焊接电弧的弧柱缩小而弧光强烈地增加,焊丝上的弧根也集中到焊丝顶端处,使焊丝端部成为钝角,同时可以看到阴极斑点在工件上剧烈地晃动。在高压气氛中,弧柱的电位梯度升高,阴极斑点总是较窄地分布在焊件表面上,以维持最小的电弧电压。
(3)电弧特性 环境压力对钨极惰性气体保护焊(GTAW)的焊接电弧特性的影响如图1-8-11所示。在0.1MPa的压力下,If-Uf曲线为下降曲线。但当压力超过2.1MPa时,在Ar环境气氛中的If-Uf曲线为上升特性,在He环境中,小电流时是下降特性,大电流时是上升特性。电弧电压Uf是随弧长和环境压力的增加而增加的。理论上,电场强度与绝对压力的平方根成正比,见式(1-8-3)。

式中 Uf——电弧电压,单位为V;
E——常压下的电场强度,单位为V/mm;
p——绝对压力,单位为bar,1bar=0.1MPa;
l——弧长,单位为mm。
熔化极气体保护焊也存在同样的规律。随着焊接环境压力的增加,电弧电压升高。工作电压增加的根本原因是高压环境吸热能力的增加,即额外的能量需求导致电弧电压增加。电弧外部区域更容易损失热量,可以通过减少电弧直径来降低热量损失,此时,工作电流电弧交叉区域减少,电流密度、电离水平和工作温度增加。
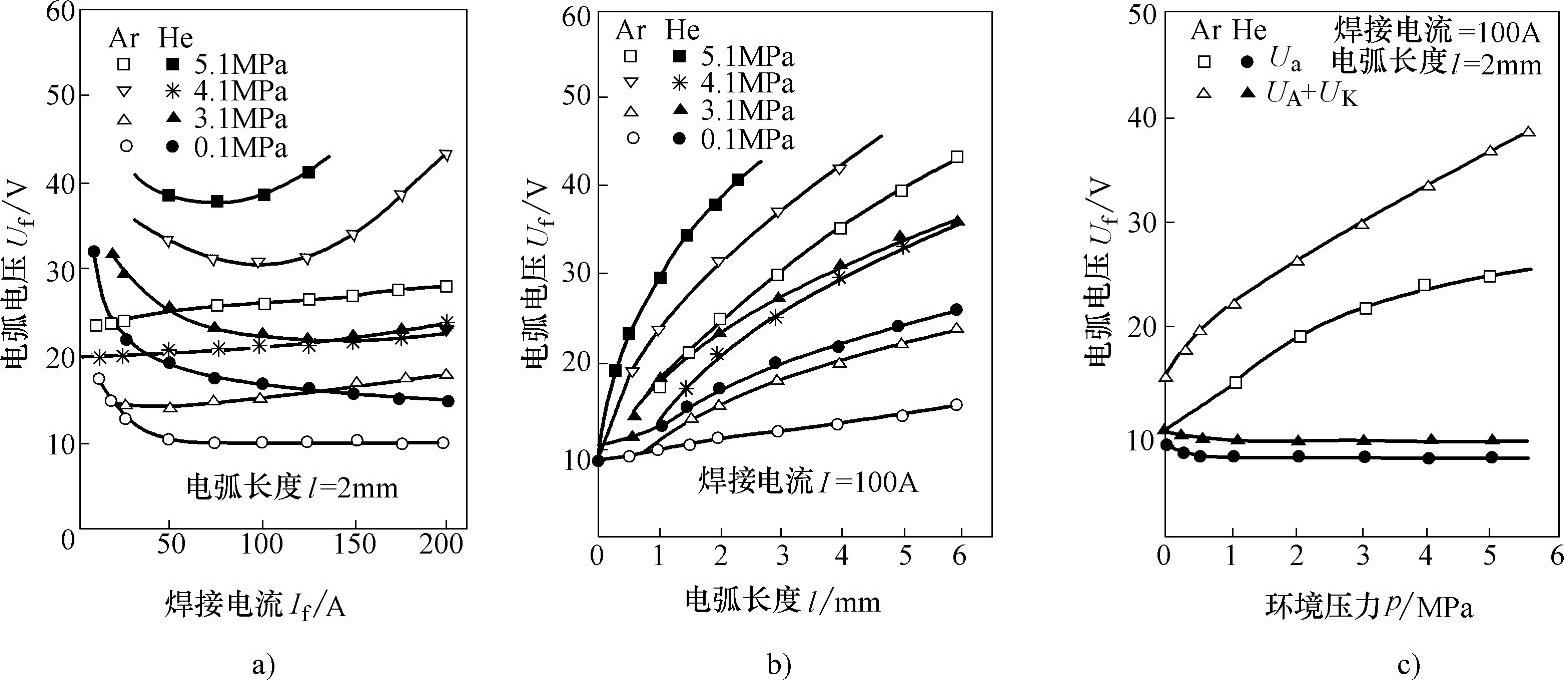
图1-8-11 钨极惰性气体保护焊时环境压力对电弧特性的影响
a)不同压力下焊接电流与电弧电压的关系 b)不同压力下电弧长度与电弧电压的关系 c)环境压力与电弧电压的关系
(4)电弧温度 水下干法焊条电弧焊时,随着焊接水深增加,电弧温度升高。这是因为随着环境压力增大,电弧收缩程度增加,在焊接电流和弧长一定的条件下,电弧热功率有所增加。但随着焊接水深的进一步增大,电弧温度的上升趋势变缓。
3.焊接方法
高压干法水下焊接采用的焊接方法主要有焊条电弧焊(MMAW)、钨极惰性气体保护焊(TIG)及熔化极气体保护焊(MIG)等。
(1)焊条电弧焊 高压焊条电弧焊工艺和设备简单,是最为广泛使用的焊接方法。该方法的主要缺点是易产生氢致冷裂纹,要严格控制焊接参数,正确存放、处理和使用焊条。一般情况下,水深超过200m时,电弧电压需要从约20V上升到25~27V。在水深超过60m时,对于直流正接法,焊条燃烧效率可以提高50%左右。图1-8-12所示为压力对焊条和母材熔化金属体积的影响。空气中焊接时,熔敷金属体积与母材熔化体积的比值约为2∶1,而在20~30m水深时,该比值就显著地升高至5∶1或6∶1。这说明高压下焊条的熔敷金属体积比母材熔化的体积多得多,焊接时不容易控制熔池,为此,通常的做法是减小焊接电流和焊条直径。
(2)钨极惰性气体保护焊 由于TIG焊简单易行,电弧可以在没有金属熔敷的情况下长时间燃烧,在管道打底焊、填充焊、盖面焊以及回火处理焊道等场合得到了较广泛的应用。在密闭高压环境下,高频放电的引弧方式不能满足安全的要求,更多地采用电极击打工件碳衬的方式引弧。压力对TIG焊效率影响较大,0.1MPa时TIG焊效率约为90%,而压力为0.6MPa时下降为70%,压力为0.8MPa时又提高到75%,压力继续增大,焊接效率基本保持恒定,如图1-8-13所示。

图1-8-12 压力对MMA焊熔敷金属的影响
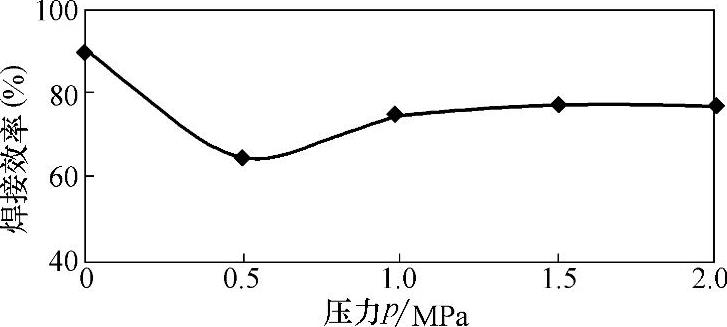
图1-8-13 压力对TIG焊接效率的影响
(3)熔化极气体保护焊 高压干法水下焊接时,采用实心焊丝无法进行全位置焊接。由于海洋工程结构通常采用较厚的钢板,而且浸在水中,焊接时热量损失很大,经常出现焊缝未熔合缺陷,高压下很少使用实心焊丝气体保护焊。
针对实心焊丝的局限性,人们发展了药芯焊丝。高压下焊接用的药芯焊丝中可以添加稳弧剂,也可以添加能够形成熔渣的材料以稳定熔池,还可以添加放热的化合物以向焊接熔池提供额外的能量。Oerlikon公司开发了一种细直径(1mm)的药芯焊丝,可以在400m水深处获得优质焊缝。
4.焊接冶金
环境压力对高压干法水下焊接的化学冶金反应有强烈的影响。从热力学的角度看,压力增加,有利于气体溶入熔池,并抑制形成气体的反应。焊缝中的O和C均随焊接环境压力而增加,但Mn和Si的含量都有所下降,S和P的含量基本保持不变,如图1-8-14和图1-8-15所示。在弧柱高温下电弧气氛中高浓度的CO和CO2分解出C和O并溶入焊接熔池。随着环境压力增加,按热力学关系,抑制了C和O的反应,使焊缝含C量增加。由于C氧化受到了抑制,结果导致Si、Mn的强烈烧损,使焊缝中Si、Mn含量降低。
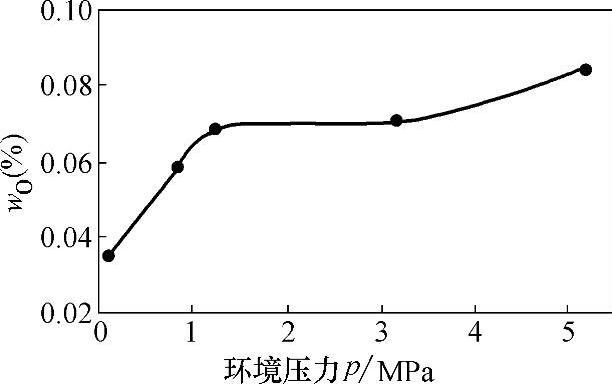
图1-8-14 环境压力对焊缝金属氧的质量分数的影响
干法水下焊接虽然排干了焊接区的水,但舱内气氛还是潮湿的,因此在压力增加的情况下,焊缝金属扩散氢含量也高于空气中焊接。压力对焊缝扩散氢含量的影响如图1-8-16所示,扩散氢含量用每100g焊缝金属中扩散氢的体积(cm3)表示。在0.1MPa压力焊接下,焊缝含氢量约6cm3/100g,随着环境压力增加,焊缝中的含氢量增加。在1.1MPa压力下焊缝扩散氢含量约18cm3/100g,在环境压力大于1.1MPa后扩散氢含量基本不变,甚至稍有减少,这与充Ar环境焊接气氛中氢的分压变化有关。
有关焊接方法与过程控制基础的文章

因此,进行水下焊接与切割作业时,必须切实遵守水下焊接和切割的安全规定,确保施工安全。水下焊接与切割时,要注意保护作业人员的眼睛。水下焊接舱内不能放置涂料、熔剂等可能放出有毒或刺激性气体的物质。局部干法水下焊接的安全防护要求与湿法水下焊接的要求相同。......
2023-06-26

图1-8-2 水下湿法焊接示意图1—焊件 2—电弧气泡 3—上浮气泡 4—焊条 5—水下焊钳2.电弧特性电弧气泡是湿法水下焊接区别于空气中焊接的特殊现象之一。湿法水下焊接电弧发生的物理过程与空气中焊接电弧本质上是相似的,均属气体放电。将药皮中碳酸钙的质量分数由9%增加至12.5%,10m水深湿法焊接焊缝气孔率相应地由2.2%降低到1.0%。......
2023-06-26

图2.48高压直流输电系统换流站的结构图1)换流器换流器完成交-直和直-交的变换,它是直流输电系统最关键的设备,由阀桥和有抽头切换器的换流变压器构成。2)直流平波电抗器高压直流输电系统中的直流平波电抗器具有高达1 H 的电感,在每个换流站与每极串联。6)接地电极大多数高压直流输电系统的设计采用大地作为系统的中性导线。这是限制高压直流输电应用的最主要原因。远距离大容量的海底电缆送电一般采用高压直流输电。......
2023-06-23
内罐由X7Ni9钢焊制。单台罐内罐纵焊缝长度801m,环焊缝长度约2600m。为此,采取以下技术措施,以保证内罐的焊接质量。3)根据公司LNG储罐施工经验,严格控制焊接顺序,特别是SAW可以最大限度地减少焊接裂纹。表16-15 PQR试验记录表16-16 项目WPS数据统计7.焊工资格控制按照EN287-1焊接资格考试、EN1418自动焊工焊接资格考试的要求,对所有进入项目的焊工进行现场考试,合格后方能上岗工作,以确保内罐的焊接质量。......
2023-07-02
焊接水深6~7m,采用T203水下焊条,焊条直径4mm,焊接电流为180~200A。牺牲阳极焊完后,测钢管桩电位全部达到-0.95V,说明水下焊接的连接良好,牺牲阳极可起防腐蚀作用。渤海12号钻井平台有6根水下桩,需焊焊缝是连接钢桩和导管的弧形板两端的两条环缝。图1-8-21所示为潜水焊工在挡流筒内进行水下焊接操作的示意图。图1-8-21 水下桩水下焊接操作示意图......
2023-06-26

最完善的水下焊接标准是美国焊接学会发布的ANSI/AWS D3.6M—2010,该标准包括了湿法焊接和高压干法焊接,把焊接接头分成A、B、C、O四个等级,并对每个等级都提出了相应的质量与性能要求。水下磁粉检测的可靠性较低。水下与陆上超声检测原理基本相同,有脉冲发射法和共振法等。......
2023-06-26

根据操作者在系统中的作用将遥控焊接机器人的运动控制模式分为直接控制、监督控制、共享控制、合作控制、自主控制。图5-5-30 多控制模式的遥控焊接机器人系统研究人员提出“宏观遥控,局部自主”的控制思想来实现遥控焊接。......
2023-06-26
相关推荐