因此,进行水下焊接与切割作业时,必须切实遵守水下焊接和切割的安全规定,确保施工安全。水下焊接与切割时,要注意保护作业人员的眼睛。水下焊接舱内不能放置涂料、熔剂等可能放出有毒或刺激性气体的物质。局部干法水下焊接的安全防护要求与湿法水下焊接的要求相同。......
2023-06-26
湿法焊接最常采用的焊接方法是湿法焊条电弧焊(MMA),乌克兰巴顿焊接研究所开发了用于20m水深湿法水下焊接的自保护药芯焊丝。湿法焊接操作方便、灵活、设备简单、焊前准备时间短、施工成本低,但接头质量不如干法,目前湿法焊接仍然应用于海洋工程非重要结构的维修以及紧急处理场合。
1.基本原理
图1-8-2为水下湿法焊接示意图。水与空气的物理特征的差异决定了湿法焊接过程的特殊性。湿法焊接当焊条或焊丝与焊件接触时,电阻热将接触点附近的水汽化,形成一个气相区,电弧便可在气相区引燃。由焊条药皮分解物、母材与焊条反应物以及水分解组成的气体在电弧周围形成“气泡”,将电弧和焊件上已形成的熔池与水隔开。由于电弧燃烧,气泡体积增长到临界尺寸,然后气泡破裂,离开熔池向水面逸出,但在这个过程中,只是气泡的部分破裂上浮,而留下一个直径6~9mm的核心气泡保护焊接电弧,然后气泡又长大、破裂上浮,周而复始直至焊接结束。气泡半径的变化范围在淡水中为7~16.5mm,海水中为8~23mm。气泡气体包含体积分数为62%~82%的H2,11%~24%的CO,4%~6%的CO2、O2、N2和微量气态金属。

图1-8-2 水下湿法焊接示意图
1—焊件 2—电弧气泡 3—上浮气泡 4—焊条 5—水下焊钳
2.电弧特性
电弧气泡是湿法水下焊接区别于空气中焊接的特殊现象之一。湿法水下焊接电弧发生的物理过程与空气中焊接电弧本质上是相似的,均属气体放电。由于电弧受到水的冷却作用以及静水压力的影响,水下电弧被压缩,湿法焊条电弧焊的电弧静特性曲线呈凹形,如图1-8-3所示。在焊接电流130~200A范围内,电压Uf的最小值与电流相对应,具体数值取决于电极直径和电弧长度。
如果将水下焊接电弧看做自由电弧,在0~100m水深范围内,水深每增加10m,电弧电压平均增加1.5~2V;在100~300m水深范围内,水深每增加100m,电弧电压平均增加4.5~5V。电弧持续时间、短路电流频率和熄弧频率随着水深增加而明显增加,焊接过程稳定性恶化。把稀有金属加入药芯焊丝,能够明显提高电弧的稳定性,短路和熄弧时间大约减少一半。随着盐度的增加,焊接过程的稳定性增加,引弧时间缩短。
一般水下焊接的电源安装在船上,对于深水焊接,由于焊接电缆长,外部电阻大,电缆上的压降较大,从而导致电弧电压的明显下降,进而导致电弧稳定性下降。如图1-8-4所示,随着水深增加,实心焊丝湿法水下焊接时电源的电压-电弧刚性显著降低,其结果是电弧长度变化持续时间随着水深增加而显著增加,电弧调节能力降低。

图1-8-3 水下湿法焊条电弧焊接电弧静特性曲线(直流反接,淡水环境)
 4mm直径电极
4mm直径电极  6mm直径电极
6mm直径电极
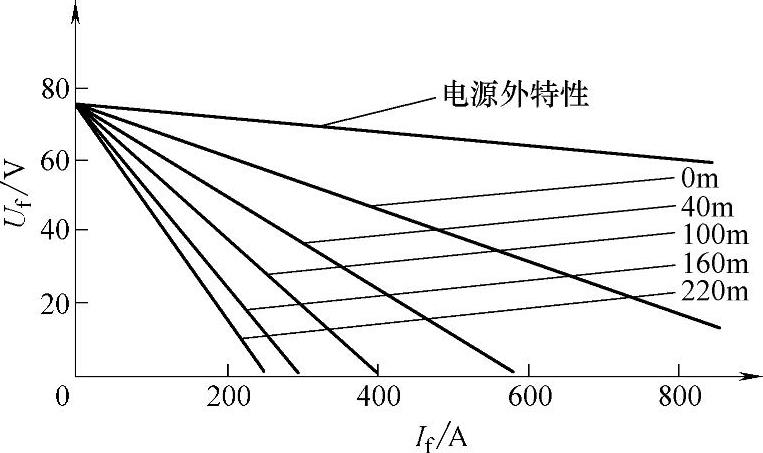
图1-8-4 细实心焊丝湿法水下焊接时弧焊电源外特性刚度与水深的关系
3.焊接冶金
(1)氧化还原反应 湿法水下焊接的最大问题之一是熔池金属氢含量高达55~60mL/100g,达到了饱和状态。H和O的来源主要是水的分解,其次是药皮或药芯中碳酸盐的分解。湿法焊接时发生一氧化碳分解反应:
CO(g)=C+O (1-8-1)
在300m水深,O和C含量比空气中焊接增加超过2倍,过高的O含量将降低焊缝韧性。如图1-8-5所示,随着水深或压力的增加,焊缝金属Mn和Si含量显著地下降。
在50m以内的浅水中,焊缝金属C含量随水深增加而快速增加。水下焊接时C的氧化反应控制了焊缝中的O含量,而O含量又控制了焊缝中Mn和Si的含量。在50~100m水深,焊缝金属O和C含量几乎不变,Mn和Si含量也基本不变。超过50m后,水的分解反应成为湿法焊接的控制反应:
H2O(g)=H2(g)+O (1-8-2)
只要焊接电弧中H2和H2O的质量分数不随压力或水深变化,焊缝金属中O的含量将保持不变。焊缝金属中O和Si含量增加,将提高焊缝金属中夹杂物数量,改善铁素体形核条件。增加Mn和C含量,将增加焊缝金属的硬化能力。

图1-8-5 湿法焊接焊缝Mn和Si含量与水深的关系
湿法焊接由于水的冷却作用,焊缝冷却速度比空气中焊接显著增加,t8/5仅为3~7s。在接近水面的深度,焊缝组织主要是初生铁素体+体积分数为10%~20%的上贝氏体。随着水深增加,初生铁素体的体积分数降低至50%左右,上贝氏体和侧板条铁素体的含量增加。
(2)焊缝气孔 气孔是湿法焊接最常见的焊接缺陷,美国焊接协会的水下焊接规范(AWS D3.6)规定B级接头的气孔率不能超过5%。条湿法焊条电弧焊焊接时,当水深超过5m时,焊缝开始出现气孔。气孔率随水深增加而显著增加,水深由20m增加到60m,气孔率也相应地由2%升高到8%左右。湿法焊接的焊缝气孔主要是氢气孔,且以内气孔为主。随水深增加,气孔率增加,气孔尺寸变大。
降低接头氢含量可以减少气孔率。将药皮中碳酸钙的质量分数由9%增加至12.5%,10m水深湿法焊接焊缝气孔率相应地由2.2%降低到1.0%。提高水下焊条的药皮抗吸潮能力、采用焊条接负极以及采用大电流且短弧快速焊接也可降低熔池对氢的获取,进而降低焊缝气孔率。
4.焊接设备
对于水下湿法焊条电弧焊,其设备主要由弧焊电源、焊接电缆、切断开关和水下焊钳组成。水下焊接时,弧焊电源和切断开关放在工作船(或海洋平台)上,潜水焊工携带焊钳和焊条至施焊地点。对于水下湿法药芯焊丝焊接,其设备主要由弧焊电源、焊接电缆、潜水箱及焊枪组成。巴顿焊接研究所研发的半自动水下药芯焊丝焊接设备如图1-8-6所示。
(1)弧焊电源 目前国内外尚无专用的水下湿法弧焊电源,通常使用陆上的普通弧焊电源。由于水下焊接时电缆很长,上面消耗的电压较大,因此提高弧焊电源空载电压有利于提高水下焊接电弧的稳定性。
(2)水下焊钳 由于水特别是海水有一定的导电性,因此要求水下焊钳的绝缘性更高,而且由于水下可见度差,要求焊钳夹持焊条更方便、更可靠。图1-8-7所示为常用的圆棒形水下焊钳。
(3)水下送丝机 进行水下药芯焊丝焊接时,如果施工点的水深超出了送丝机的送丝范围,就必须采用水下送丝机。为了防水,需要将送丝机放置在潜水箱内。潜水箱必须能承受外部静水压力,箱体内部充满绝缘介质,安装了送丝装置、张紧机构和丝盘转轴。

图1-8-6 半自动水下药芯焊丝焊接示意图
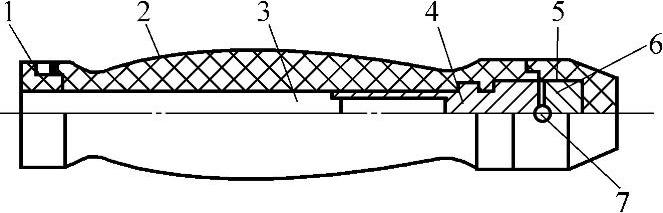
图1-8-7 圆棒形水下焊钳示意图
1—尾部绝缘外壳 2—本体绝缘外壳 3—导线孔 4—铜质本体焊条夹块 5—夹头部绝缘外壳 6—铜质头部夹头 7—焊条插孔
5.焊接材料
(1)水下湿法焊条 为了满足水下湿法焊接电弧稳定性和降低焊缝扩散氢含量的要求,水下湿法焊条的药皮成分经过特殊设计,表面涂有防水层或采用酚醛树脂作粘结剂。我国目前常用的水下湿法焊条主要有上海东亚焊条厂生产的T202和华南理工大学开发的T203(桂林焊条厂生产)。目前水下湿法焊接最常用的焊条是金红石酸性湿法焊条,其焊接电弧稳定,焊缝成形也较好。而采用氧化铁型湿法焊条获得的焊接接头扩散氢含量低,氢致裂纹少。采用镍基湿法焊条获得的焊接接头氢致裂纹也很少。
(2)水下湿法药芯焊丝 巴顿焊接研究所开发的水下湿法焊接金红石型自保护药芯焊丝PPS-AN1,其药芯中加入了镍,使得水下焊缝金属中能形成针状铁素体,同时能细化晶粒,镍的质量分数如超过2.5%,将形成板条马氏体。焊丝直径1.6mm,水下焊缝抗拉强度达到450MPa。
6.焊接工艺
(1)焊接参数水下湿法焊条电弧焊一般采用直流正接法(焊件接弧焊电源正极,焊条接弧焊电源负极),焊接电流要比在空气中焊接高20%~30%。而药芯焊丝焊接采用直流反接,焊接电流范围为160~400A。水压对焊接参数的影响如图1-8-8所示,图中0.1MPa水压(相当于1atm)对应于10m水深。无论是对于恒流还是恒压焊接过程,可以保证焊接过程稳定的焊接参数范围都随着水深增加而显著变窄。当水深增加时,水下焊接电弧需要更高的电场强度才能将弧柱区的气体电离,必须采用较高的空载电压(110V)。同时,海水本身的盐分使得焊接环境中离子增多,焊接时容易产生电离,使得电流损失,因此,海水中焊接要比空气中焊接的电压提高10%~15%。另外,采用脉冲电流可以使电弧更加稳定,但扩散氢含量也增高。

图1-8-8 水压对水下焊接参数范围的影响
(2)焊接操作 水下焊条电弧焊常采用“倚焊”。施焊开始,将焊条接触于焊件的待焊处,然后通知水面辅助人员“给电”,接通焊接回路。潜水焊工摇动焊条或稍微提起焊条即可引弧。电弧引燃后,焊条倚靠在焊件上,与焊件成60°左右的角度即可以进行连续焊接。收弧时,一般采用划圈收弧法。
7.其他湿法水下焊接
(1)爆炸焊接 爆炸焊是利用炸药产生的冲击力造成被焊件的迅速碰撞,进行金属材料连接的方法。当置于覆板上的炸药被引爆后,强烈的爆炸波推动覆板与基板高速碰撞,使撞击面金属发生塑性变形实现固相结合。在水下进行爆炸焊时,水可以吸收一部分噪声,并降低了危险性。
(2)摩擦焊 它是在压力作用下,利用被焊工件接触面的相互摩擦产生的摩擦热,使被焊接面金属达到热塑化状态,通过金属间的扩散和再结晶实现连接的一种焊接方法。日本大学对6061铝合金管进行了水下摩擦焊接,水下摩擦焊产生的最高温度低于陆上摩擦焊,软化区宽度也有所降低,而且接头的延展性低于陆上摩擦焊。
有关焊接方法与过程控制基础的文章

因此,进行水下焊接与切割作业时,必须切实遵守水下焊接和切割的安全规定,确保施工安全。水下焊接与切割时,要注意保护作业人员的眼睛。水下焊接舱内不能放置涂料、熔剂等可能放出有毒或刺激性气体的物质。局部干法水下焊接的安全防护要求与湿法水下焊接的要求相同。......
2023-06-26

目前,高压干法焊接技术是国内外海洋工程主要结构和管道修复中使用最广泛的技术,本节主要介绍高压干法水下焊接。恒压焊接电源不适合实心或药芯焊丝高压干法焊接。......
2023-06-26

焊接水深6~7m,采用T203水下焊条,焊条直径4mm,焊接电流为180~200A。牺牲阳极焊完后,测钢管桩电位全部达到-0.95V,说明水下焊接的连接良好,牺牲阳极可起防腐蚀作用。渤海12号钻井平台有6根水下桩,需焊焊缝是连接钢桩和导管的弧形板两端的两条环缝。图1-8-21所示为潜水焊工在挡流筒内进行水下焊接操作的示意图。图1-8-21 水下桩水下焊接操作示意图......
2023-06-26
内罐由X7Ni9钢焊制。单台罐内罐纵焊缝长度801m,环焊缝长度约2600m。为此,采取以下技术措施,以保证内罐的焊接质量。3)根据公司LNG储罐施工经验,严格控制焊接顺序,特别是SAW可以最大限度地减少焊接裂纹。表16-15 PQR试验记录表16-16 项目WPS数据统计7.焊工资格控制按照EN287-1焊接资格考试、EN1418自动焊工焊接资格考试的要求,对所有进入项目的焊工进行现场考试,合格后方能上岗工作,以确保内罐的焊接质量。......
2023-07-02

最完善的水下焊接标准是美国焊接学会发布的ANSI/AWS D3.6M—2010,该标准包括了湿法焊接和高压干法焊接,把焊接接头分成A、B、C、O四个等级,并对每个等级都提出了相应的质量与性能要求。水下磁粉检测的可靠性较低。水下与陆上超声检测原理基本相同,有脉冲发射法和共振法等。......
2023-06-26

根据操作者在系统中的作用将遥控焊接机器人的运动控制模式分为直接控制、监督控制、共享控制、合作控制、自主控制。图5-5-30 多控制模式的遥控焊接机器人系统研究人员提出“宏观遥控,局部自主”的控制思想来实现遥控焊接。......
2023-06-26
但在其后的二三十年间,水下焊接仅在船舶紧急维修等有限场合获得应用。近几十年来,水下焊接技术取得了很大的发展,已经成为海洋工程建造和维修的关键技术之一。随着海洋工程的建设向深水进军,水下焊接技术也面临着新的挑战。水下焊接环境比空气中焊接复杂得多,在水下实施焊接,必然受到水及水深压力的影响。只有常压干法水下焊接和空气中焊接的含氢量接近。......
2023-06-26
相关推荐