等离子弧喷涂方法具有以下鲜明的工艺特点。采用非转移弧的粉末等离子弧喷涂,在材料保护领域有着十分广泛的应用。但是,如何保证足够的涂层结合强度以及比较低的孔隙率,一直是等离子弧喷涂工艺中需要重点关注的问题。根据粉末特征的不同,对应的等离子弧喷涂工艺也有所区别。等离子弧喷涂设备的主要工艺参数有电流、电压、离子气和送粉气流量、喷嘴高度、粉末入射条件等。表1-7-4为等离子弧喷涂的典型参数。......
2023-06-26
等离子弧喷涂设备主要由等离子弧喷涂电源、等离子弧喷涂枪、控制柜、送粉器、供气系统以及冷却装置等构成,如图1-7-11所示。目前,等离子弧喷涂设备正朝着电源的大功率小型化、喷枪的高效大功率和等离子弧喷涂过程的智能化控制方向发展。国外生产等离子弧喷涂设备的公司主要有瑞士的Sulzer Metco公司、美国的PRAXAIR公司、德国的GTV公司等,国内则以北京航空制造工程研究所为代表。
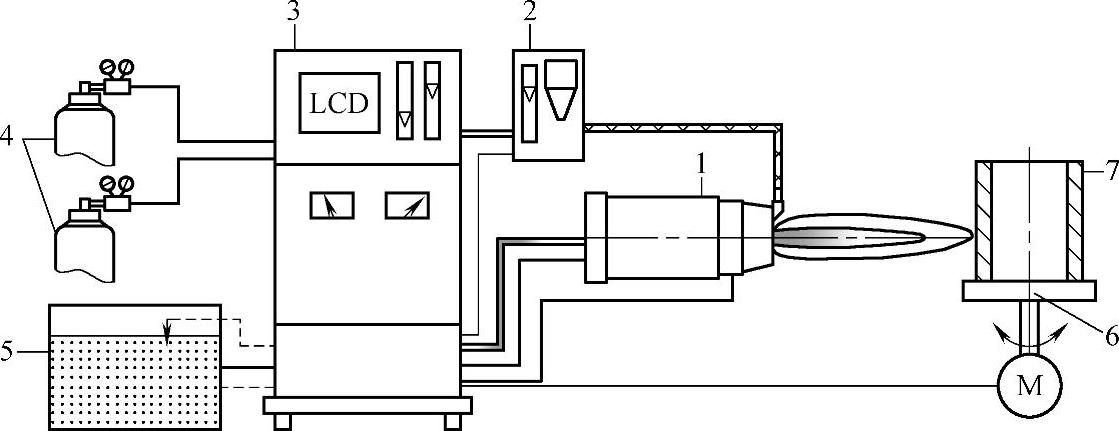
图1-7-11 等离子弧喷涂设备示意图
1—等离子弧喷涂枪 2—送粉器 3—喷涂电源及控制柜 4—气瓶 5—水冷机组 6—工件夹持及驱动系统 7—工件
等离子弧喷涂电源为整个喷涂过程提供能量,其工作电流和电压是影响涂层质量的重要参数。等离子弧喷涂工艺对电源的要求与等离子弧焊接相类似。为确保获得优良的涂层性能,等离子弧喷涂电源首先要能够提供足够的能量,工作电压高、电流大;其次,应该具有陡降的恒流外特性,这可通过加电流反馈控制来实现;此外还需要具有良好的动特性。等离子弧喷涂电源的逆变化是其主流发展方向。
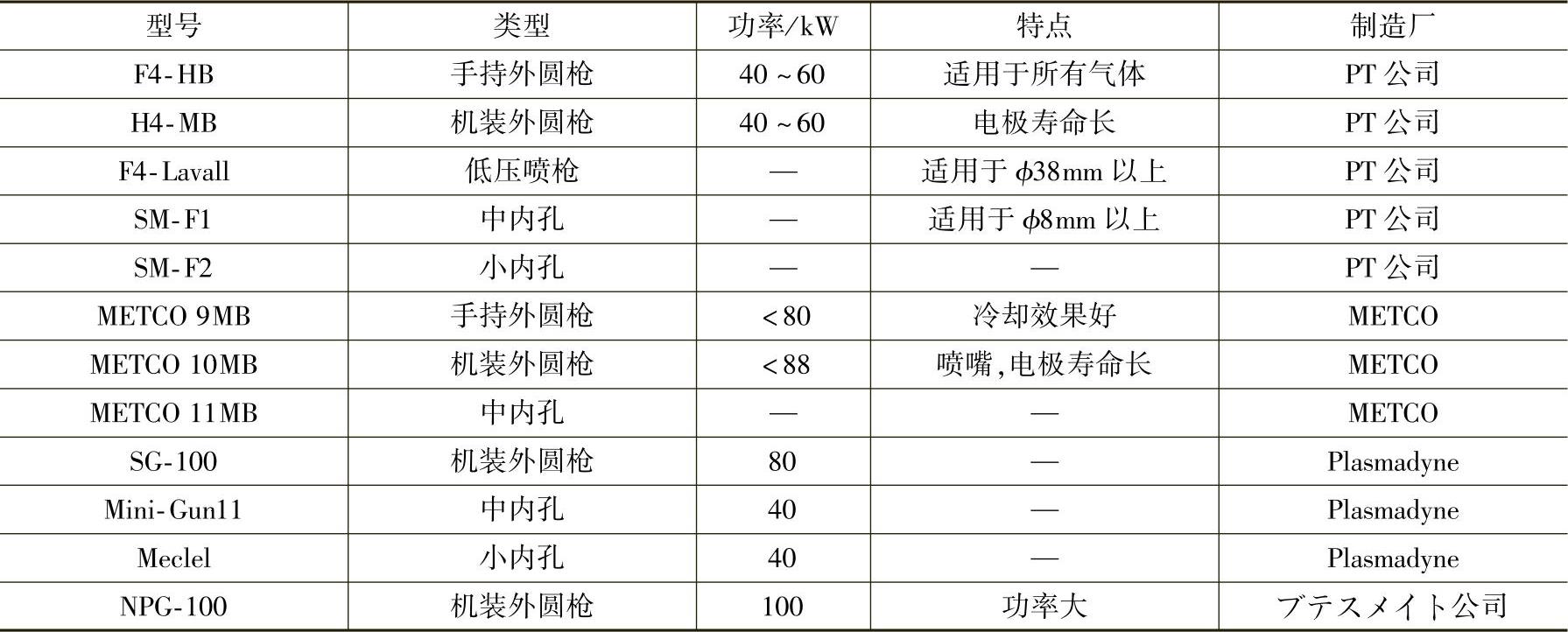
等离子弧喷涂枪集所有喷涂资源(电、气、粉、水)于一体,是等离子弧喷涂设备的核心装置。目前,国内外普遍使用的还是中等功率,送粉方式为枪外送粉,控制方式较单一的等离子弧喷涂设备。图1-7-12所示为一种外送粉方式的等离子弧喷涂枪结构简图。它主要由枪体阴极组件、枪体阳极(喷嘴)组件和绝缘体构成,此外还包括送粉管件、供气管件、水管、电缆及其接口件等。喷枪设计的好坏,直接影响涂层的质量。等离子弧喷涂枪按功率大小可以分为:内孔型枪体,功率一般在40kW以下;标准型枪体,功率一般在40~80kW;高能型枪体,功率在80~200kW;超级、水稳型枪体,功率在200kW以上,国外研制了一种气体隧道型高功率等离子弧喷涂枪,功率可达到450kW以上。表1-7-5为国外部分比较典型的等离子弧喷涂枪。
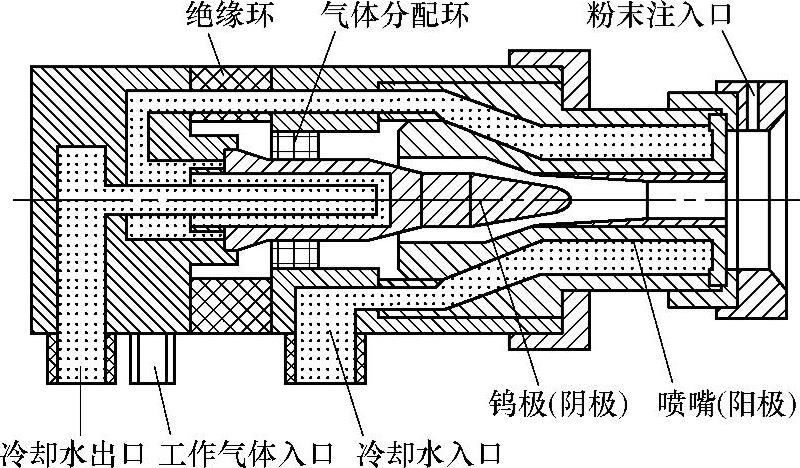
图1-7-12 等离子弧喷涂枪结构简图
表1-7-5 国外部分比较典型的等离子弧喷涂枪
控制柜是整个喷涂系统的调控中心,它要稳定可靠地运行和监控并显示喷涂程序,并准确地调节电、气、粉以及运动机构的各个参数。传统控制柜一般采用继电器控制方式,目前较多采用PLC控制或者微处理器控制。等离子弧喷涂过程是一个极其复杂、非线性的过程,将数字化与智能控制技术相结合,实现对等离子弧喷涂过程的实时监控是等离子弧喷涂设备未来的发展方向。
送粉器是为等离子弧喷涂枪提供粉末的输送装置,主要的性能指标有装粉容量、送粉速率、送粉精度、可送粉末的粒度等。一般采用单筒式送粉器,也可以采用双筒式送粉器同时输送两种粉末,用于喷涂复合涂层或者制造功能梯度材料。
冷却装置主要为喷涂枪提供充足的冷却介质,以保证喷涂枪能够稳定工作,可以采用配有循环泵的水箱作为冷却装置,也可以选用配有制冷装置的专用冷却系统。
供气系统主要由气源、减压表、气体流量计和可控气阀组成。等离子气一般要有两路,分为主工作气体和辅助气体,两路气体的混合应在计量之后、进入喷涂枪之前完成。送粉器也需要供气系统提供气体来输送粉末。
此外,为可靠引燃等离子弧,一般采用高频引弧装置进行引弧。
有关焊接方法与过程控制基础的文章

等离子弧喷涂方法具有以下鲜明的工艺特点。采用非转移弧的粉末等离子弧喷涂,在材料保护领域有着十分广泛的应用。但是,如何保证足够的涂层结合强度以及比较低的孔隙率,一直是等离子弧喷涂工艺中需要重点关注的问题。根据粉末特征的不同,对应的等离子弧喷涂工艺也有所区别。等离子弧喷涂设备的主要工艺参数有电流、电压、离子气和送粉气流量、喷嘴高度、粉末入射条件等。表1-7-4为等离子弧喷涂的典型参数。......
2023-06-26

等离子弧切割设备主要由切割电源、高频发生器、控制箱、供气系统、割炬等部分组成。割炬是产生等离子弧并施行切割的关键部件,直接决定了切割效率和质量。等离子弧切割用的割炬大体上与等离子弧焊枪相似,其割炬的具体结构形式取决于切割的电流等级,小电流的割炬多采用风冷结构,利用高压气流对喷嘴及枪体进行冷却。对于水再压等离子弧切割系统需要供给喷射水的,需要配置高压泵。几种工作气体在等离子弧切割中的适用性见表8-8。......
2023-07-02

等离子弧焊通常采用高频引弧方式。一般情况下,等离子弧焊接只用转移型弧作为焊接热源。30A以下的小电流微束等离子弧焊接采用混合型弧,用高频或接触短路回抽引弧。目前IGBT式弧焊变压器成为等离子弧焊电源的主流发展方向。自动化的等离子弧焊机控制系统通常由小车行走、填充焊丝送进驱动电路及程序控制电路组成。......
2023-06-26

等离子弧喷涂是利用高温高速的非转移型等离子弧作为热源,在等离子弧焰流中加入金属或合金粉末,获得金属涂层和难熔合金涂层,它的工作原理如图1-7-8所示。等离子弧喷涂已成为所有热喷涂方法中适用材料种类最多,应用范围最广,创造产值最高的方法。由于受检测手段的局限,目前还不能对涂层结合机理作出十分清楚的解释,但如果基体温度始终保持在150℃以内,则等离子弧喷涂涂层与工件表面的主要结合机制是这种钩锁锚的机械结合。......
2023-06-26

溶液等离子喷涂的技术原理和工艺过程如图2-47所示。解决这一问题的方法是再进行高温烧结、球化处理,这不可避免地使纳米粒子长大,经等离子喷涂后得到的涂层仅有部分纳米相存在。5)涂层制备成本较传统粉末等离子喷涂低,生产率高。溶液(料浆)等离子喷涂技术仍处在研究期间,为使涂层进入使用阶段需要进行后烧结处理,达到提高涂层自身强度和涂层基体结合强度的目的。......
2023-06-18

等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2023-06-23

从物理上讲,等离子弧与普通自由燃烧电弧的本质相同,弧柱均由等离子体组成。等离子弧具有以下特点。等离子弧温度可高达24000~50000K,能量密度可达105~106W/cm2。而在等离子弧中,情况则有变化,弧柱的高速等离子体通过接触传导和辐射带给工件的热量明显增加,甚至可能成为主要的热量来源,而阳极热则降为次要地位。......
2023-06-26

低压等离子喷涂的动态工作压力范围在5000~8000Pa,喷涂组织与大气等离子喷涂基本相同,仍然呈层状结构。5)真空等离子喷涂枪及工件操作系统。采用ZB-Q型真空等离子喷涂枪、ZB-Z型真空转台和MOTORMAN机械手。6)低压等离子喷涂设备复杂,价格昂贵,推广应用难度很大。......
2023-06-18
相关推荐