等离子弧喷涂是利用高温高速的非转移型等离子弧作为热源,在等离子弧焰流中加入金属或合金粉末,获得金属涂层和难熔合金涂层,它的工作原理如图1-7-8所示。等离子弧喷涂已成为所有热喷涂方法中适用材料种类最多,应用范围最广,创造产值最高的方法。由于受检测手段的局限,目前还不能对涂层结合机理作出十分清楚的解释,但如果基体温度始终保持在150℃以内,则等离子弧喷涂涂层与工件表面的主要结合机制是这种钩锁锚的机械结合。......
2023-06-26
等离子弧喷涂方法具有以下鲜明的工艺特点。
1)等离子弧温度高,几乎可喷涂所有材料,既可以对非金属基材进行喷涂,又可以喷涂金属或非金属碳化物、氧化物、硼化物、氮化物、硅化物涂层,应用范围广。
2)喷涂层致密,结合强度高,喷涂生产率高。目前涂层与基体的结合强度已经高达20~70MPa,可以满足绝大多数工业应用的需求。
3)用惰性气体保护,涂层质量好,致密度好,效率高。
4)工件基体加热温度低,一般在200℃左右,最高不超过500℃。
5)涂层质量对粉末材料有很大的依赖性。
采用非转移弧的粉末等离子弧喷涂,在材料保护领域有着十分广泛的应用。但是,如何保证足够的涂层结合强度以及比较低的孔隙率,一直是等离子弧喷涂工艺中需要重点关注的问题。经过多年的科学研究,有关涂层质量、沉积效率与喷涂工艺参数的关系已经比较清楚,图1-7-10列出了多个对于喷涂质量有重要影响的工艺参数,以及它们之间的相互关系。由图1-7-10可见,粉末特性、设备和工艺参数以及预处理情况均对喷涂质量产生较大影响,本节将对这些影响因素进行阐述。
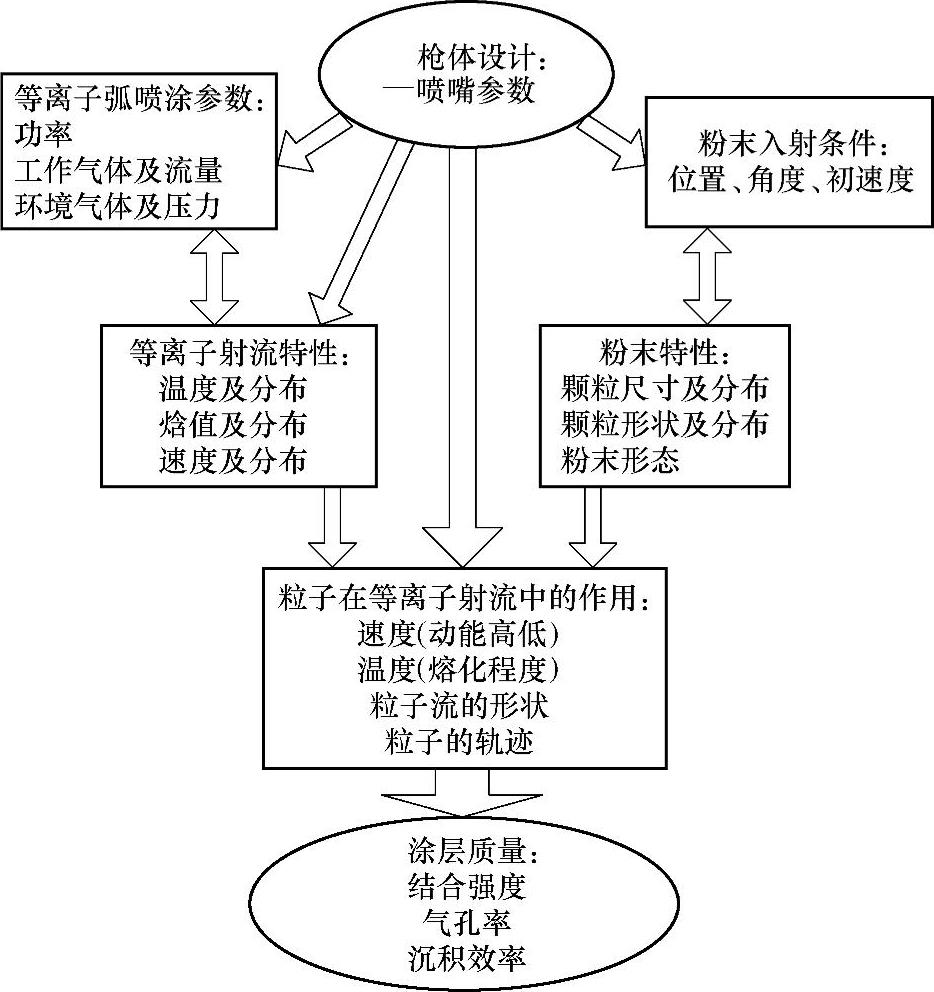
图1-7-10 等离子弧喷涂工艺参数之间的关系
1.粉末材料方面
等离子弧喷涂所用的材料几乎都为粉末形式,金属、自熔合金、金属化合物、碳化物、氧化物、陶瓷、塑料以及玻璃等均可作为等离子弧喷涂材料。为了获得各种使用要求的喷涂层,选用合适的粉末材料是关键。等离子弧喷涂所用的粉末材料应该具有稳定的化学成分和性能,以提供涂层特定要求的性能,如硬度、耐蚀性和耐热性等,此外,还应该具有适当的结构外形和力度,以满足不同的等离子弧喷涂工艺的要求。
目前粉末材料正在向系列化方向发展。喷涂粉末的结构形式、外形和粒度因制粉方法的不同而分成多种类型,主要包括以下几种类型:
(1)自熔性合金粉末 有镍基、铬基、铁基三类。前两类具有良好的抗磨、耐蚀、抗冲刷、抗氧化、抗高温等综合性能,是目前应用的主要抗磨抗蚀的喷涂粉末。铁基粉末在耐蚀、抗高温性能方面目前还不如前两类,但其抗磨性非常好,是一种很有发展前途的粉末。
(2)包覆粉末 一种核心粉末外包裹一层或多层金属或合金材料而制成。核心粉末可为金属或非金属化合物,包覆层可为镍、钴、铜、铝等,例如用镍铬包覆碳化铬粉末可制成高温耐磨的喷涂材料。
(3)微细粉末 一般喷涂粉末的粒径为0.045~0.100mm(150~320目),为了得到更致密均匀的涂层,可以采用更微细的粉末,其粒度为一般喷涂粉末的几分之一到几十分之一。
为保证喷涂过程粉末的流动性,粉末的形状以球状为佳。不规则的粉末很难输送。至于粉末的粒度,则需要根据喷涂方法、粉末熔点以及对涂层的不同要求来选择。当喷涂功率较大时,可以采用较大粒度和较高熔点的粉末;而对于熔点和沸点较低的材料,则不宜采用较小粒度的粉末;当要求涂层很薄的时候,喷涂粉末的粒度也应适当减小。此外,粉末粒度不同,喷涂层的表面粗糙度也不同,细小粉末会使涂层表面粗糙度更小。根据粉末特征的不同,对应的等离子弧喷涂工艺也有所区别。
2.设备和工艺参数
等离子弧喷涂采用非转移弧,只需一个弧焊电源,弧焊电源的供电特性及空载电压均与等离子弧焊电源类似。等离子弧喷涂设备的主要工艺参数有电流、电压、离子气和送粉气流量、喷嘴高度、粉末入射条件等。表1-7-4为等离子弧喷涂的典型参数。
表1-7-4 等离子弧喷涂的典型参数

电弧功率的高低是等离子弧喷涂能力最主要的标志。等离子弧喷涂使用非转移弧,其有效功率与等离子弧焊接或者切割相比要小许多,一般仅占电弧总功率的40%~58%,而其中又只有约1/5的能量用于加热喷涂粒子和工件。但是,如果从对工件加热的角度来说,低能量输入使工件不易快速升温,对等离子弧喷涂又是有利的。在功率相同的情况下,利用较高的电弧电压可以得到高的等离子弧射流焓值,可以更好地熔化喷涂粒子,由于电弧电压高,电流较小,可以降低电极的负荷,减少烧损。而高的电弧电压除了与枪体的结构有关之外,主要取决于工作气体的种类和流量。
在等离子弧喷涂过程中,等离子射流的焓值代表了射流加热喷涂材料的实际能力,而气体的焓值除了取决于温度之外,又主要由气体的种类来决定。氮气是等离子弧喷涂常用的气体,对大多数喷涂材料显惰性,有时也会采用氢气来作为它的辅助气体。氮气和氢气是双原子气体,其电离需要更多的能量,电离过程的平衡会使得电弧获得电源提供的更多的能量,因此,对给定温度的等离子体而言,它们要比单原子的氩气和氦气含有更高的能量,热焓值更高。氩气也是最常用的等离子气体,对所有的喷涂材料都是惰性的,对电极的烧损也小,因此多数的等离子弧喷涂使用纯氩为主气,然后以少量的氢气或者氮气为辅助气体来提高等离子射流的能量。对喷涂粒子的加热还与等离子体的热导率有关,热导率越大,说明传热的能力越高。气体流量关系到对电弧的压缩程度、射流速度的大小和温度的高低。功率一定时,流量过小会导致射流温度高,而射流速度低,这时送粉比较容易;流量过大时,射流速度提高,但温度会降低,同时噪声会增强,粉末送入难度加大。
粉末的入射条件会影响到涂层的质量。进入等离子射流的粉末,在冲击基体表面之前,要经过等离子射流区域,该区域内的温度、焓值和速度都是随距离和位置而变化的。其中,射流的温度场影响到粉末的加热温度,焓值影响到粒子能够得到的热量,速度场则影响到粒子的运动行为。它们之间的交互作用最终决定了粒子撞击到工件表面时的温度和速度。粉末入射可以采用轴向送粉、内送粉和外送粉三种方式。轴向送粉是最为理想的送粉方式,但是枪体结构设计难度很高,并且粉末容易敷于喷嘴内壁,影响喷涂过程;采用内送粉方式有较好的粉末入射条件,粉末能直接进入射流核心区,容易得到更多的热量和动能,熔化充分,粉末沉积率高,涂层质量会好于外送粉,但是枪体结构比较复杂,并且送粉口容易堵塞;外送粉方式的粉末加热不如内送粉好,沉积率低,但是结构简单,方法灵活,喷涂常规合金或熔点不很高的材料,可以得到优质的涂层。
3.基体表面预处理
基体待喷表面的温度、洁净度和粗糙度等对涂层的质量有直接影响。基体温度越高,越有利于粒子的扁平化和材料间的扩散,可以提高结合强度,但是工件会有氧化和变形的危险。洁净的表面是良好结合的基础。适当的表面粗糙度可以提供表面压应力,增大结合面积,更易于提高涂层与工件的结合强度。为提高涂层结合强度,必须对工件表面进行预处理,以除去表面氧化膜、锈蚀、油污以及其他杂质,并形成粗糙的新鲜金属表面。常用的方法有用煤气及三氯乙烯除油、喷砂、电火花拉毛、滚花、车沟等,并对喷涂表面进行预热(80~200℃),目的是使工件产生预膨胀,以减小工件与涂层之间的热应力,还可以去除工件表面的湿气。
有关焊接方法与过程控制基础的文章

等离子弧喷涂是利用高温高速的非转移型等离子弧作为热源,在等离子弧焰流中加入金属或合金粉末,获得金属涂层和难熔合金涂层,它的工作原理如图1-7-8所示。等离子弧喷涂已成为所有热喷涂方法中适用材料种类最多,应用范围最广,创造产值最高的方法。由于受检测手段的局限,目前还不能对涂层结合机理作出十分清楚的解释,但如果基体温度始终保持在150℃以内,则等离子弧喷涂涂层与工件表面的主要结合机制是这种钩锁锚的机械结合。......
2023-06-26

3)离子气种类及流量:等离子弧焊最常用的保护气体和工作气体是氩气,适用于所有金属。表1-7-2为小电流等离子弧焊时常采用的保护气体。小电流等离子弧焊时,保护气可以不同。表1-7-3 等离子弧焊常见缺陷及消除措施......
2023-06-26

等离子弧喷涂工艺对电源的要求与等离子弧焊接相类似。等离子弧喷涂电源的逆变化是其主流发展方向。等离子弧喷涂枪集所有喷涂资源于一体,是等离子弧喷涂设备的核心装置。目前,国内外普遍使用的还是中等功率,送粉方式为枪外送粉,控制方式较单一的等离子弧喷涂设备。表1-7-5为国外部分比较典型的等离子弧喷涂枪。送粉器是为等离子弧喷涂枪提供粉末的输送装置,主要的性能指标有装粉容量、送粉速率、送粉精度、可送粉末的粒度等。......
2023-06-26

利用熔透法焊接时,应适当降低等离子气流量,以减小等离子流力。因此,焊接速度、离子气流量及焊接电流这三个工艺参数应相互匹配。大电流焊接时保护气和等离子气应用同种气体以提高电弧的稳定性。对不留间隙的Ⅰ型对接接头进行等离子弧焊时一般可不填充焊丝。......
2023-06-23
等离子弧切割设备主要由切割电源、高频发生器、控制箱、供气系统、割炬等部分组成。割炬是产生等离子弧并施行切割的关键部件,直接决定了切割效率和质量。等离子弧切割用的割炬大体上与等离子弧焊枪相似,其割炬的具体结构形式取决于切割的电流等级,小电流的割炬多采用风冷结构,利用高压气流对喷嘴及枪体进行冷却。对于水再压等离子弧切割系统需要供给喷射水的,需要配置高压泵。几种工作气体在等离子弧切割中的适用性见表8-8。......
2023-07-02

下面介绍几种常用的等离子弧切割方法。由于空气是地球上最易得到和最廉价的气体,因此,等离子弧空气切割法是最经济的金属切割方法之一,也是目前应用量最大的等离子弧切割方法。表1-7-6 等离子弧切割参数电流和电压 切割电流和电压是最重要的切割工艺参数,电流、电压提高时,等离子弧功率提高。等离子弧切割设备通常有比较高的空载电压和工作电压,在使用电离能高的气体如氮气、氢气或空气时,稳定等离子弧所需的电压会更高。......
2023-06-26

等离子弧焊的一般操作程序和操作技术是焊前提前送气送水、高频引弧、切断高频、转移弧形成;焊接时调整好各工艺参数、弧柱中心始终对中接缝中心、等离子气递增、行走(送丝)停焊时完成电流衰减、停丝、熄弧、延迟停气等动作。利用穿孔法等离子弧焊焊接厚板时,引弧及收弧处易产生气孔、下凹等缺陷,平直焊缝可增加引弧板及引出板。......
2023-06-23
等离子弧焊与钨极氩弧焊方法的最大区别在于它使用电弧能量高度集中的等离子弧。图1-7-4 等离子弧焊原理图按照所用焊接电流的大小和喷嘴孔径大小,等离子弧焊工艺可以分为以下三种不同的焊接模式。微束等离子弧焊焊接电流在0.1~15A,其特点是电弧易于控制,电弧在小电流下像一个针尖一样,非常稳定,所以又称为针弧,适于焊接精密的薄件制品。熔入法等离子弧焊 焊接电流为15~100A,用于对焊接质量有高要求的常规部件的焊接。......
2023-06-26
相关推荐