图1-7-14 穿孔型等离子弧焊利用等离子弧能量密度和等离子流力大的特点,可在适当参数条件下实现熔化穿孔型焊接,称为穿孔型等离子弧焊,也叫做小孔型或者穿透型等离子弧焊接,它的原理如图1-7-14所示。一般大电流等离子弧焊大都采用这种方法。由于等离子弧的能量密度难以进一步提高,因此穿孔型等离子弧焊只能在有限板厚内进行。穿孔等离子弧焊的焊接参数主要有喷嘴结构和孔径、离子气流量、焊接电流、焊接速度、喷嘴高度以及保护气流量等。......
2023-06-26
等离子弧焊的焊接设备一般包括等离子弧焊焊接电源、等离子弧发生器(等离子焊枪)、供气系统以及控制系统等。在中小电流范围内的等离子弧焊既可以采用手工焊,也可以采用自动焊,而在中等以上电流范围内大多采用自动焊。采用手工焊时,控制系统比较简单;而采用自动焊时,还需要行走机构、填充焊丝送进系统以及程序控制电路等,相对较复杂。
1.等离子弧焊电源
由于等离子弧焊焊接电源与等离子弧切割以及喷涂电源有很多共性,因此,本节重点介绍等离子弧焊接电源的种类、特点和基本工作原理。
在等离子弧供电电源输出特性方面,根据不同的等离子弧焊接工艺特点,弧焊电源可以是直流输出特性,也可以是交流或者变极性供电特性。对于直流等离子弧焊而言,具备下降或垂直下降外特性的整流式弧焊电源,如磁放大器式弧焊整流器、晶闸管式弧焊整流器、逆变式弧焊整流器以及早期的弧焊发电机均可作为等离子弧焊电源。由于传统的工频正弦波交流的正负半波过零点时间长,电弧稳定性较差,并且正负半波的通电时间不可调,需要增设稳弧和消除直流分量装置,在等离子弧焊领域应用较少,已经被电流过零点快,频率、正负半波等均可调的方波交流电源所替代,尤其是在铝及其合金焊接方面应用较多。为进一步提高铝及其合金的焊接质量,近年来,出现了一种充分融合变极性TIG焊和等离子弧焊优点的变极性等离子弧焊接方法(Variable Polarity Plasma Arc Welding,VPPAW),采用变极性的等离子弧焊电源,输出的正负半波电流的占空比、幅值、频率等参数均可根据工艺要求独立调节,既能够合理分配电弧热量,满足工件熔化以及阴极清理的需要,减少钨极烧损,又能够充分利用等离子弧具有的高能量密度、高射流速度以及强电弧力的特性,在焊接过程中形成穿孔熔池,实现较大厚度的铝、镁及其合金板的单面焊双面成形,焊接变形小、生产率高、设备简单,成本较低,气孔以及夹渣等缺陷少,被称为零缺陷焊接方法,有着广泛的应用前景。
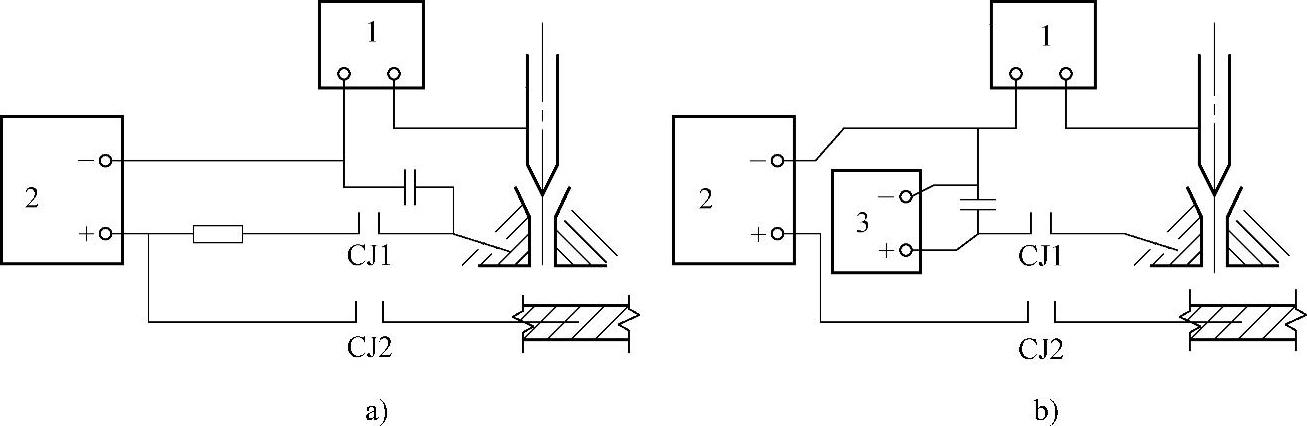
图1-7-5 等离子弧焊接主电路结构
a)转移型弧 b)混合型弧
1—高频引弧器 2、3—弧焊电源
等离子弧焊主电路的结构如图1-7-5所示,其弧焊电源的空载电压要受到气体以及焊接热源方式的影响。用纯氩作为等离子气时,电源空载电压只需65~80V;用氢、氩混合气时,空载电压需110~120V。若无合适的专用电源,可用两台普通直流弧焊电源串联使用。等离子弧焊通常采用高频引弧方式。引弧时,首先由高频发生器引燃钨极与喷嘴之间的非转移型弧(也称为维弧或者导弧),然后再由非转移型弧引燃钨极与焊件之间的转移型弧。一般情况下,等离子弧焊接只用转移型弧作为焊接热源。30A以下的小电流微束等离子弧焊接采用混合型弧,用高频或接触短路回抽引弧。由于非转移型弧(也称维弧)在正常焊接过程中不能切除,因此一般要用两个独立的电源(见图1-7-5b)。维弧电源空载电压为100~150V,转移弧电源空载电压为80V左右即可。
曾有一段时间,晶闸管式弧焊逆变器在等离子弧焊接领域应用较多。由于它的频率偏低,控制性能欠佳,有噪声干扰等,逐渐为“MOSFET、IGBT式弧焊逆变器”所代替,应用比例逐渐减少,但在世界上仍有一定地位。
目前IGBT式弧焊变压器成为等离子弧焊电源的主流发展方向。IGBT式弧焊逆变器主要包括供电系统、电子功率系统、给定反馈系统以及电子控制系统等几大部分。近年来,随着电力电子技术的发展,软开关技术已成为国内外电力电子领域的研究热点。采用软开关的工作方式,使得功率器件可以实现零电压(ZVS)开通或者零电流(ZCS)关断,器件开通和关断的损耗理想值为零,器件的工作环境得到极大改善,逆变频率和效率可以提高,逆变器的体积和重量可以进一步减小。目前,市场上已有不少采用软开关技术的焊接电源产品。
2.气路系统
等离子弧焊机供气系统应能分别供给可调节离子气、保护气、背面保护气。为保证引弧和收弧处的焊缝质量,等离子气可分两路供给,其中一路可经气阀放空,以实现等离子气流衰减控制,图1-7-6所示为等离子弧焊机供气系统的实例示意图。

图1-7-6 等离子弧焊机供气系统实例示意图
1—氩气瓶 2—减压表 3—气体汇流排 4—储气筒 5~9—调节阀 10—流量计 DF1~DF5—电磁气阀
3.控制系统
手工等离子弧焊机的控制系统比较简单,只要能保证预先通等离子气和保护气,然后引弧即可。自动化的等离子弧焊机控制系统通常由小车行走、填充焊丝送进驱动电路及程序控制电路组成。程序控制电路应能满足提前送气、高频引弧和转弧、等离子气递增、延迟行走、电流和气流衰减熄弧、延迟停气等控制要求。
相比传统的模拟控制方式,数字化控制技术具有更加明显的优越性,应用日益广泛。它以微处理器为控制核心,通过软硬件相结合来实现多种焊接参数的柔性设置和调节,如上升时间、下降时间、提前送气、滞后停气等均可灵活设置;焊接系统的改进升级容易,只要通过升级应用程序即可;系统维护方便,通过微处理器对信息处理识别的能力,可进行故障的自诊断,便于焊接系统的日常维护;通信能力强,由于微处理器具有多种串口通信接口或拥有CAN总线,甚至可扩展TCP/IP网络通信接口,通过数字化控制模式,可将等离子弧焊接系统与其他机构进行柔性组合,构成各种焊接专用机。
4.IGBT型LHM8-16脉冲微束等离子弧焊机电路分析
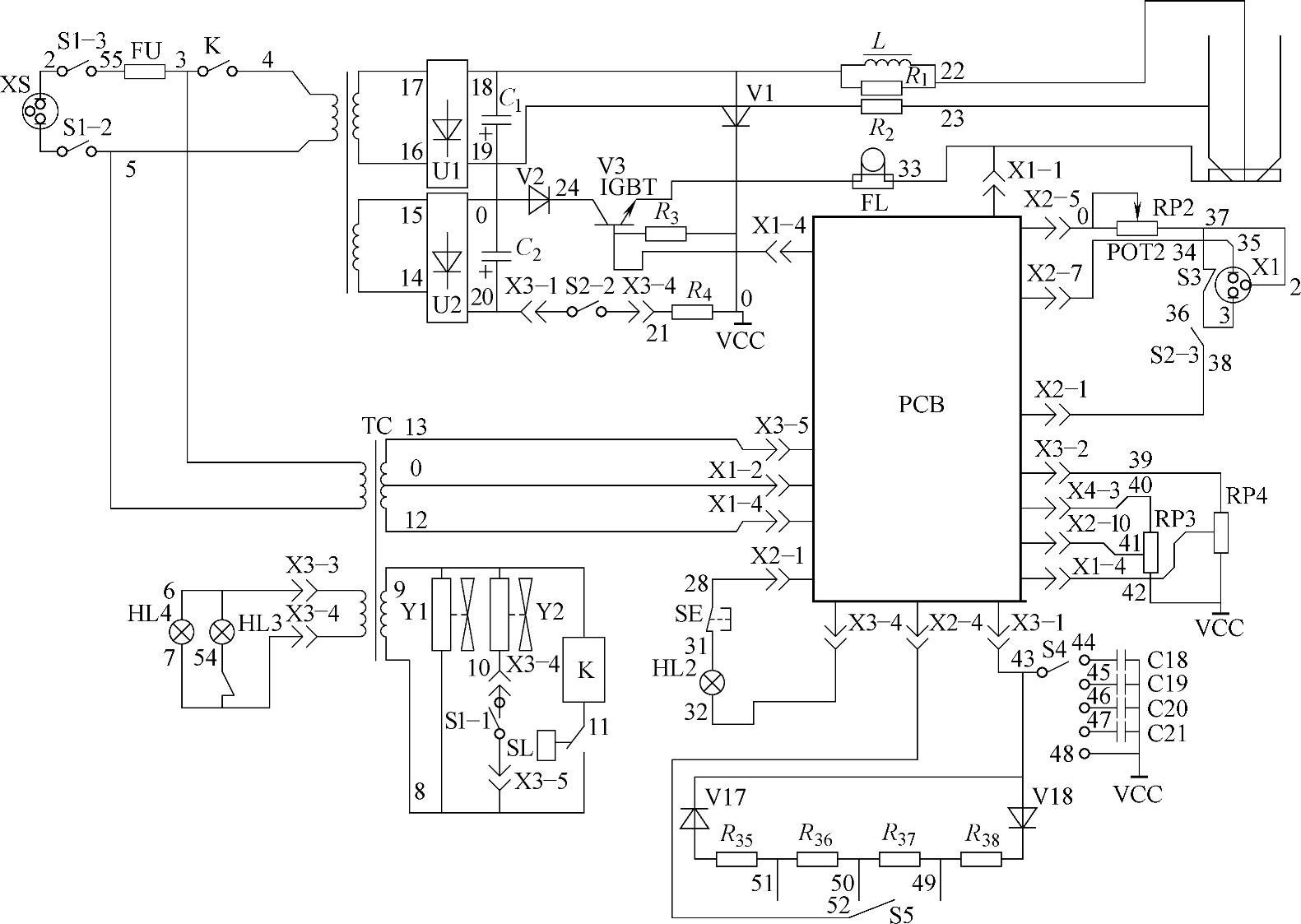
IGBT型LHM8-16脉冲微束等离子弧焊机是一种通用手工等离子弧焊设备,主要由弧焊电源和焊枪构成,其电气原理如图1-7-7所示。本焊机采用联合型等离子弧,主变压器的绕组Ⅰ经整流桥U1整流,电容滤波后作为主弧和维弧电源,主弧电流大小通过IGBT管的开关状态来调节,开关频率为20kHz,脉宽的调制由控制回路调节。电感L及续流管V1滤去了20kHz的高频,而在输出上获得恒定的直流焊接电流;绕组Ⅱ经整流桥U2整流,电容滤波后和主弧叠加,作为辅助电弧的电源,帮助提高主弧的稳定性。在辅助电弧及维弧回路中均串有限流电阻及控制开关,从分流器上取得的电流反馈信号与给定电流信号比较后调节输出脉冲宽度,从而恒定焊接电流。当焊接电流大于16A时,过电流保护电路工作,切断IGBT的控制脉冲信号,同时面板的过电流指示灯亮,当消除了过电流故障后再按面板的复位按钮SB,焊机恢复正常工作。多谐振荡器产生占空比25%~75%的1~20Hz的可调方波,配合脉冲电流、低值电流调节旋钮得到所需的脉冲焊接电流。当选择0Hz时,焊机工作为直流焊接工作状态。焊接电流还具有缓升及衰减时间可调的功能。焊机还配有遥控插口X1,配合其他传动装置如精密焊接工作台,可实现自动焊接。焊机还具有水流保护装置,当缺水及水压不足时,保护装置切断主电源,面板上水流报警灯点亮。
有关焊接方法与过程控制基础的文章

图1-7-14 穿孔型等离子弧焊利用等离子弧能量密度和等离子流力大的特点,可在适当参数条件下实现熔化穿孔型焊接,称为穿孔型等离子弧焊,也叫做小孔型或者穿透型等离子弧焊接,它的原理如图1-7-14所示。一般大电流等离子弧焊大都采用这种方法。由于等离子弧的能量密度难以进一步提高,因此穿孔型等离子弧焊只能在有限板厚内进行。穿孔等离子弧焊的焊接参数主要有喷嘴结构和孔径、离子气流量、焊接电流、焊接速度、喷嘴高度以及保护气流量等。......
2023-06-26

等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2023-06-23

它综合了变极性TIG焊和等离子弧焊的优点,具有能量集中、电弧挺度大、一次穿透深度大、焊后变形小等特点,被称为“零缺陷”焊接方法,具有广泛的应用前景。20世纪六七十年代,美国就开始进行变极性等离子弧焊接设备的研制工作,已成功应用于航天飞机外储箱等产品的焊接生产上。其中,变极性等离子弧焊电源是VPPAW焊接技术中的关键环节,必须具备正负半波的通电时间和电流幅值、频率等均可独立调节的能力。......
2023-06-26
通常将焊接电流在30A以下的熔入型等离子弧焊称为微束等离子弧焊。微束等离子弧是等离子弧的一种。微束等离子弧焊电源使用时是采用正极性接法,一般采用氩气作为工作气体。微束等离子弧焊的焊接参数主要是焊接电流、焊接速度、工作气体流量、保护气体流量、电弧长度、喷嘴直径、喷嘴通道比和钨极的内缩量等,它们对焊缝的形状和焊接质量都有影响。......
2023-06-26

3)离子气种类及流量:等离子弧焊最常用的保护气体和工作气体是氩气,适用于所有金属。表1-7-2为小电流等离子弧焊时常采用的保护气体。小电流等离子弧焊时,保护气可以不同。表1-7-3 等离子弧焊常见缺陷及消除措施......
2023-06-26

等离子弧切割设备主要由切割电源、高频发生器、控制箱、供气系统、割炬等部分组成。割炬是产生等离子弧并施行切割的关键部件,直接决定了切割效率和质量。等离子弧切割用的割炬大体上与等离子弧焊枪相似,其割炬的具体结构形式取决于切割的电流等级,小电流的割炬多采用风冷结构,利用高压气流对喷嘴及枪体进行冷却。对于水再压等离子弧切割系统需要供给喷射水的,需要配置高压泵。几种工作气体在等离子弧切割中的适用性见表8-8。......
2023-07-02
等离子弧焊的一般操作程序和操作技术是焊前提前送气送水、高频引弧、切断高频、转移弧形成;焊接时调整好各工艺参数、弧柱中心始终对中接缝中心、等离子气递增、行走(送丝)停焊时完成电流衰减、停丝、熄弧、延迟停气等动作。利用穿孔法等离子弧焊焊接厚板时,引弧及收弧处易产生气孔、下凹等缺陷,平直焊缝可增加引弧板及引出板。......
2023-06-23

等离子弧焊与钨极氩弧焊方法的最大区别在于它使用电弧能量高度集中的等离子弧。图1-7-4 等离子弧焊原理图按照所用焊接电流的大小和喷嘴孔径大小,等离子弧焊工艺可以分为以下三种不同的焊接模式。微束等离子弧焊焊接电流在0.1~15A,其特点是电弧易于控制,电弧在小电流下像一个针尖一样,非常稳定,所以又称为针弧,适于焊接精密的薄件制品。熔入法等离子弧焊 焊接电流为15~100A,用于对焊接质量有高要求的常规部件的焊接。......
2023-06-26
相关推荐