3)离子气种类及流量:等离子弧焊最常用的保护气体和工作气体是氩气,适用于所有金属。表1-7-2为小电流等离子弧焊时常采用的保护气体。小电流等离子弧焊时,保护气可以不同。表1-7-3 等离子弧焊常见缺陷及消除措施......
2023-06-26
等离子弧是一种非线性负载。相对于自由电弧,等离子弧的静态特性虽然还是呈现为U形,但又有明显的变化,如图1-7-2所示,主要表现在以下方面。
1)由于冷壁喷嘴的拘束作用使弧柱横截面积受到限制,弧柱电场强度增大,电弧电压明显提高,U形特性的平直区较自由电弧明显缩小,如图1-7-2a所示。
2)拘束孔道的尺寸和形状对静特性有明显影响,喷嘴孔径越小,U形特性平直区域就越小,上升区域斜率增大,即弧柱电场强度增大。
3)离子气种类和流量不同时,弧柱的电场强度将有明显变化。因此,等离子弧供电电源的空载电压应按所用的等离子气种类而定。
4)如果采用混合型等离子弧,转移弧U形特性下降区段斜率明显减小,如图1-7-2b所示。这是由于非转移弧的存在为转移弧提供了导电通路。小电流微束等离子弧采用混合型弧,以提高其稳定性。
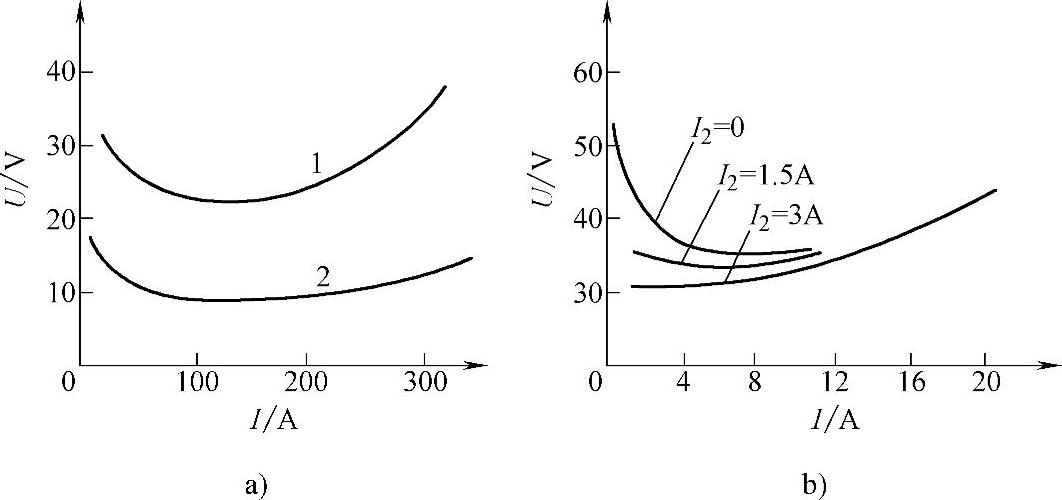
图1-7-2 等离子弧的静特性
a)转移弧 b)混合型弧
1—等离子弧 2—钨极氩弧 I2—非转移弧电流
根据“电源-电弧”系统稳定工作的基本原理,等离子弧供电电源的外特性、动特性以及调节特性都要能够适应等离子弧负载的特点。
等离子弧的静态特性呈现为U形,其工作部分一般为平特性或者上升特性,普遍采用陡降特性或缓降特性弧焊电源,最好采用陡降特性电源。当弧长发生变化时,采用陡降特性电源引起的电流偏移量较小,即ΔI1<ΔI2,如图1-7-3所示。在等离子弧正常工作时,电弧应从钨极经喷嘴孔道到达焊件。但在某些特殊情况下,钨极与喷嘴之间有一个电弧,喷嘴与工件还有一个电弧,也就是说钨极到焊件间的电流通道有两个相串联的电弧,称为双弧现象。出现双弧时,会造成工艺缺陷,严重时烧毁喷嘴,需要避免。虽然喷嘴孔道的直径与长度的比值是影响双弧的最重要因素,但采用恒流特性弧焊电源,对防止双弧现象也是有利的。
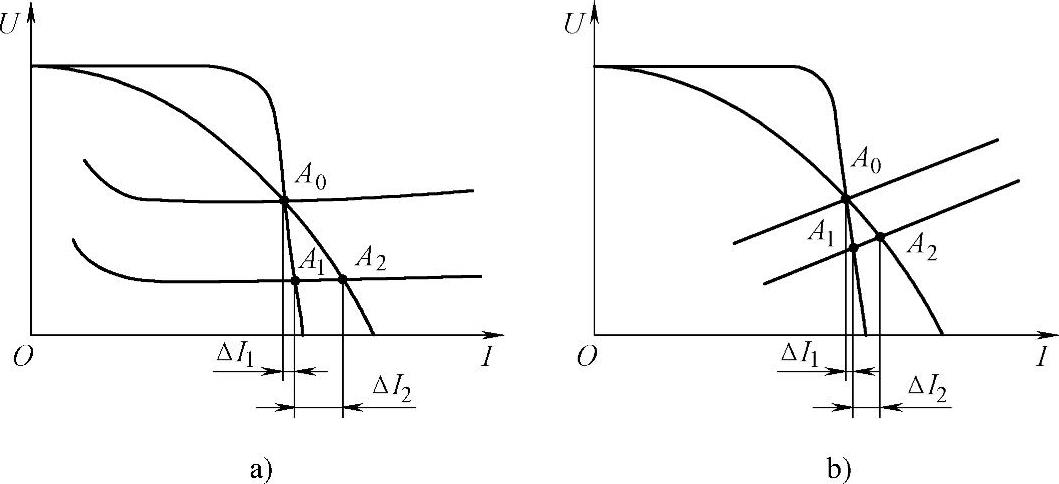
图1-7-3 垂直陡降和缓降弧焊电源外特性在弧长变化时引起的电流偏移量示意图
a)等离子弧为平特性 b)等离子弧为上升特性
在等离子弧焊接、喷涂或者切割过程中,往往需要根据材料、电极直径等来选择不同的工艺参数,其中最重要的是电弧电压和电流。而电弧电压和电流的值又是由弧焊电源外特性曲线和等离子弧静特性曲线相交的稳定工作点来确定。为了获得不同的电弧电压和电流,弧焊电源的外特性必须连续和均匀可调。
等离子弧对其供电电源动特性的要求不高,因为它是一种非熔化极电弧,又常用非接触引弧方式,在工作中电极不熔化,电弧长度、电弧电压和电流基本上不发生变化。为了保持电弧稳定,供电弧焊电源的输出滤波电感量一般比较大,回路的时间常数较大。
具有下降特性的各种整流式弧焊电源,如磁放大器式弧焊整流器、晶闸管式弧焊整流器、逆变式弧焊整流器以及早期的弧焊发电机等,均可以作为等离子弧供电电源,并以逆变式弧焊整流器为主流发展方向。
有关焊接方法与过程控制基础的文章

3)离子气种类及流量:等离子弧焊最常用的保护气体和工作气体是氩气,适用于所有金属。表1-7-2为小电流等离子弧焊时常采用的保护气体。小电流等离子弧焊时,保护气可以不同。表1-7-3 等离子弧焊常见缺陷及消除措施......
2023-06-26

2)等离子弧焊接与切割用的气源应充足,并设有气体流量调整装置。3)等离子弧焊接与切割作业现场,应配备工作台,并设有局部排烟和净化空气装置。4)防电击,等离子弧焊接与切割的空载电压较高,尤其是在手工操作时,就有触电的危险。而等离子弧焊接与切割的弧光辐射,较其他电弧的光辐射强度大,特别是紫外线,对人体皮肤的损伤就更为严重。8)防高频,等离子弧焊接与切割是用高频振荡器引弧,高频对人体有一定的危害。......
2023-06-24

等离子弧切割是一种典型的热切割方法,它的工作原理如图1-7-13所示,既可以采用氧化切割方式,也可以采用熔化切割模式,或者两种模式共存。等离子弧切割方法的主要特点有以下方面:①应用面广,适用于切割多种材料,特别适用于不锈钢、有色金属和难熔金属的切割。②等离子弧的热量集中,被切割材料的热输入低,切割件的热变形小。⑥切口质量好,使用精细等离子弧或水射流等离子弧切割可以获得很高的切割质量。......
2023-06-26
等离子弧焊与钨极氩弧焊方法的最大区别在于它使用电弧能量高度集中的等离子弧。图1-7-4 等离子弧焊原理图按照所用焊接电流的大小和喷嘴孔径大小,等离子弧焊工艺可以分为以下三种不同的焊接模式。微束等离子弧焊焊接电流在0.1~15A,其特点是电弧易于控制,电弧在小电流下像一个针尖一样,非常稳定,所以又称为针弧,适于焊接精密的薄件制品。熔入法等离子弧焊 焊接电流为15~100A,用于对焊接质量有高要求的常规部件的焊接。......
2023-06-26

熔化极电弧焊中,所采用的工艺方法和焊接参数不同,熔滴过渡形式不同,负载的变化情况各异,对弧焊电源动特性的要求就有所不同。以短路过渡的熔化极电弧焊来说,电弧不停地在负载、短路和空载三态之间转换,所以采用短路过渡的熔化极电弧焊对电源的动特性提出了较高的要求。满足细丝CO2焊接短路过渡对di/dt的要求,是衡量该类电源动特性的一个重要指标,但是目前尚无具体的评价指标。......
2023-06-30

等离子弧喷涂方法具有以下鲜明的工艺特点。采用非转移弧的粉末等离子弧喷涂,在材料保护领域有着十分广泛的应用。但是,如何保证足够的涂层结合强度以及比较低的孔隙率,一直是等离子弧喷涂工艺中需要重点关注的问题。根据粉末特征的不同,对应的等离子弧喷涂工艺也有所区别。等离子弧喷涂设备的主要工艺参数有电流、电压、离子气和送粉气流量、喷嘴高度、粉末入射条件等。表1-7-4为等离子弧喷涂的典型参数。......
2023-06-26

从物理上讲,等离子弧与普通自由燃烧电弧的本质相同,弧柱均由等离子体组成。等离子弧具有以下特点。等离子弧温度可高达24000~50000K,能量密度可达105~106W/cm2。而在等离子弧中,情况则有变化,弧柱的高速等离子体通过接触传导和辐射带给工件的热量明显增加,甚至可能成为主要的热量来源,而阳极热则降为次要地位。......
2023-06-26

下面介绍几种常用的等离子弧切割方法。由于空气是地球上最易得到和最廉价的气体,因此,等离子弧空气切割法是最经济的金属切割方法之一,也是目前应用量最大的等离子弧切割方法。表1-7-6 等离子弧切割参数电流和电压 切割电流和电压是最重要的切割工艺参数,电流、电压提高时,等离子弧功率提高。等离子弧切割设备通常有比较高的空载电压和工作电压,在使用电离能高的气体如氮气、氢气或空气时,稳定等离子弧所需的电压会更高。......
2023-06-26
相关推荐