等离子弧切割是一种典型的热切割方法,它的工作原理如图1-7-13所示,既可以采用氧化切割方式,也可以采用熔化切割模式,或者两种模式共存。等离子弧切割方法的主要特点有以下方面:①应用面广,适用于切割多种材料,特别适用于不锈钢、有色金属和难熔金属的切割。②等离子弧的热量集中,被切割材料的热输入低,切割件的热变形小。⑥切口质量好,使用精细等离子弧或水射流等离子弧切割可以获得很高的切割质量。......
2023-06-26
从物理上讲,等离子弧与普通自由燃烧电弧的本质相同,弧柱均由等离子体组成。但与自由电弧相比,等离子弧是压缩电弧,在实际应用中区别较大,如图1-7-1所示。等离子弧具有以下特点。
(1)能量集中温度高 正是由于机械压缩、热收缩和磁收缩效应,使得等离子弧弧柱区的温度和能量密度得到了大幅度的提高。等离子弧温度可高达24000~50000K,能量密度可达105~106W/cm2。普通钨极氩弧的最高温度为10000~24000K,能量密度一般小于104 W/cm2。
(2)等离子弧气氛具有可控性 它是一种纯净的热源,工作气体可根据生产需要选定而使其呈还原性、氧化性或惰性气氛,因而可用来还原铁和铁合金、熔炼废钢或精炼钢液以及用于钢包及连铸中间包钢液的加热。应用于冶金工业时,不含有任何对冶金产品有害的杂质。
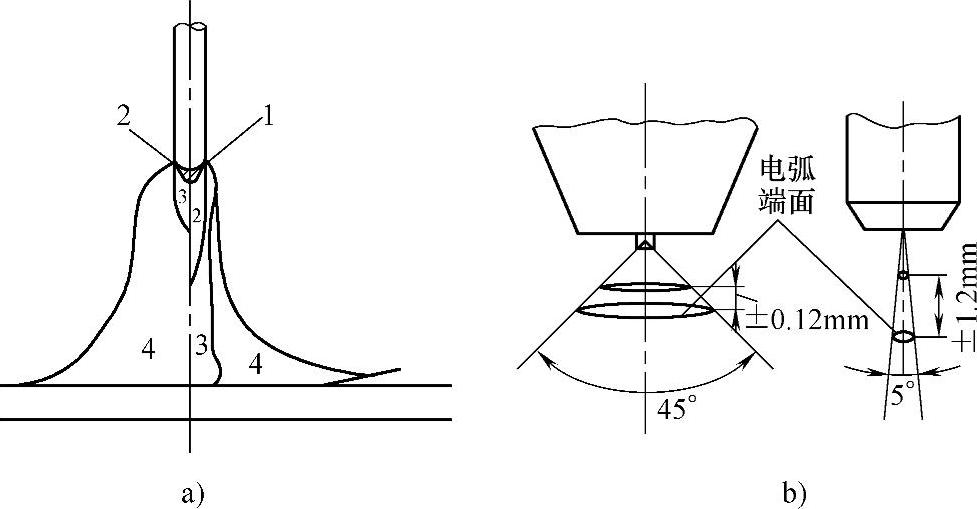
图1-7-1 自由电弧和等离子弧的对比
a)温度分布 b)挺度(左—自由电弧 右—等离子弧)
1—24000~50000K 2—1800~24000K 3—14000~18000K 4—10000~14000K
自由电弧200A,15V,40×28L/h;压缩电弧200A,30V,40×28L/h,压缩孔径ϕ4.8mm
(3)等离子弧稳定性和挺度好 等离子弧温度和能量密度的显著提高使等离子弧的稳定性和挺度得以改善。自由电弧的扩散角约为45°,等离子弧约为5°,如图1-7-1b所示。这是因为压缩后从喷嘴口喷射出来的等离子弧带电质点运动明显提高所致,最高可达300m/s(与喷嘴结构、离子气种类和流量等有关)。普通电弧在电流小于10A时就会发生电弧漂移现象,即弧柱偏离电弧轴线。这时电弧稳定性会遭到破坏,而等离子弧在1A以下仍可以稳定燃烧。但是,在某些因素(如喷嘴孔径过小、孔道长度或内缩过大、钨极与喷嘴不同心、工作气体流量过小等)作用下,等离子弧也会出现不稳定,甚至出现双弧现象。
(4)热源成分发生变化 在普通钨极氩弧焊中,加热工件的热量主要来源于阳极斑点热,而弧柱辐射和热传导仅起辅助作用。而在等离子弧中,情况则有变化,弧柱的高速等离子体通过接触传导和辐射带给工件的热量明显增加,甚至可能成为主要的热量来源,而阳极热则降为次要地位。
有关焊接方法与过程控制基础的文章

等离子弧切割是一种典型的热切割方法,它的工作原理如图1-7-13所示,既可以采用氧化切割方式,也可以采用熔化切割模式,或者两种模式共存。等离子弧切割方法的主要特点有以下方面:①应用面广,适用于切割多种材料,特别适用于不锈钢、有色金属和难熔金属的切割。②等离子弧的热量集中,被切割材料的热输入低,切割件的热变形小。⑥切口质量好,使用精细等离子弧或水射流等离子弧切割可以获得很高的切割质量。......
2023-06-26

(一)等离子弧焊的分类、特点在焊接领域中,用等离子弧作热源的工艺方法主要有等离子弧堆焊、等离子弧焊接、等离子弧切割、等离子弧喷涂等。等离子弧焊与钨极氩弧焊很相似,但它的热源是经机械压缩、热收缩、磁收缩的压缩电弧。熔透型等离子弧焊用压缩程度较弱的等离子弧,只熔化工件而不产生小孔效应,与钨极氩弧焊类似,主要用于薄板单面焊背面成形及厚板的多层焊。......
2023-06-23
等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2023-06-23

3)离子气种类及流量:等离子弧焊最常用的保护气体和工作气体是氩气,适用于所有金属。表1-7-2为小电流等离子弧焊时常采用的保护气体。小电流等离子弧焊时,保护气可以不同。表1-7-3 等离子弧焊常见缺陷及消除措施......
2023-06-26
若使气体充分电离,形成由数量相等的带正电的正离子和带负电的电子所组成的电离气体,就称为等离子体。等离子体是一种由自由电子和带电离子为主要成分的物质形态,常被视为物质的第四态,也被称为等离子态,或者“超气态”,也称为“电浆体”。等离子体具有很高的电导率,与电磁场存在极强的耦合作用。......
2023-06-26

等离子弧喷涂工艺对电源的要求与等离子弧焊接相类似。等离子弧喷涂电源的逆变化是其主流发展方向。等离子弧喷涂枪集所有喷涂资源于一体,是等离子弧喷涂设备的核心装置。目前,国内外普遍使用的还是中等功率,送粉方式为枪外送粉,控制方式较单一的等离子弧喷涂设备。表1-7-5为国外部分比较典型的等离子弧喷涂枪。送粉器是为等离子弧喷涂枪提供粉末的输送装置,主要的性能指标有装粉容量、送粉速率、送粉精度、可送粉末的粒度等。......
2023-06-26

按照等离子弧的类型,可以分为转移型等离子弧切割和非转移型等离子弧切割。转移型等离子弧切割的工件处于回路中,被切割材料必须是导电的,非转移型等离子弧切割时被切割材料可以是非金属类、不导电的材料。按照对电弧的压缩情况可以分为一般等离子弧切割和水再压缩等离子弧切割。......
2023-07-02

相关推荐