下面分别以激光-TIG和激光-MIG电弧复合热源焊为例描述激光与电弧的相互作用。由于TIG焊不存在熔滴过渡对焊接熔池的影响,在激光-TIG电弧复合热源焊过程中,熔池匙孔的稳定性较好。尤其是对于CO2激光,焊接过程中的光致等离子体较多,对电弧的影响也更明显。此外,复合焊接机制的转变还与激光束和电弧的复合方......
2023-06-26
随着工业激光器技术的成熟,激光焊已经在工业领域特别是汽车工业得到了较广泛的应用,如车身侧面与顶盖的激光焊以及变速器齿轮、气门挺杆等汽车零部件的激光焊。激光焊的主要优点如下:
1)热输入量小、深宽比大,热影响区小,工件收缩和变形较小。
2)焊道窄且表面质量好,焊缝强度高。
3)激光束控制比较灵活,柔性大,能够焊接其他焊接方法难以达到的位置。
4)焊接速度通常比其他焊接工艺快,易于实现自动化。
与此同时,激光焊也存在如下缺点:
1)焊接淬硬性材料时易形成硬脆接头。
2)合金元素的蒸发会导致焊缝出现气孔和咬边。
3)对工件的装配、夹持及激光束的精确调整要求比较高。
目前,单纯的激光焊成本仍然较高,因此,激光-电弧复合焊接技术得到了发展。其主要目的就是有效利用电弧能量,在较小的激光功率条件下获得较大的焊接熔深,同时利用电弧的搭桥能力降低焊接工艺对工件装配间隙的要求,实现高效率、高质量的焊接过程。
TIG-激光复合焊在高速焊接条件下,可以得到稳定的电弧,焊缝成形美观,减少了气孔、咬边等焊接缺陷的产生。尤其是低电流、高焊接速度和长弧焊时,TIG-激光复合焊的速度可达到激光焊的两倍以上。TIG-激光复合焊多用于薄板高速焊接,也可用于不等厚材料对接焊缝的焊接,焊接较大间隙板时,可采用填充金属。激光-TIG复合焊工艺中,激光束与电弧可以是同轴复合,也可以是旁轴复合,如图1-6-31所示。研究表明,光束与电弧的夹角、电弧电流大小和输出形式、激光功率、排列方式、作用间距、电弧高度、保护气体流量等都会影响复合焊接的质量。
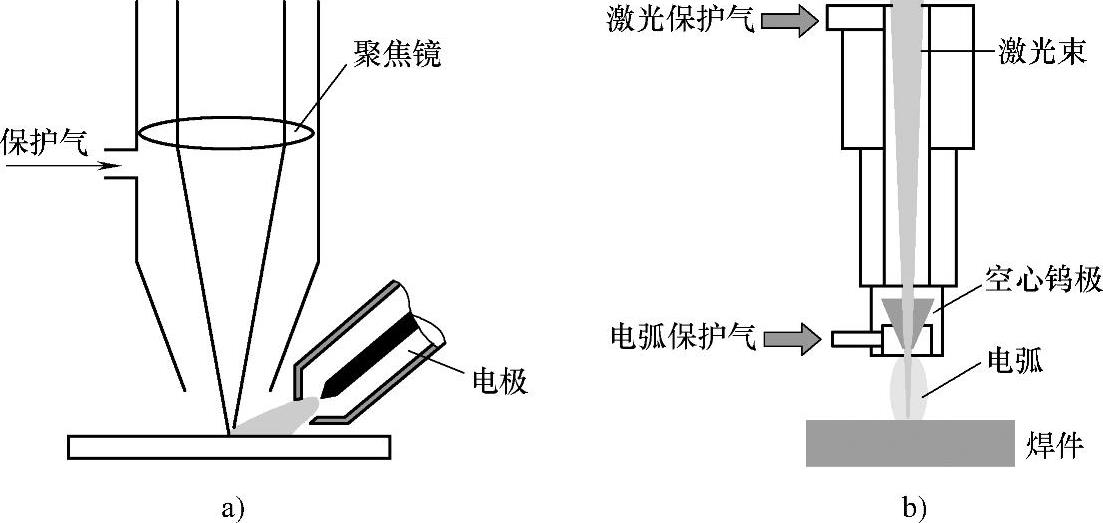
图1-6-31 TIG-激光复合焊原理
a)旁轴复合 b)同轴复合
图1-6-32所示为激光焊与TIG-激光复合焊获得的焊缝截面对比。单独电弧焊因电弧能量不够集中,熔宽较大,熔深较浅,深宽比较小;单独激光焊因能量集中,产生了小孔效应,熔深较大,深宽比也较大;复合焊则形成熔透充分、熔宽也大幅增加的焊缝。TIG-激光复合焊可以提高焊缝的桥接能力、增大焊接熔深。其原因是:一方面电弧对材料表面起预热作用,提高了材料的表面温度,增大了材料对激光的吸收率;另一方面激光改变了电弧热源特性,激光与电弧复合时,电弧被吸引到激光与材料的作用区,电弧中心的温度急剧升高,可达20000K,当电弧中心与周围环境的温差越大时,焊接时电弧收缩越强烈,电弧能量得到了更进一步的集中,有利于增大焊接熔深。
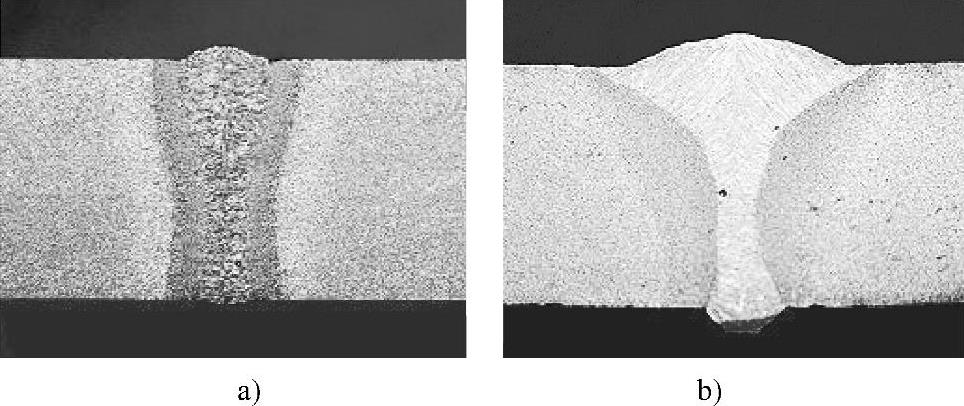
图1-6-32 激光焊与TIG-激光复合焊的焊缝截面
a)激光焊 b)TIG-激光复合焊接
有关焊接方法与过程控制基础的文章

下面分别以激光-TIG和激光-MIG电弧复合热源焊为例描述激光与电弧的相互作用。由于TIG焊不存在熔滴过渡对焊接熔池的影响,在激光-TIG电弧复合热源焊过程中,熔池匙孔的稳定性较好。尤其是对于CO2激光,焊接过程中的光致等离子体较多,对电弧的影响也更明显。此外,复合焊接机制的转变还与激光束和电弧的复合方......
2023-06-26

与普通TIG焊相比,由于热丝TIG焊显著提高了热输入,适于焊接中等厚度的焊接结构,又保持了TIG焊具有高质量焊缝的特点。热丝TIG焊的熔敷速度可比普通TIG焊提高两倍,从而使焊接速度增加3~5倍,提高生产率。图7-50 钢的钨极氩弧焊熔敷速度比较3.TOPTIG焊TOPTIG焊原理 TOPTIG是TIG焊接工艺的一种。......
2023-07-02

其主要思想是采用实心焊丝进行单丝高速焊接,焊接过程中采用强制短弧及高效的喷射电弧。熔化极气体保护双弧焊接方法的应用最早出现在1955年,但由于当时弧焊电源技术的落后,限制了其发展。......
2023-06-26
目前国内激光-MIG复合焊技术的应用程度较低,相关的研究及报道较少,而国外已实现船用钢板T形接头激光-电弧复合焊。上海交通大学激光制造实验室利用引进的高功率CO2激光焊接设备采用激光-MIG电弧复合焊工艺实现了T形接头的双面焊接成形。图4-1-32 激光-MIG复合焊实验装置图4-1-33 T形接头双面焊焊接接头的横截面宏观形貌......
2023-06-26

上海交通大学激光制造实验室选用了ER4043焊丝对厚度为1.8mm的6061-T6铝合金进行了激光填丝焊。图4-1-28 CO2激光焊接法兰盘-管子焊接完成的部件外观及其焊缝横截面宏观照片图4-1-29 激光填丝焊典型焊接接头的表面及截面形貌通过工艺试验,确定了焊接参数范围,并给出了特定激光功率下焊接速度与送丝速度的匹配关系。......
2023-06-26
为了提高TIG焊的效率,降低成本,20世纪60年代巴顿焊接研究所提出了活性剂TIG焊的概念,并用于钛合金焊接中。此后,英、美、日等国相继研制出用于不锈钢、碳钢、低合金钢、镍基合金、铜镍合金等不同材料的活性剂,活性剂TIG焊技术的研究和应用得到了迅速发展。A-TIG焊使用特殊的活性剂,在焊前涂敷到被焊工件的表面,使用普通的TIG焊设备和焊接参数就可以进行焊接。由于此类活性剂对人体有害,一般不再使用。......
2023-06-26
臭氧和氮氧化物的主要危害是对呼吸道和肺有强烈刺激作用,会对呼吸系统造成伤害。高频电磁辐射主要引起神经衰弱和植物性神经功能紊乱,严重时会使血压不正常。弧光辐射TIG焊产生的弧光辐射包括紫外线、红外线和可见光。......
2023-06-26

普通的填丝TIG焊,焊接过程稳定,质量好,但效率低。为此,通常采用交流电源加热填充焊丝或采用脉冲调制,并限制加热电流不超过焊接电流的60%,使TIG焊电弧和热丝电流峰值相互交替,以减少磁偏吹。热丝TIG焊焊接效率整整提高了一倍。此外热丝TIG焊还可以减少焊缝中的裂纹。热丝TIG焊由于效率高,通常可使焊接速度增加3~5倍,因此可应用于快速焊的生产线上。......
2023-06-26
相关推荐