普通的填丝TIG焊,焊接过程稳定,质量好,但效率低。为此,通常采用交流电源加热填充焊丝或采用脉冲调制,并限制加热电流不超过焊接电流的60%,使TIG焊电弧和热丝电流峰值相互交替,以减少磁偏吹。热丝TIG焊焊接效率整整提高了一倍。此外热丝TIG焊还可以减少焊缝中的裂纹。热丝TIG焊由于效率高,通常可使焊接速度增加3~5倍,因此可应用于快速焊的生产线上。......
2025-09-29
普通TIG焊通常在单层焊接时只能获得较小的熔深,对于较厚的焊件,要求背面焊透时必须开坡口,并采用多层焊接。为了提高TIG焊的效率,降低成本,20世纪60年代巴顿焊接研究所提出了活性剂TIG焊的概念,并用于钛合金焊接中。此后,英、美、日等国相继研制出用于不锈钢、碳钢、低合金钢、镍基合金、铜镍合金等不同材料的活性剂,活性剂TIG焊技术的研究和应用得到了迅速发展。
活性剂TIG焊(Activating Flux-TIG,简称A-TIG)是在被焊焊件的表面,涂敷一层很薄的活性剂,然后进行TIG焊。在同样的焊接参数下,可使焊缝熔深比一般TIG焊增加1~3倍。对板厚12mm以下的低碳钢采用I形对接坡口可一次焊接完成。
1.A-TIG焊机理
A-TIG焊能增加熔深,是由于活性剂对电弧、熔池表面张力和阴极斑点等共同作用的结果。对其机理的解释主要有两种:电弧收缩说法和熔池表面张力说法。
(1)电弧收缩说法 活性剂在电弧高温作用下,发生蒸发并以原子态包围在电弧周围区域。在电弧中心区域,电弧的温度高于活性剂组分分子的分解温度,保护气体和活性剂的原子被电离成电子和正离子。由于电弧周围区域温度相对较低,活性剂蒸发的元素仍以分子和原子形式存在,被分解的原子大量俘获该区域中的电子形成负离子,如图1-6-28所示。使电弧周围区域作为主要导电的电子大大减少,导电能力下降,迫使电弧收缩。其次,由于活性剂的各组分均为多原子分子,在电弧温度下发生热解离而产生吸热反应,也迫使电弧压缩。
活性剂的组成物本身是不导电的。它们的熔点和沸点都比被焊金属高,只在电弧中心温度较高的区域有金属蒸气,活性剂涂层的存在,限制了阳极斑点区,使电弧不能扩展。
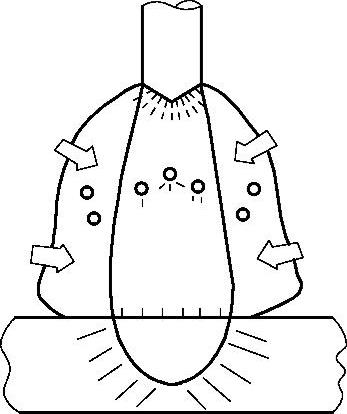
图1-6-28 负离子引起的电弧收缩
A-TIG焊阳极根部呈收缩状,而普通TIG焊阳极根部为发散状,阳极根部形状对熔池表面温度分布有强烈影响。由于电弧收缩,电弧电压增加,热量集中,从而使焊缝熔深增加。
(2)熔池表面张力说法 表面张力理论认为,熔池金属流动状态对焊缝的几何形态有很大的影响。一般焊缝金属在熔化状态下,表面张力具有负的温度系数,即熔池液态金属从表面张力小的区域向表面张力大的区域流动。表面张力取决于熔池液体表面温度梯度和熔池金属中存在的某种微量元素或接触到的活性气氛(如O、S)。熔池中不存在活性元素时,熔池表面张力一般随温度升高而降低。在电弧正下方的熔池中心处表面张力较小,而熔池边缘表面张力较大。这种表面张力的分布使熔池中心的液态金属向边缘流动,如图1-6-29a所示。这种液态流动模式使得焊缝宽而浅。一旦熔池中含有某些微量元素或表面活性元素,则熔池液态金属从熔池边缘向中心流动,形成图1-6-29b所示的流动状态,可有效地使熔池中心高温传递至熔池底部,形成冲刷作用,形成了一个相对深而窄的焊缝。
2.A-TIG焊的特点
A-TIG焊的主要优点如下:
1)能显著增加熔深,提高焊接效率,降低焊接成本。在焊接工艺不变的情况下,与常规TIG焊相比,A-TIG焊可以提高熔深一倍以上,而且不增加正面焊缝宽度。如不锈钢焊接可由普通TIG焊的3mm熔深,增加到12mm,可一次单面焊10mm不锈钢板。因此对于中等厚度的材料可不开坡口一次焊透,对于更厚的工件则可以减少焊道的层数。对于薄板A-TIG焊可以提高焊接速度,或者使用较小的焊接参数焊接。
2)高效节能,A-TIG焊的综合效率高。由于A-TIG焊熔深大,对一定厚度的工件不开坡口可一次焊透;在焊接厚板时,可加大坡口的钝边,减少坡口加工量,从而减少填充材料、焊层及辅助时间。与普通TIG焊相比,在板厚相同的情况下,其消耗功率约减少一半,焊接时间可节约一半,是一种高效节能的焊接方法。
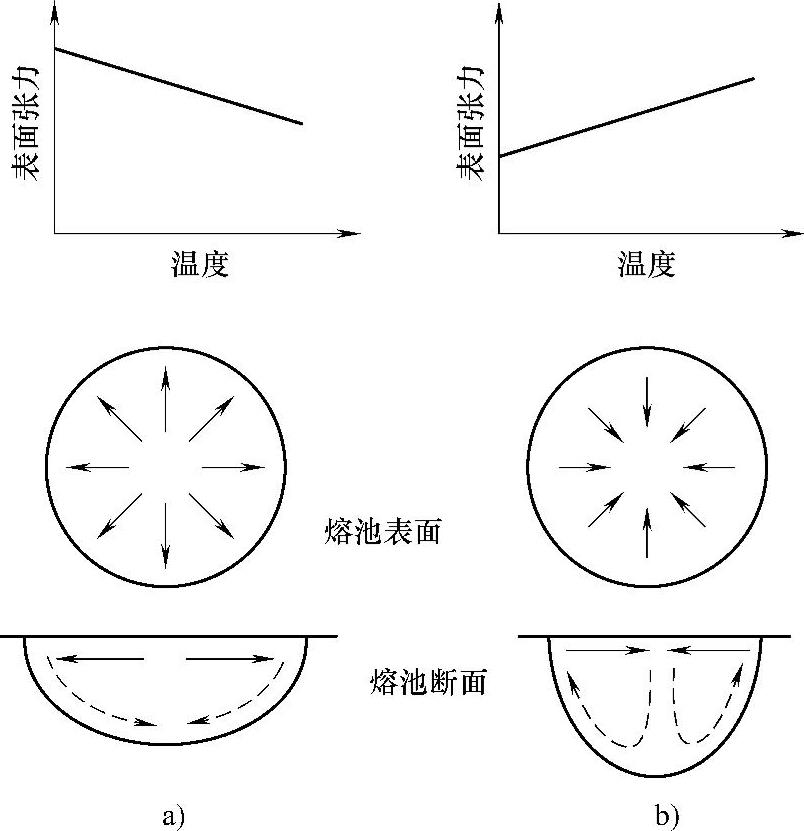
图1-6-29 熔池表面张力对熔池金属流动和熔深的影响
a)液态金属由熔池中心向边缘流动(https://www.chuimin.cn)
b)液态金属由熔池边缘向中心流动
3)焊接变形和残余应力小,可提高焊接质量。A-TIG焊通过在同等焊接速度下采用较小的焊接参数,可以有效地减小焊接变形。通过调整活性剂的成分,可以改善焊缝的组织和性能。此外,钛合金A-TIG焊能够消除常规TIG焊所表现出的氢气孔,也可以净化焊缝(降低焊缝中的含氧量)。
4)操作简单、方便、成本低。A-TIG焊使用特殊的活性剂,在焊前涂敷到被焊工件的表面,使用普通的TIG焊设备和焊接参数就可以进行焊接。
5)焊缝正反面熔化成形好。A-TIG焊得到的焊缝,其正反面熔化宽度比例更趋合理,熔宽均匀稳定,由于焊件散热条件变化或者夹具压紧程度不一致所导致的背面出现蛇形焊道及不均匀熔透的程度减低,对保证焊缝使用性能有利。
A-TIG焊的不足之处主要在于以下方面:
1)焊前焊件表面焊接处应打磨露出金属光泽。
2)焊缝表面成形较差。
3)焊后焊缝表面残留活性剂,清理较困难。
3.活性剂类型
活性剂的类型主要有以下几类:
(1)卤素化合物型 以氟化物和氯化物为主组分的活性剂。主要用于焊接钛合金,可焊接厚度为7mm的钛合金,采用I形对接坡口一次焊透。由于此类活性剂对人体有害,一般不再使用。
(2)氧化物和氟化物型其主要组分以氧化物为主,加入一定的氟化物,主要用于不锈钢、碳钢等金属的焊接。
(3)氧化物型 主要组分为氧化物,不含硫、碳氢化合物和氟化物。可用于300多种奥氏体不锈钢的焊接。
4.活性剂的使用
首先将活性剂的组分混合均匀,然后用乙醇或丙酮等易挥发的有机溶剂,将其制成糊状或悬浮状,或做成喷雾剂状。使用时可采用人工方法刷涂,也可用机械方法涂敷或直接喷涂在焊件表面。一般在涂敷前应将焊件表面打磨出金属光泽,涂敷宽度为10~20mm,在生产应用中涂敷量以涂层充分遮盖住金属光泽为宜,相应的厚度为0.013mm左右,活性剂使用量为0.3g/m左右。当溶剂挥发后,细微活性剂粉末附着在被焊工件表面,便可以在活性剂涂层上施焊。
焊后应将焊缝两侧钢板上残留的活性剂清除,可采用人工方法也可用机械方法。
相关文章

普通的填丝TIG焊,焊接过程稳定,质量好,但效率低。为此,通常采用交流电源加热填充焊丝或采用脉冲调制,并限制加热电流不超过焊接电流的60%,使TIG焊电弧和热丝电流峰值相互交替,以减少磁偏吹。热丝TIG焊焊接效率整整提高了一倍。此外热丝TIG焊还可以减少焊缝中的裂纹。热丝TIG焊由于效率高,通常可使焊接速度增加3~5倍,因此可应用于快速焊的生产线上。......
2025-09-29

TIG焊根据焊件材料可选择直流或交流弧焊电源,表1-6-1为不同的焊件材料与弧焊电源类别和极性的选择关系。焊接其他金属一般优先选择直流正接法,其次为交流弧焊电源。直流TIG焊多采用直流正接法方式施焊,此时电流不发生极性变化,电弧一旦引燃就能够十分稳定地燃烧。焊接铝、镁及其合金时,图1-6-5是交流钨极氩弧焊的电流、电压波形及其直流分量示意图。......
2025-09-29

TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2025-09-29
TIG焊工作原理示意图如图1-6-1所示。钨在高温下强度高而热应力小,具有良好的高温使用性能,可长时间在高温状态下工作,维持了恒定的电弧长度,保持焊接电流不变。用于TIG焊的惰性保护气体通常有氩气,有时也用氦气或氩与氦的混合气体。图1-6-1 TIG焊工作原理示意图1—焊件 2—填充焊丝 3—惰性气体 4—喷嘴 5—电极夹 6—钨极 7—电弧 8—熔池 9—焊缝TIG焊时,根据焊件坡口形式及接头性能的需要,可以填充焊丝也可以不填充焊丝。......
2025-09-29

2)TIG焊电弧十分稳定,在很小的电流下仍可正常焊接,适用于打底焊、薄板焊接。脉冲TIG焊接时,特别适用于对热敏感材料的焊接。3)TIG焊无冶金的脱氧、脱氢作用,焊前对工件表面的油、水、锈蚀等脏物的清理要求较高,否则会出现气孔等缺陷影响焊接质量。......
2025-09-29

其主要思想是采用实心焊丝进行单丝高速焊接,焊接过程中采用强制短弧及高效的喷射电弧。熔化极气体保护双弧焊接方法的应用最早出现在1955年,但由于当时弧焊电源技术的落后,限制了其发展。......
2025-09-29

大焊丝伸出长度意味着提高电阻热,采用高电弧电压、大电流的结果是提高其熔敷效率和保持焊缝宽度不会因提速而变窄,并在大电流的MAG焊禁区开创了新的应用领域。......
2025-09-29

相关推荐