图1-2-32 串联半桥式逆变主电路及其波形图a)串联半桥式逆变主电路及其波形图 b)uce、ic、ib波形3.场效应晶体管式弧焊逆变器的原理和特点晶体管式弧焊逆变器的出现,虽然逆变频率较高,利于提高效率、减小体积重量,但存在二次击穿和需较大的电流驱动。......
2023-06-25
在锅炉、化工、电力及核电等领域的管线以及换热器的生产和安装中,存在大量的管-管和管-管板的焊接,通常都采用TIG焊方法。
1.管-管TIG焊
在工业管道制造和安装过程中,许多情况下管道是固定不动的,此时要求焊枪围绕焊件作360°的空间旋转。完成一条焊缝的过程实际上是全位置焊接,每种位置需要不同的焊接参数相匹配,为了保证焊缝获得均匀的熔深和熔宽,要求参数稳定而精确。同时,要求机头的转速稳定而可靠,并与焊接参数相适应。厚板大直径管道焊接时,机头还需进行不同形式和不同频率的摆动。TIG焊或脉冲TIG焊由于其电弧非常稳定,无飞溅,热输入调节方便,易得到单面焊双面成形的焊缝,是管道焊接的理想方法。
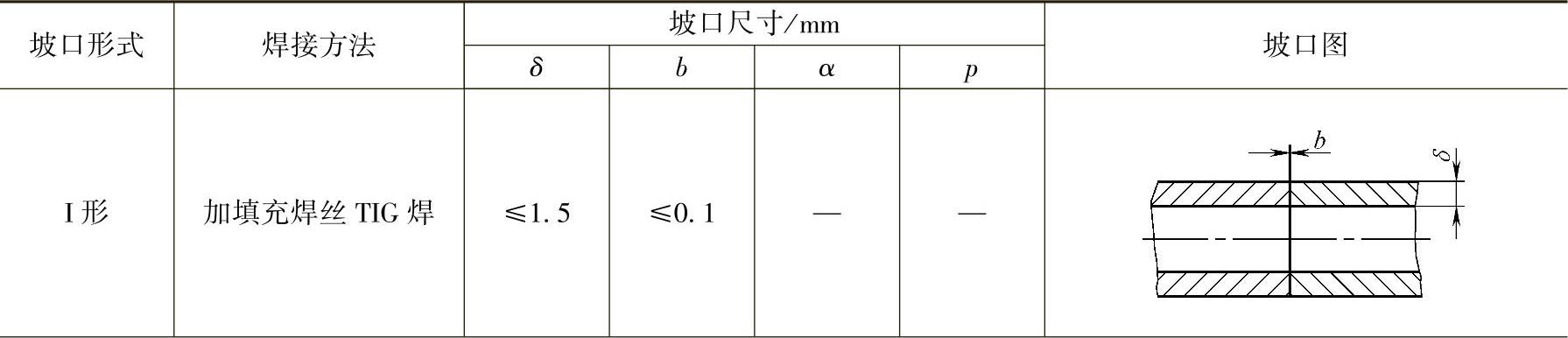
(1)坡口形式 根据管子壁厚和生产条件,可以采用多种坡口形式。表1-6-10为不锈钢管对接的焊接坡口形式。为了保证一定的余高,焊前将管端适当扩口或者添加填充焊丝,也可以用TIG焊打底后再用焊条电弧焊盖面。
表1-6-10 不锈钢管子对接焊坡口形式
(续)

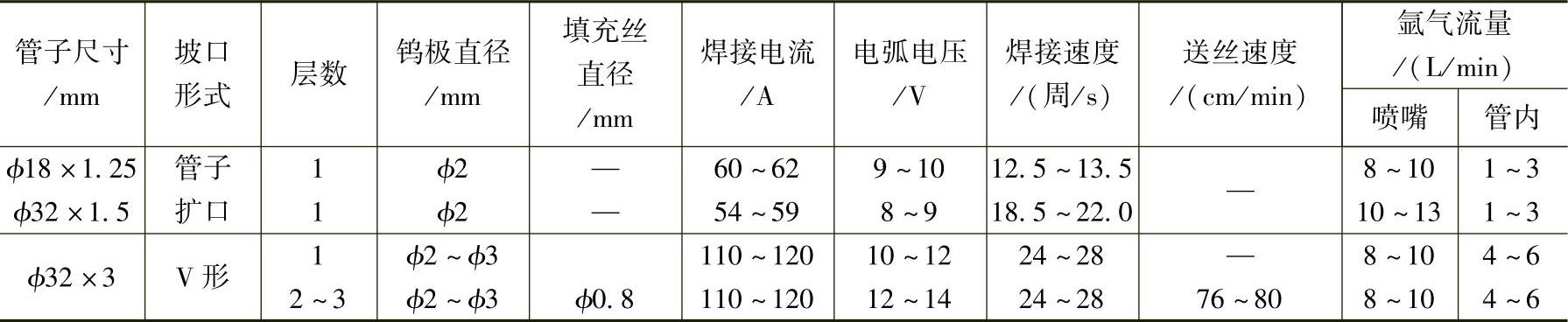
(2)焊接工艺 表1-6-11列出了不锈钢管子全位置TIG焊的焊接条件。在一个接头的焊接过程中,焊接电流大小和机头运动速度应相互配合,在电弧引燃后焊接电流逐渐上升至工作值,将焊件预热并形成熔池,待底层完全熔透后,机头才开始转动。电弧熄灭前,焊接电流逐渐衰减,机头运动逐渐加快,以保证环缝首尾平滑地搭接。
表1-6-11 1Cr18Ni9Ti①不锈钢管子对接全位置TIG焊焊接条件(直流正接)
①GB/T 20878—2007《不锈钢和耐热钢 牌号及化学成分》标准中没有对应的新牌号,但考虑应用较多,此处保留旧牌号。
2.管-管板TIG焊
管与管板之间的连接,有胀接、胀接加焊接、焊接等类型。就焊接而言,又可分为端面焊接和内孔焊接两种方式。
(1)端面焊接 如图1-6-27所示,它具有焊接方便,外观检查和修补容易等优点。其缺点是管子和管板之间存在缝隙,虽然通常都同时采用胀管工艺,这种缝隙也难以完全消除,在使用过程中,介质和污垢存在于缝隙中,容易产生腐蚀。

图1-6-27 管板焊接的两种接头方式
(2)内孔焊接这是为改进端面焊接的缺点而采取的较先进的工艺方案,它是一个全焊透的接头,没有缝隙,没有应力集中点,抗应力腐蚀能力强,疲劳强度高,缺点是对管板加工、装配以及焊接设备与技术要求较高,返修困难,成本较高。
大多数情况下还是采用端面焊接。内孔焊接仅在一些高温高压、强腐蚀性介质及核反应堆等特殊工作条件的热交换器中应用。
有关焊接方法与过程控制基础的文章

图1-2-32 串联半桥式逆变主电路及其波形图a)串联半桥式逆变主电路及其波形图 b)uce、ic、ib波形3.场效应晶体管式弧焊逆变器的原理和特点晶体管式弧焊逆变器的出现,虽然逆变频率较高,利于提高效率、减小体积重量,但存在二次击穿和需较大的电流驱动。......
2023-06-25

由于立柱太长,重型双H型钢立柱分两段制作,然后采用管极熔嘴电渣焊拼焊成整根。随着焊剂的熔化,温度升高,电压下降,电流增大并渐趋稳定。渣池深度小于30mm时,会使焊接电流、电压降低,使得电渣焊过程不稳定,渣池和金属熔池的温度相对降低,熔宽变窄,金属熔池上升较快,如不及时补充焊剂,渣池深度继续减小,焊丝就会触及金属熔池发生短路。......
2023-06-26

加压泵出口至立管管材和管件的工作压力大于等于1.6MPa,其余部分的工作压力大于或等于1.2MPa。2)消防管材采用热镀锌钢管,焊接或卡箍连接。阀门及需拆卸部位采用法兰连接。4)自动喷水管应分段采用法兰或沟槽连接件连接。净空高度大于8m的场所,立管上应设有法兰。③雨水立管及空调冷凝水管均采用厚壁承压PVC—U管,承插胶粘连接,埋地污水排水横管采用承插式抗震铸铁排水管,水泥捻口。......
2023-08-22

焊件装配、焊接层次及障碍管位置如图1-11所示。图1-11 焊件装配、焊接层次及障碍管位置a)焊件装配及焊缝层次 b)障碍管位置辅助工具及量具 氩气流量表、打渣锤、钢直尺、钢丝刷、台式砂轮机、角向打磨机和焊缝万能量规等。......
2023-06-15

从本质上可以说,冷轧管机的孔型设计是一台冷轧管机的灵魂。轧制工具的设计直接关系到产品的产量,如成品的尺寸及公差、表面状态、成品管的形状、轧机的产能和轧机主要零部件的使用寿命,这些都是轧管机孔型设计必须追求的。二辊和三辊冷轧管机孔型宽度计算分别示于图2-127、2-128。冷轧管的实际经验显示,孔型开口与成品管的质量及轧机的产量有直接的关系。......
2023-06-23

某乙烯工程中有13种规格尺寸的纯钛管需进行全位置焊接,且与直管连接的弯管无直线段,使保护拖罩制作和焊接操作都比较困难。罩轨是由铸造黄铜车削而成的两个半圆体,以铰链和螺栓连接。罩轨共三块,其中的两块用于焊直管,一块与弯管相匹配。当钛管直径大于100mm时可用不带罩轨的保护拖罩。钛管手工TIG焊的焊接参数见表5-36。图5-25 钛管焊接起弧点及收弧点的位置示意图......
2023-06-23
堆土高度不超过1.5m,距沟槽边缘不小于0.8m,且堆土不得掩埋测量标志、原有消防栓及阀门井等设施。4)为有效控制槽底的高程和坡度,控制点在管道直线段的间距应保持在20m左右,在曲线段上根据曲率半径应加密设置。4)沟槽开挖可用人工法和机械法两种。机械法开挖测量分两步:第一步粗钉中心桩,放出挖槽边线,挖深为距管底设计标高少挖20~30cm,待第二步再测设坡度板时,用人工清槽至设计标高。......
2023-09-01

本节主要介绍采用Virtuoso版图设计工具Layout Editor进行版图设计的流程以及NMOS晶体管的设计,假设NMOS晶体管的尺寸为2μm/0.5μm。图3.69 N注入区的设计7)NMOS晶体管源漏区的设计:采用快捷键取消标尺Shift+k,然后鼠标左键选择LSW中的AA层,然后单击创建矩形图标或者快捷键r,在SN层内创建矩形AA层,如图3.70所示。以上介绍了一个简单的NMOS晶体管的版图设计流程,下面将主要采用器件调用的方法完成一个两级密勒补偿的运算放大器的版图设计。......
2023-06-26
相关推荐