TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2025-09-29
普通的填丝TIG焊,焊接过程稳定,质量好,但效率低。而单纯依靠增加焊接电流的方法来提高TIG焊效率,受到钨极许用电流的限制。人们将注意力转向提高填充焊丝的熔化速度,利用附加电流预先加热填充焊丝,以提高焊丝的熔化速度,增加熔敷效率,由此开发了热丝TIG焊(Hot Wire TIG)。
1.热丝TIG焊工作原理
热丝TIG焊工作原理如图1-6-23所示。一般TIG焊枪和焊丝加热端接负极,焊件接正极。填充焊丝在进入熔池之前由加热电源通过导电块对其通电,依靠电阻热将焊丝加热至预定温度,但不产生电弧,导电块至熔池之间的焊丝长度约10cm,焊丝与钨极成40°~60°角,从电弧前进方向后侧送入熔池,这样熔敷速度可比通常所用的冷丝提高2倍以上,如图1-6-24所示。同时减小了焊接熔池从电弧中吸收的热量,使热影响区宽度变窄,适于焊接对热输入敏感的材料和堆焊。
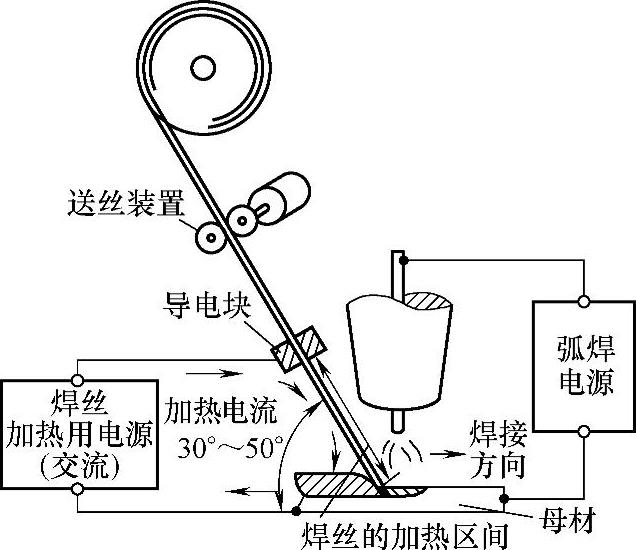
图1-6-23 热丝TIG焊工作原理示意图
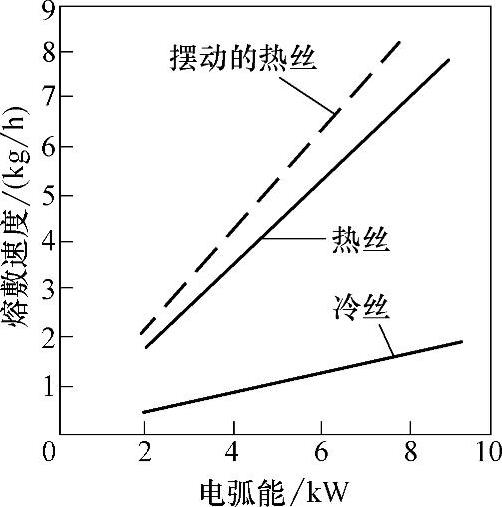
图1-6-24 热丝TIG焊的熔敷速度
热丝TIG焊时,由于流过电流的焊丝与TIG电弧距离很小,热丝中电流所产生的磁场会使TIG电弧产生磁偏吹,从而影响热丝TIG焊过程的稳定性。为此,通常采用交流电源加热填充焊丝或采用脉冲调制,并限制加热电流不超过焊接电流的60%,使TIG焊电弧和热丝电流峰值相互交替,以减少磁偏吹。所使用的焊丝直径通常不大于1.2mm,如焊丝直径过大,由于电阻小,需增大加热电流,这对防止磁偏吹不利。(https://www.chuimin.cn)
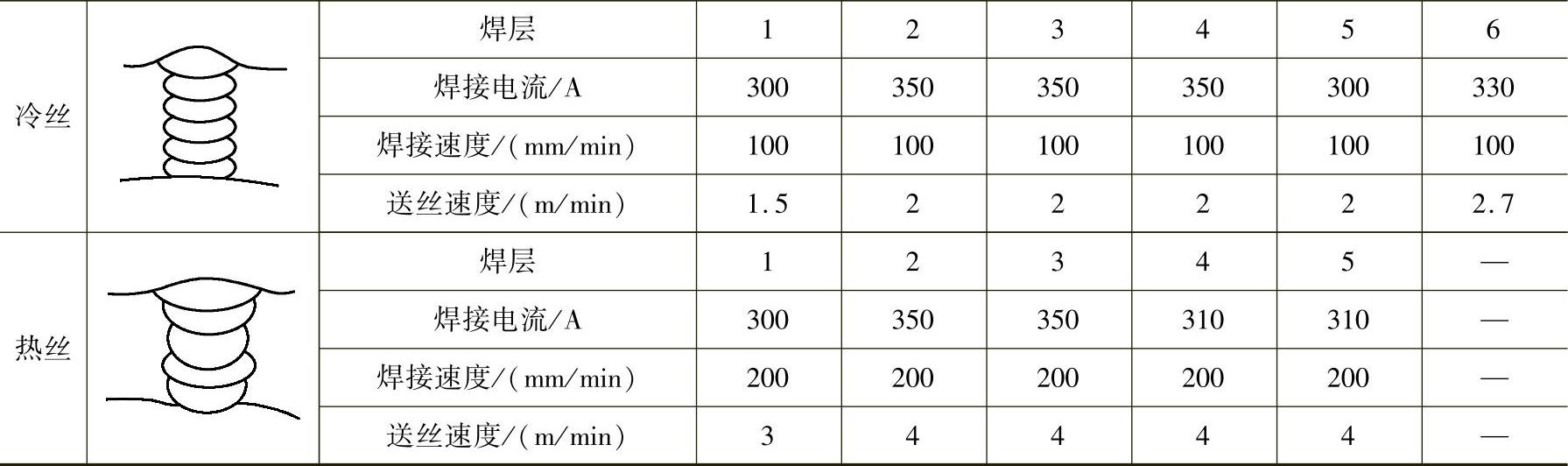
表1-6-9为使用两种不同TIG焊方法焊接窄间隙试样的比较。热丝TIG焊焊接效率整整提高了一倍。此外热丝TIG焊还可以减少焊缝中的裂纹。
表1-6-9 热丝TIG焊与常规TIG焊的对比
2.应用
热丝TIG焊工艺已经成功地应用于碳钢、低合金钢、不锈钢、镍和钛等金属的焊接。铜和铝的电阻率太小,不容易产生电阻热,因此一般不推荐使用热丝TIG焊。
热丝TIG焊由于效率高,通常可使焊接速度增加3~5倍,因此可应用于快速焊的生产线上。日本巴布日立工业公司与广岛大学利用热丝TIG焊接方法在板厚1.5mm的不锈钢搭接焊中成功地实现了5m/min的超高速焊接。在焊接发电设备等厚壁压力管道和容器中,为了提高焊接效率,也采用多种窄间隙热丝TIG焊工艺,如图1-6-25所示。
相关文章

TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2025-09-29

我国西气东输工程采用了直缝埋弧焊管,其中X70级管线钢,壁厚14.5~26.2mm,直径914~1118mm,采用的是双面四丝埋弧直缝钢管。外预焊采用CO2气体保护焊,内外焊采用四丝埋弧焊,并采用DC+AC+AC+AC电源组合,交流电源采用特定的柯斯特接法,以减少电弧间的相互干扰。焊丝中心一定要排列在焊缝中心线上,否则会因焊丝排列不在一条直线上而形成摆动电弧,造成正反面焊缝中心错位缺陷。......
2025-09-29

通常双丝高速埋弧焊的焊接速度可达2m/min以上。通过对两电源及行走机构进行时序关系的控制,可避免双丝串列埋弧焊在起弧和收弧位置由于在电弧作用下,所产生的焊缝首尾下塌现象。传统的双丝埋弧焊常在开始位置会产生一小段距离较窄的焊缝,且收弧位置常出现下塌现象。......
2025-09-29

TIG焊工作原理示意图如图1-6-1所示。钨在高温下强度高而热应力小,具有良好的高温使用性能,可长时间在高温状态下工作,维持了恒定的电弧长度,保持焊接电流不变。用于TIG焊的惰性保护气体通常有氩气,有时也用氦气或氩与氦的混合气体。图1-6-1 TIG焊工作原理示意图1—焊件 2—填充焊丝 3—惰性气体 4—喷嘴 5—电极夹 6—钨极 7—电弧 8—熔池 9—焊缝TIG焊时,根据焊件坡口形式及接头性能的需要,可以填充焊丝也可以不填充焊丝。......
2025-09-29

2)TIG焊电弧十分稳定,在很小的电流下仍可正常焊接,适用于打底焊、薄板焊接。脉冲TIG焊接时,特别适用于对热敏感材料的焊接。3)TIG焊无冶金的脱氧、脱氢作用,焊前对工件表面的油、水、锈蚀等脏物的清理要求较高,否则会出现气孔等缺陷影响焊接质量。......
2025-09-29

在现代生产的TIG焊设备中,引弧和稳弧装置以及焊接程序控制装置已经和弧焊电源合为一体。如图1-6-2所示为手工TIG焊设备组成示意图。专用自动TIG焊机是根据待焊产品结构、尺寸大小、焊缝接头形式和装夹方式等焊接工艺要求而专门设计和制造的专用焊接设备。......
2025-09-29
包括直接将栓钉焊在钢结构构件表面的非穿透焊和将栓钉通过电弧燃烧,穿过覆盖于构件上的薄钢板焊在构件表面上的穿透焊接。栓钉又称焊钉,是指在各类结构工程中应用的抗剪件、埋设件和锚固件。瓷环是在栓焊过程中起到电弧保护、减少飞溅并参与焊缝成形作用的陶瓷护圈。栓焊包括电弧栓焊和储能栓焊两种。由于电容器放电能量的限制,一般用于小直径栓钉的焊接。......
2025-09-29
相关推荐