气体保护焊接时,焊缝金属的成分和性能除了受到焊丝化学成分影响外,也与所采用的保护气体有密切的关系。随着保护气体氧化性的增加,焊丝中的脱氧元素烧损量也会增加,这时焊缝金属的强度会降低。对于焊后需要进行调质处理的铸钢件,力求保证焊缝金属主要合金成分与母材接近,以保证经过调质处理后,焊缝的性能与母材一致。......
2023-06-28
1.保护气体种类及特性比较
TIG焊用的保护气体主要是氩气、氦气或氩与氦各种比例的混合气体。有时也在氩气或氦气中加入氢气或氮气组成混合气体使用。
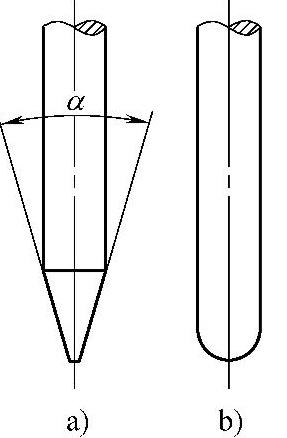
图1-6-20 电极端部形状
氩气(Ar)是无色无味的气体,比空气重25%,作为焊接保护气体使用时,不易飘浮散失,有利于保护作用。氩在空气中的含量是0.935%(体积分数),沸点为-186℃,介于氧与氮的沸点之间,是分馏液态空气制取氧气的副产品。氩气中有害的杂质是氧、氮、氢、二氧化碳及水蒸气,氩气的成分见表1-6-8。杂质含量过多会使钨极加速烧损,并使焊缝金属被氧化和氮化,增加焊缝金属的含氢量,降低焊接接头的质量。工业纯氩的纯度可达99.99%(体积分数),完全能够满足焊接铝、钛等活泼金属的要求。
表1-6-8 氩气成分(体积分数)

氩气作为保护气体焊接时,它既不与金属起化学作用,也不溶解于金属中。可以避免焊缝金属中的合金元素烧损,使焊接冶金反应变得简单和容易控制。它可以焊接高强度合金钢、铝、镁、铜及其合金以及异种金属等。氩气不像还原性气体或氧化性气体那样,它没有脱氧或去氢作用,对焊前的脱脂、去锈、去水等准备工作要求严格,否则就要影响焊缝质量。
氩气是单原子气体,高温时不分解吸热,热导率小,在氩气中燃烧的电弧热量损失较少。氩弧焊时,电弧一旦引燃就很稳定,是各种保护气体中稳定性最好的,一般电弧电压仅8~15V。氩气是TIG焊中使用最广泛的气体。但氩弧容易扩展,呈典型钟罩形,加热不够集中。
除了氩气之外,氦气(He)也是TIG焊中常用的保护气体。氩气的电离电压为15.7V,而氦为24.5V,说明氦弧不如氩弧容易引燃和稳定。氩和氦的电弧静特性曲线如图1-6-21所示。从图1-6-21中可以看出,在一定的电流和弧长下,氦与氩的电弧电压不同,氦弧电压高,使电弧有较大的功率。氦气的冷却效果好,使得弧柱细而集中,电弧能量密度大,焊缝有较大的熔透率。氩弧电压较低,电弧的功率较小,产生的热量较少,约只有氦弧的2/3。两者比较而言,采用氩气保护有利于薄板焊接。对于厚板、热导率高或熔点较高的材料用氦气更为有利。在同样电弧功率的情况下,氦弧可以使用比氩弧高30%~40%的焊接速度而不会产生咬边现象。但是氦气比氩气昂贵而且轻,氦气相对原子质量是氩气的1/10,焊接时要获得同样的保护效果,氦气流量必须是氩气流量的2~3倍,显然焊接成本很高,限制了它在工业上的广泛应用。
氩加氦混合气体与氩、氦中加入氢的电弧静特性曲线如图1-6-22所示。从图中可以看出,在氩或氦中加入氢气将显著地线性提高电弧电压,这使得电弧的发热量也线性增加。氢可能对许多金属及合金产生有害的影响,仅能在某些特定的不锈钢及镍基合金上应用。
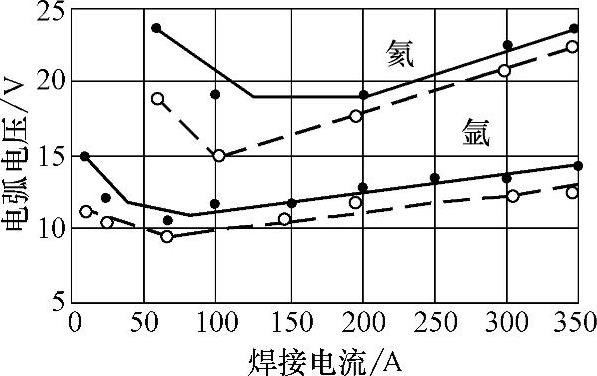
图1-6-21 氩和氦的电弧静特性曲线(实线表示弧长4mm,虚线表示弧长2mm)(TIG焊接铝)

图1-6-22 氩加氦混合气体与氩、氦中加入氢的电弧静特性曲线
对于铝、镁及其合金焊接,氩弧的阴极清理作用比其他各种电弧强,这对于开发氩弧焊的应用有重要作用。采用直流正接的氦弧焊时,没有阴极清理作用。氦弧发热量大且集中,电弧穿透力强,在电弧很短时,有去除母材表面氧化膜的作用,可以顺利地焊接铝及铝合金。焊后焊缝表面有一层薄的黑尘,但容易擦掉,且内部质量良好,气孔和氧化物夹杂物等缺陷较少。实践证明,氦弧焊单道焊可以焊接12mm厚的铝板,正反两面焊可焊20mm厚的铝板。与交流氩弧焊相比,熔深大、焊道窄、变形小。焊接速度两倍于钨极交流氩弧焊。
2.保护气体的选用
氩气、氦气或者它们的混合气均能成功地应用于焊接各种金属材料。从经济观点考虑,一般优先选用氩气。氩气的成本较低,流量要求较小。当焊接铝、铜等热导率高的原材料时,可以考虑选用氦气。另外,焊接不锈钢时可以在氩或氦中加入少量氢气;焊接铜及其合金时,有些情况下也可加入少量氮气。
在实际生产中有时采用氩-氦混合气体。氩气电弧稳定而柔和,阴极清理作用好;氦气电弧发热量大而集中,具有较大的熔深。两种混合使用就可以同时具有上述两者的优点。一般混合气体比例是He 75%~80%+Ar25%~20%(体积分数)。随着氦的加入量增加,熔深也随之增加,实际使用时,以加至所需熔深为准。
焊接不锈钢、镍基合金和镍-铜合金,有时使用氩-氢混合气体。使用氩-氢混合气体可提高电弧热功率,提高焊接速度,增加熔透,并有防止咬边,抑制CO气孔的作用。常用的比例是Ar+H2(5%~15%)(体积分数)。当焊接厚度为1.6mm以下的不锈钢对接接头时,焊接速度比纯氩气焊时快约50%。但是,氢添加量过多会引起气孔。
有关焊接方法与过程控制基础的文章

气体保护焊接时,焊缝金属的成分和性能除了受到焊丝化学成分影响外,也与所采用的保护气体有密切的关系。随着保护气体氧化性的增加,焊丝中的脱氧元素烧损量也会增加,这时焊缝金属的强度会降低。对于焊后需要进行调质处理的铸钢件,力求保证焊缝金属主要合金成分与母材接近,以保证经过调质处理后,焊缝的性能与母材一致。......
2023-06-28

(二)气瓶的移动与运输压缩气体和液化气体气瓶在搬动过程中具有很大的危险性,只有采取相应的安全措施,才能保证搬运的安全。1)在搬动存放气瓶时,应装上防震垫圈、旋紧安全帽,以保护开关阀,防止其意外转动和减少碰撞。氢气与空气混合极易引起自燃、自爆,氢气应单独存放,最好放置在室外专用的小屋内,以确保安全,严禁放在实验室内;严禁烟火;应旋紧气瓶开关阀。......
2023-06-23

鱼浮是钓者用以观察的信号,因此,鱼浮要醒目,分量轻灵敏度高。常用的鱼浮有散子浮、单子浮、红白筒浮等几种。一根鱼线可串七八粒左右。不要太多,穿多了易看花眼,辨不清是波浪带动的,还是鱼咬钩振动的,浮子过多,提杆时容易溅起水声把鱼吓跑。此种鱼浮多用于远距离甩钩。此外,因天气的变化,水深水浅等,鱼浮的动荡也会有不同的变化。......
2023-07-05

一般说,鱼饵用得最多的要算蚯蚓,蚯蚓体内合20%的蛋白质,鱼爱吃。还有一种做米窝的办法,就是将炒熟了的带香味的麦麸、大米、芝麻、豆饼,碾碎了,放在一个单层的小纱布口袋里缝好,绑在一根小竹竿上,然后将竹竿插在钓区的水里,小竹竿的末梢与水面相平,鱼儿闻到香味很快就会来逐食,小竹竿被振动,水面就会泛起阵阵涟漪,说明鱼儿已经到来,这时下钩,便能十拿九稳。......
2023-07-05

选择GMAW设备的一般原则如下。2)按自动化程度和使用的焊接电流选用焊枪和负载持续率。选择焊枪时还应注意实际焊接电流应小于焊枪的额定电流,负载持续率应满足实际焊接需要。批量大时,可考虑选用焊接专用机;批量小时,应尽量选用通用设备。5)对产品质量有严格要求时,可采用数字化焊机便于应用软件进行联网监控。6)设备应满足现场使用条件,如水、电的供应条件。......
2023-06-25

工具面板中的选择工具()可以选择、移动、旋转和缩放整个对象。在工具面板中选中“选择工具”(),然后把鼠标指针放在左侧黄色矩形的边缘,如图3.1所示。图3.1可能会出现“路径”或“锚点”等文字,因为智能参考线默认是启用的。使用选择工具单击右侧的黄色矩形。选择“文件”>“恢复”,返回到上一次保存的文档版本。在出现的对话框中,单击“恢复”。......
2023-11-20

4)选择漏电保护装置必须考虑线路的正常允许的漏电流,以免引起误动作,造成频繁断电而影响供电的可靠性。第二级保护是末端或支路保护,设置目的是防止直接触电,一般选用10~30mA动作电流,0.1s以内动作时间或具有反时限的漏电保护装置,必要时应选用10mA以下的漏电保护装置。漏电保护装置的使用范围和选用原则1)对防止触电和防火要求较高的场所和新(改、扩)建工程使用各类低压用电设备、插座,均应安装漏电保护器。......
2023-06-23

焊接工装夹具是指将焊件准确定位并夹紧,用于装配和焊接的工艺装备。它们统称为焊接工装夹具。在先进工业国家,对广泛采用的一些夹紧机构已经标准化、系列化,设计焊接工装夹具时进行选用即可。在设计焊接工装夹具时,要充分考虑上述特点,以便设计出的夹具,满足使用要求。对焊接工装夹具的设计要求1)焊接工装夹具应动作迅速、操作方便、操作位置应处在工人容易接近、最宜操作的部位。......
2023-07-02
相关推荐