手工钨极氩弧焊适用于焊接0.5~5.0mm的铝及铝合金焊件,机械化(自动)钨极氩弧焊可以焊接1~12mm的环缝或纵缝。所以,铝及铝合金采用手工钨极氩弧焊时,采用交流电源最好。常用铝及铝合金手工TIG焊的焊接参数见表4-11。......
2023-06-15
1.对钨极材料的要求
TIG焊用钨极材料,对TIG焊电弧的稳定性、钨极材料损耗和焊接质量都有很大的影响。钨极材料应满足以下要求。
(1)发射电子能力强 钨极材料的电子逸出功要小,特别是在高温时具有较强的热电子发射能力,使引弧及稳弧性能好。
(2)耐高温 在正常焊接过程中钨极材料不熔化烧损。
(3)载流能力大要求钨极材料具有良好的导电性和导热性。能承载较大电流而不会过热。
焊接时,钨极端部要达到3000K以上的高温,钨极受高温蒸发和缓慢氧化均会产生烧损。钨极的烧损使焊缝夹钨,这对重要构件是不允许的。钨极端部形状变化,会带来电弧形态的改变,影响电弧力及对母材的热输入。同时也影响电极的使用寿命,需要频繁更换电极。因此,合理选择钨极材料,减少钨极烧损是很重要的。
2.钨极材料
钨极材料有纯钨极材料和钨的合金材料。在纯钨的基础上加入微量逸出功较小的稀土元素,如钍(Th)、铈(Ce)、锆(Zr)等,或它们的氧化物,如氧化钍(ThO2)和氧化铈(CeO2)等,对钨极发射电子非常有利。经常使用的钨合金材料有钍钨极和铈钨极。
(1)纯钨极 钨是较好的电极材料,它的熔点很高,为3380~3600℃,沸点为5900℃,强度大(850~1100MPa),不易熔化和蒸发。钨的电子逸出功为4.31~5.16eV,高于铝(3.95eV)、钾(2.02eV)等材料电子逸出功,这对电子发射不利,但钨的熔点高,在高温时有强烈的电子发射能力,一旦电弧引燃,电弧还是很稳定的。与钍钨极(逸出功为2.7eV)、铈钨极(逸出功为2.4eV)相比,纯钨极要发射出等量的电子,需要有较高的工作温度,在电弧中的消耗也较多,需要经常重新研磨。纯钨极自身熔点最高,在交流负半波更能抗烧损,因此,纯钨极一般在交流TIG焊中使用。这时纯钨极前端在熔化状态下呈现较好的半球状,随后的形状保持比较容易。
(2)钍钨极 钍钨极是在纯钨材料中加入质量分数为1%~2%的氧化钍(ThO2)制成。ThO2的熔点为3327K,接近钨的熔点。钨极加入氧化钍后电子逸出功显著降低,电子发射能力大大增强。钍钨极与纯钨极比较其优点是:能够在较低的温度下发射出同等程度的电子数目,因而容易引弧和稳弧,延长电极使用寿命,并且电极的载流能力增加,即相同直径的电极可以流过较大的电流。TIG直流正接焊接时,常采用钍钨极。这时电极的前端熔化、烧损少于纯钨极。但是,钍钨极中所含钍元素具有微量的放射性,应用范围受到一定限制,钍质量分数为2%的钍钨极已极少采用。钍钨极在使用过程中若不注意保护,对焊工的健康是有害的。
(3)铈钨极 在纯钨材料中加入少量微放射性稀土元素铈(Ce)的氧化物(CeO2)就做成了铈钨极,CeO2的加入量通常质量分数为1%~2%。实践证明,铈钨极能明显降低电子逸出功,提高电极的引弧和稳弧性能,基本能满足TIG焊要求。铈钨极是我国首先试制并应用的。国际标准化组织焊接材料分委员会根据我国应用铈钨极的情况,已经把铈钨极列入非熔化极标准中,并确定其代号为WCe。铈钨极的优点表现如下:
1)使用更加安全,铈钨极与钍钨极相比降低了电极的放射性。
2)直流焊接时,阴极压降降低10%,比钍钨极更容易引弧,电弧稳定性也好。
3)化学稳定性好,对保护气体纯度的要求比钍钨极略低。
4)允许的电流密度大,最大许用电流密度比钍钨极提高5%~8%。
5)电极烧损率下降,修磨次数减少,使用寿命延长。
(4)其他电极 这里包括锆钨极、镧钨极和钇钨极等。锆钨极含质量分数为1%左右的氧化锆(ZrO2),载流能力强,抗母材污染性好,在电弧中的烧损较小,保持电极端部形状(半球形)的功能强,不易使焊缝夹钨。锆钨极也适合于在交流焊接中使用。此外,人们正在研制的电极还有镧钨极(W+LaO21%)(质量分数,下同)、钇钨极(W+Y2O32%)等,进一步提高了钨极的性能。这些电极也适合于在中、大电流和交流焊接中使用,具有烧损小的特点。
以上几种TIG焊常用电极的化学成分见表1-6-6。成分中含有的SiO2、Fe2O3、Al2O3等为杂质,这些杂质存在会降低电极熔点,影响电极使用性能,应予以限制。
表1-6-6 TIG焊常用电极的化学成分

3.电流容量
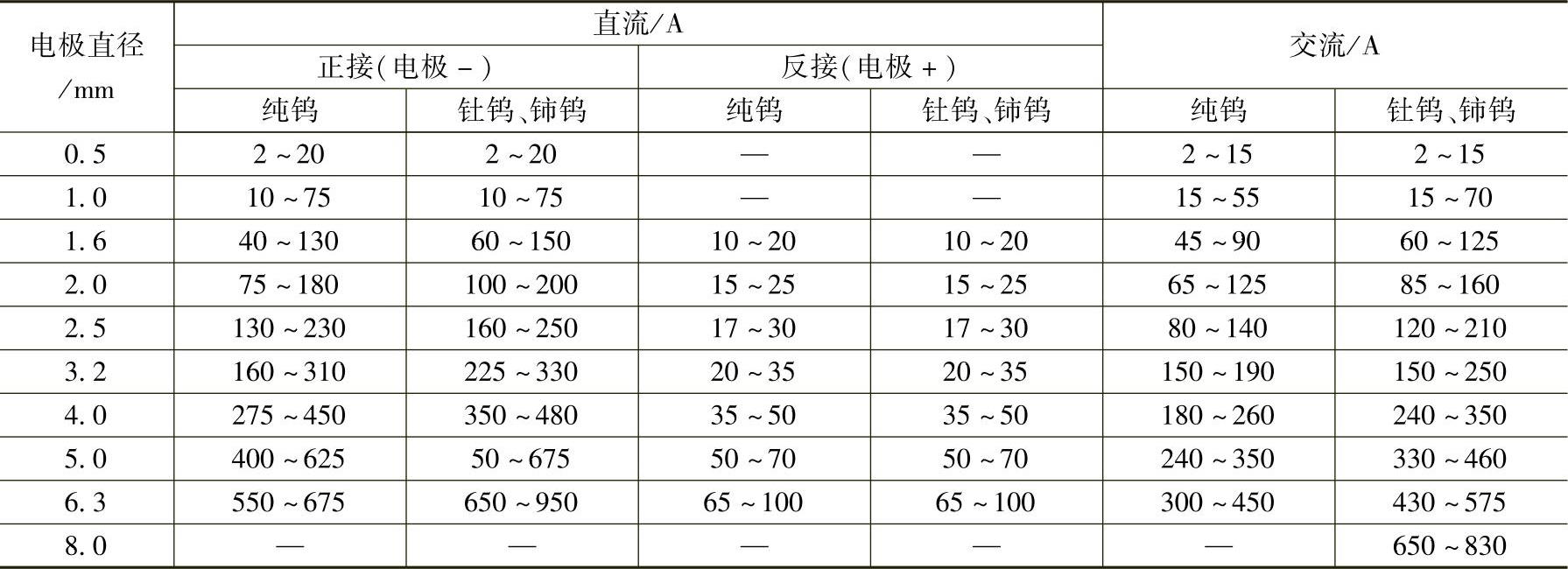
钨电极承载电流能力除了与电极材料有关系外,还与电极直径、电流的种类和极性、电极伸出长度和冷却程度等因素有关系。一定直径的钨电极对应有相应的极限电流。超过极限电流值,钨极将过热、熔化或蒸发,引起电弧不稳,焊缝夹钨。直流反接时,钨极发热量比正接时大,所以电流容量比正接要小。交流焊接时,极性是在变化的,电流容量介于直流正接和反接之间。为了防止电弧烧毁喷嘴和不影响操作者的视线,钨极端部应伸出喷嘴以外。如果钨极伸出过长,气体保护效果变差,钨极受电弧热和电阻热增加,降低了钨极许用电流值。因此钨极伸出喷嘴长度一般为5~10mm。表1-6-7为常用钨极的许用电流值。
表1-6-7 常用钨极的许用电流值
4.电极端部形状
电极端部形状对电弧的稳定性有一定影响。直流TIG焊接时,一般采用直流正接。因为钨极为负极时发热量小。为了使电弧集中,燃烧稳定,电极端部一般修磨成圆锥形状。电极端部形状如图1-6-20a所示。在小电流时,为了提高电弧热量集中性,一般采用较小的电极锥角α,如30°。在较大的焊接电流时,如果电极锥角过小,则会增加电极上的电压降,增加电极的产热,降低电极使用寿命,对焊接过程的稳定性不利。这时电极锥角α一般取较大值,如90°。交流TIG焊时,由于兼有正、负极性,为了增强电极端部的抗热能力,避免负极性半周钨极过快烧损,电极端部一般修磨成半圆球形状。如图1-6-20b所示。钨极端部必须修磨光滑,否则,凹凸不平的电极端部使得电弧既不集中也不稳定。
有关焊接方法与过程控制基础的文章

手工钨极氩弧焊适用于焊接0.5~5.0mm的铝及铝合金焊件,机械化(自动)钨极氩弧焊可以焊接1~12mm的环缝或纵缝。所以,铝及铝合金采用手工钨极氩弧焊时,采用交流电源最好。常用铝及铝合金手工TIG焊的焊接参数见表4-11。......
2023-06-15

(一)钨极气体保护电弧焊的特点钨极气体保护电弧焊是在惰性气体的保护下利用钨电极与工件间产生的电弧热熔化母材和填充焊丝的焊接方法。焊枪的运动靠手工操作的是手工钨极气体保护电弧焊,填充焊丝和焊枪的运动全靠机械完成的,俗称自动钨极气体保护电弧焊。......
2023-06-23

脉冲钨极氩弧技术是在普通钨极氩弧焊基础上采用可控的脉冲电流取代连续电流发展起来的。采用脉冲钨极氩弧焊技术在进行铸钢件缺陷修复时具有精度高、变形小等特点,操作简单灵活,适用于不同位置的补焊。脉冲钨极氩弧焊的焊接电流从低的基值电流到高的峰值电流周期变化。根据脉冲频率范围,脉冲钨极氩弧焊可分为低频脉冲钨极氩弧焊和高频脉冲钨极氩弧焊。......
2023-06-28

钨极氩弧焊设备通常由焊接电源、引弧及稳弧装置、焊枪、供气系统、水冷系统和焊接程序控制装置等部分组成,对于自动氩弧焊还应包括焊接小车行走机构及送丝装置。图7-52所示为手工TIG焊设备系统示意图,其中焊接电源内已包括了引弧、稳弧装置及焊接程序控制装置等,图7-53所示为自动TIG焊的焊枪和导丝机构示意图。......
2023-07-02

1)高的硬度和耐磨性刀具材料的硬度必须高于工件材料的硬度。4)良好的工艺性为便于制造,要求刀具材料具有良好的可加工性。此外,刀具材料还应具有较好的经济性,以便于推广使用。图4-2各类刀具材料硬度与韧性工具钢耐热性差,但抗弯强度高,价格便宜,焊接与刃磨性能好,故广泛用于中、低速切削的成形刀具,不宜高速切削。......
2023-07-01
手工钨极气体保护焊设备如图3-57所示。灭弧后应滞后5~15s停止送气,以保护尚未冷却的钨极和熔池。使用时,两种焊枪均应注意避免超载工作以延长焊枪寿命。TIG焊枪的标志由形式符号及主要参数组成。扩散形通常用于熔化极气体保护焊。气体减压阀将高压气瓶中的气体压力降至焊接所要求的压力,气体流量计用来调节气体流量大小电磁气阀用以控制保护气流的通断。......
2023-06-23

提问是一个师生设疑、释疑交互作用的动态发展过程,而不能只看成是简单的发问操作。一般说来,它包括教师的构思,初始发问,学生的反应,教师针对性的提示诱导,学生的领悟、思考与应答,师生共同评价核实问题的答案,以及在新的层次上变换发问的内容与方式等,直至达到提问目的为止的整个过程。从总体来看,一节课提问的总量不宜太多,太频繁。提问的构思还要多替答问的对象着想。......
2023-07-15

继电保护装置是指安装在电力系统各电气元件上,能在指定的保护区域内迅速地、准确地反应电力系统中各电气元件的故障或不正常工作状态,并作用于断路器跳闸或发出信号的一种自动装置。在现代的电力系统中,如果没有专门的继电保护装置,要想维持系统的正常运行是根本不可能的。......
2023-06-24
相关推荐