在使用碱性低氢钠型焊条时,均采用直流反接。随着新型焊接设备的迅速发展,ZXG焊机的应用已经越来越少。常用的焊机型号有ZX7—160、315、400、500等系列容量电源。图7-8 逆变式弧焊机的组成原理图焊条电弧焊设备主要由焊接电源和焊钳两部分组成,两者之间以及电源与焊件之间通过电缆连接,如图7-9所示。焊条电弧焊还有面罩、焊条保温筒等辅助设备或工具。......
2023-07-02
目前,国产TIG焊机类型很多,各有特点。WS—160是直流TIG焊机;WSJ—500是交流TIG焊机;WSE—315是交直流两用TIG焊机;WSM—200是脉冲TIG焊机。虽然各种焊机的电路原理不尽同,但面对的基本问题是相同的。WSJ—500型手工交流TIG焊机是比较典型的TIG焊机,在焊接生产中应用比较普遍。
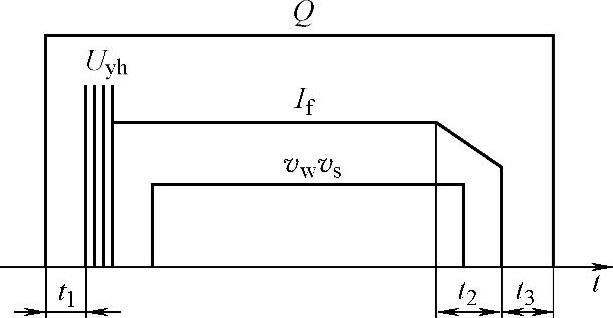
图1-6-17 TIG焊工作程序示意图
Q—保护气体流量 Uyh—高频或脉冲引弧电流 If—焊接电流 vw—焊接速度 vs—送丝速度 t2—电流衰减时间 t3—延时断气时间
WSJ—500型焊机主要由弧焊电源、控制箱、焊枪、供气系统和供水系统等部分组成。控制箱内装有程序控制电路、高压脉冲引弧和稳弧器、消除直流分量的电容器组、气路的电磁气阀和水路的水压开关等。WSJ—500型焊机电气原理如图1-6-18所示。它由焊接主回路、脉冲引弧电路和脉冲稳弧电路以及程序控制电路等组成。
1.焊接主回路
(1)弧焊电源WSJ—500型焊机主要用来焊接铝、镁及其合金。根据被焊接材料的特点,弧焊电源采用BX3—1—500型动圈漏磁式弧焊变压器,具有陡降外特性。
(2)消除直流分量电路 消除直流分量电路由隔直电容C11、二极管VD10和电阻R6组成。由于引弧选择在焊件为负半波时,所以在C11两端按图1-6-18所示方向并联二极管VD10,引弧时使焊接电流从VD10直接通过,以利于引弧。当电弧稳定燃烧后,在焊件为负的半波时VD10将C11短接,从而使C11更有效地消除直流分量。主接触器的常闭触点KM2在焊接时打开,焊接结束时闭合,可使C11上储存的电荷通过R6释放,避免C11带电产生危险。
(3)高压脉冲旁路 高压脉冲旁路由C10、VD9、R5和R7组成。因为高压脉冲变压器T2的二次绕组串联在焊接回路中,高压脉冲旁路的作用是避免高压脉冲电流通过焊接回路造成对弧焊电源损伤和脉冲的损耗。C10的作用是过渡高压脉冲的,R7是释放C10电荷,防止累积高压发生危险。VD9的作用是只允许正向脉冲通过,也防止脉冲电流振荡,R5起保护VD9的作用,也对振荡起抑制作用。R5数值不宜太大,否则脉冲衰减严重。
2.脉冲引弧电路和脉冲稳弧电路
在该焊机中,脉冲引弧电路与脉冲稳弧电路共用一套高压脉冲发生器电路,如图1-6-12所示。

图1-6-18 WSJ—500型手工交流TIG焊机电气原理图
下面介绍引弧脉冲触发电路和稳弧脉冲触发电路。
(1)引弧脉冲触发电路引弧脉冲触发电路用来保证空载电压相位为π/2时发出触发信号。电路由阻容移相电路、触发电路和低压脉冲电路组成。其中,阻容移相电路由R16、C8、R15、R17及C9组成;触发电路由V4、V5、R18、R10、R12、VD8和VS4组成;低压脉冲电路由VH5、C6、VS6、R14等组成。触发电路的信号取自变压器T1的一个二次绕组(24V),T1与焊接变压器都取自同一相的网路,T1上的电压信号可以保证同步于焊接电源空载电压的交流波形。由于90°移相幅度大,故采用了两级阻容移相电路。R16、C8为第一级;R15、R17及C9为第二级。经过阻容移相电路移相90°,且当C9上的电压为上负下正时(即焊件为负半周时),通过VD8加到触发电路的V4基极上而被截止,使R12上有正电压输出。在这个电压的作用下,低压脉冲电路中的晶闸管VH5被触发,在脉冲变压器T3的二次侧感应出一个低压脉冲,使高压脉冲发生器电路中的VH1及VH2被触发导通,产生一个高压脉冲,使钨极与工件之间的气隙击穿,从而达到引弧的目的。当C9上的电压为上正下负时,由于不能通过VD8,则不能产生高压脉冲。稳压管VS4用来使V5在不提供触发信号的另一半波时可靠截止,避免VH5误触发。
(2)稳弧脉冲触发电路 稳弧脉冲触发电路由信号衰减电路、触发电路和低压脉冲电路组成。其中,信号衰减电路由R8、C4及VS3组成;触发电路是一个由晶体管V1、V2、V3等组成的射极输出器;低压脉冲电路由VH4、C5、VS5、R13等组成。信号衰减电路的作用是为了避免引弧脉冲对稳弧脉冲触发电路的冲击。因为稳弧脉冲必须加在电流由正半波到负半波的过零点的瞬间。因此,稳弧脉冲信号源取自电弧电压,以保证稳弧脉冲对电流零点的跟踪。但直接取用电弧电压是不行的,因为产生的高压脉冲最终也叠加在电弧电压上。为了防止高压脉冲的冲击,电弧两端的信号首先经过信号衰减电路。信号衰减以后,再从VS3的负端加到阻抗极大的射极输出器。很显然,由于稳压管VS3的存在,只有在焊件由正半波向负半波转变,电流经过零点的瞬间,才能在V1的基极输入一个正向的同步信号电压使V1导通,并在R11上输出正电压,触发晶闸管VH4,此时与引弧脉冲电路相仿,由已充好电的C5经VH4导通放电给T3一次侧,进而在T3的二次侧感应出一个低压脉冲,使高压脉冲发生器电路中的VH1及VH2被触发导通,产生一个高压脉冲,达到稳弧的目的。
3.程序控制电路
WSJ—500型焊机的程序控制是由开关、继电器、接触器以及延时电路等来组成。气体的提前和滞后靠电容充放电延时电路控制,其他程序由继电器控制。由于配用通用焊接电源,该焊机没有电流衰减装置。其控制电路动作过程如下:
将电源开关S1闭合,控制变压器T1有电,指示灯H2亮。开通冷却水(确保焊枪与脉冲变压器T2得到水冷却),水流开关SW接通,水流指示灯H1亮,说明焊机可以起动。闭合S2,电磁气阀YV通,可调整和检视保护气体流量。将焊枪上的S3拨到闭合位置,开始引弧焊接。焊接程序控制电路的动作程序框图如图1-6-19所示。
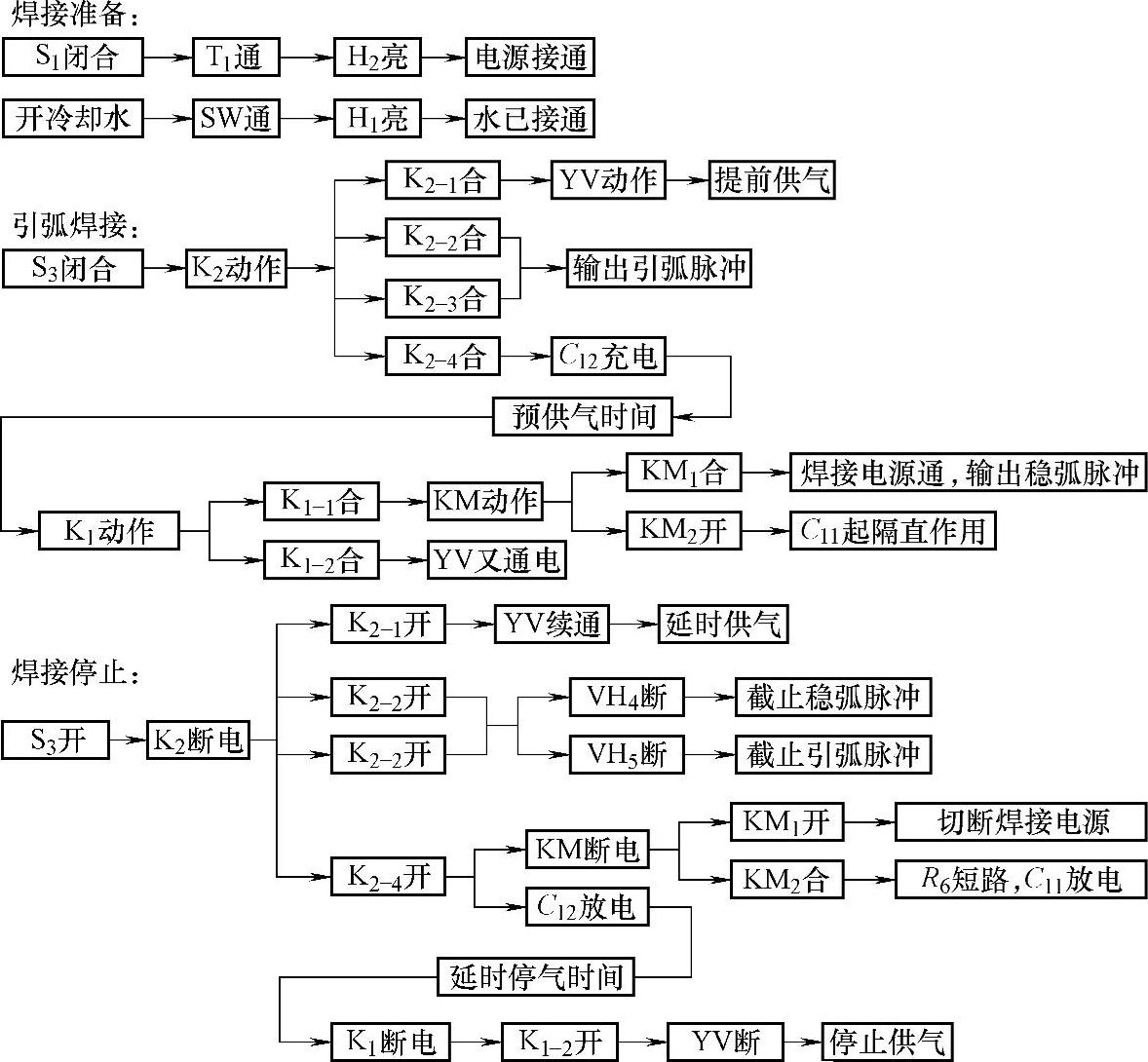
图1-6-19 焊接程序控制电路的动作程序框图
有关焊接方法与过程控制基础的文章

在使用碱性低氢钠型焊条时,均采用直流反接。随着新型焊接设备的迅速发展,ZXG焊机的应用已经越来越少。常用的焊机型号有ZX7—160、315、400、500等系列容量电源。图7-8 逆变式弧焊机的组成原理图焊条电弧焊设备主要由焊接电源和焊钳两部分组成,两者之间以及电源与焊件之间通过电缆连接,如图7-9所示。焊条电弧焊还有面罩、焊条保温筒等辅助设备或工具。......
2023-07-02

TPS5000焊机具有许多控制功能,主要介绍下述三个功能:单位脉冲能量控制 采用一个脉冲电流的能量过渡一个熔滴,通过调节脉冲电流的形状,可改变电弧的状态以及熔池的形状。从图7-37中可见,A点干伸长突然降低,在延时一个脉冲周期后马上开始调高工作频率来保证弧压稳定,大约3~4个周期即可调节完毕。......
2023-06-30
考虑到硬件互换性,工程师工作站应与操作员工作站同等规格考虑,但无双屏显示要求。监控主机应采用双机冗余配置,同时运行,互为热备用。保护及故障信息系统采用单套配置,通过防火墙接入 MMS 网,接收各保护装置信息并通过电力数据网将保护信息传送至调度端。依据电压等级要求,站控层硬件配置有以下几个方面的不同。⑤ Ⅰ区数据通信网关机双重化配置。③ 操作员站、工程师工作站与监控主机合并,宜双套配置。......
2023-06-28

在铝合金交流TIG焊中,电流的负半波主要用于去除铝合金表面的氧化膜,正半波主要用于工件的加热。因此,在交流方波TIG焊的基础上,提出了电流脉冲频率、正负半波时间、正负半波峰值等均可独立可调的交流TIG焊电源,称为变极性TIG焊电源,其输出电流波形如图8-22所示。在交流变极性TIG焊电源的基础上,又研制出了变极性交流等离子弧焊电源。......
2023-06-30

卷取机工作时的EPC系统工作原理框图如图12-16所示,对应的EPC系统传递函数框图如图12-17所示。图12-15 EPC控制系统构成图12-16 EPC系统工作原理框图xi—钢带位移的偏移 xo—输出的纠偏位移其中,k1为光电头的比例系数,经计算,k1=12V/m;ka为电放大器增益;R为阀线圈阻抗;Gsv为伺服阀的传递函数;Gh为液压缸负载环节的传递函数。图12-17 EPC系统传递函数框图经实测,ka=117,R=20Ω。......
2023-06-15

防汛减灾工作事关经济社会发展大局,事关人民群众生命健康和财产安全,来不得丝毫松懈麻痹。在抗洪抢险救灾过程中,全省各地始终坚持人民至上、生命至上,紧扣人员不伤亡、水库不垮坝、重要堤防不决口、重要基础设施不受冲击“四不”目标,抓实抓细监测预警、避险转移、抢险救援等工作,涌现出了不少防汛减灾救灾工作典型案例。监测预警是防汛减灾的第一道防线。......
2023-11-17

注册表是Windows 的一个内部数据库,其中的所有信息是由Windows 操作系统自主管理的。如果注册表受到破坏,轻则影响操作系统的正常使用,重则导致整个操作系统的瘫痪,因此,正确认识、使用、备份注册表对Windows 用户来说就显得非常重要。注册表会自动记录用户操作的结果,包含以下内容:软、硬件的有关配置和状态信息。......
2023-11-18

相关推荐