推丝式送丝机结构简单、操作维修方便,目前生产中应用最广泛,适宜于直径0.8~2mm的焊丝。使用时应根据不同直径的焊丝选择相配的驱动轮。CO2气体具有较强的冷却作用,允许使用的额定电流较高,一般不需要水冷。但在MIG、MAG焊时,使用惰性气体导致焊枪的温度上升很快,应根据使用的电流大小和焊枪负载持续率选用合适规格的空冷或水冷焊枪。......
2023-06-25
1.引弧装置和稳弧装置
TIG焊引弧方式有短路引弧、高频引弧、高压脉冲引弧等几种。短路引弧时钨极损耗较大,端部形状容易被破坏,并对焊缝造成污染,应尽量少用。TIG焊时宜采用高频引弧、高压脉冲引弧等非接触式引弧,因而需要专用的辅助引弧装置。对于正弦波交流TIG焊,引弧后还需要采用稳弧措施,这是因为焊接电流在正、负半周交替时要过零点,电弧空间发生消电离过程,而且当电弧由焊件接正转向接负的瞬间,需要重新引燃电弧的电压很高,而弧焊电源往往不能提供这样高的电压,因此,就需要有能使电弧重新引燃的稳弧装置。稳弧方法目前主要有高频稳弧、高压脉冲稳弧和交流矩形波稳弧等方式。交流矩形(方)波稳弧是利用交流矩形波在过零点时有极快的电流变化率,使得电弧在极性转换时很快地反向引燃。对于非交流矩形波电源,目前应用最多的是高频稳弧和高压脉冲稳弧。另外,提高交流电源空载电压也可以起到一定的稳弧作用,但会增大变压器的容量,功率因素也会降低,成本高,不经济且不安全。
(1)高频引弧和稳弧装置 采用高频振荡器,产生一系列密布的高频高压脉冲。这种高的电压击穿钨极与焊件之间的气隙(约3mm)产生电离。电离的气体又引燃焊接电弧,达到引弧的目的。在交流焊接回路上叠加高频高压脉冲,也有助于在电流的变向点上重新建立电弧,起到稳弧的作用。
高频振荡器的电路原理图如图1-6-9所示。高频振荡器由升压变压器T1、火花气隙放电器D、振荡电容C、振荡电感L1、高频耦合变压器T2组成。火花气隙放电器由两只钨棒组成,两者之间的间隙可调,一般间隙为0.5~1.5mm。当高频振荡器的输入端接通电源后,交流电源经变压器T1升压并对电容器C充电,因而放电器D端电压逐渐升高,当电压达到一定值时,气隙被击穿并发生火花放电。一方面使T1的二次回路短路而中止对C充电,另一方面使已经充电的电容C与L1组成振荡电路,所产生的高频高压电经T2二次侧输入焊接回路。由于T1采用的是高漏抗变压器或串联电阻,限制了短路电流而不至于被烧坏。
产生振荡的频率仅与电容C和电感L1有关,其振荡频率为 。一般振荡电容C约为0.0025μF,电感L1为0.16μH,因此实际振荡频率很高,可达150~260kHz。
。一般振荡电容C约为0.0025μF,电感L1为0.16μH,因此实际振荡频率很高,可达150~260kHz。

图1-6-9 高频振荡器的电路原理图

图1-6-10 高频振荡波形
当弧焊电源为正弦波时,振荡是不连续的,每半周振荡一次,振荡是衰减的,每次能维持2~6ms。高频振荡波形如图1-6-10所示。由振荡回路产生的高频高压通过L1感应给L2,然后经过保护电容C1送到钨极与工件之间,达到非接触引弧的目的。高频振荡器输出的电压一般为2500~3000V,功率为30~100mW。
高频振荡器电路中门开关S和保护电容C1是为了安全设置的。只有在振荡器机壳门关上后S才接通,避免焊工与低频高压的带电部分接触。振荡器在正常工作时,输出高压电,但由于高频,有趋肤效应,对人体是安全的。如果振荡器电容C被击穿,这时输出的是50Hz的低频高压电,对人体是很危险的。有了保护电容C1,因它对低频阻抗大,能阻止低频电流通过,从而能保证人体安全。
高频振荡器与焊接回路有并联和串联两种连接方式,如图1-6-11所示。并联时,为了防止高频电压窜入弧焊电源和测量仪表,在主回路中串联一个电感L和并联一个旁路电容C2。这种连接方式因L、C2对高频有分流作用,消耗振荡器输出的引弧能量,因而引弧效果较差。此外,为了防止焊接电流通过耦合变压器二次构成回路,还需要加隔离电容C1。串联时,没有分流回路,耦合变压器T2二次侧是焊接回路的一部分,要通过焊接电流,导线较粗。为了减小截面,导线可用里面通冷却水的通水电缆线。在焊接回路中须加高频旁路电容C2,既可使高频不必通过阻抗大的焊接变压器,提高引弧效果,又可避免高频窜入弧焊电源内,大多采用串联式。
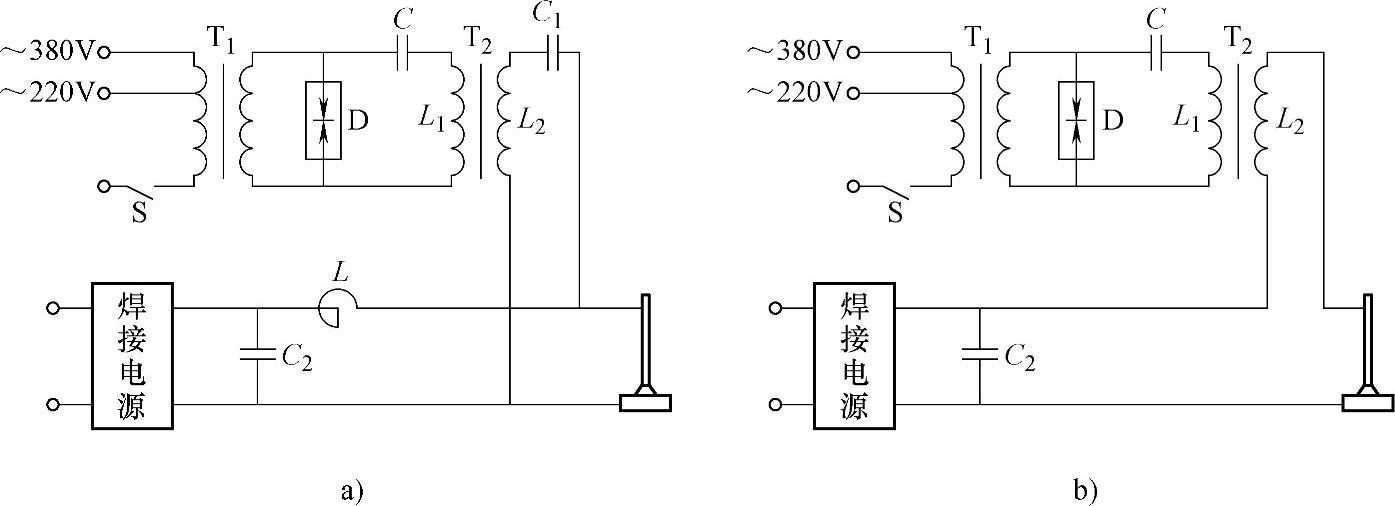
图1-6-11 高频振荡连接方式
a)并联式 b)串联式
高频振荡器用来稳弧时,要求高频高压的输出和焊接交流电弧过零点的时间保持一定的相位关系,即振荡要在电弧从正极性转变到负极性时略导前一些才好,否则振荡太超前,到重复引燃时振幅已衰减过小。若振荡落后,则达不到重复引燃电弧的效果。但高频振荡器的高频高压的输出和交流电弧过零点的时间不易保证一致,稳弧不够可靠,加之高频振荡对人体健康也不利和对电子器件及仪器的干扰,在稳弧方面已很少采用。只要高频振荡器能够正常输出高频电压,就能引起电弧放电,用于焊接开始的第一次引弧是充分可靠的。
(2)高压脉冲引弧和稳弧装置 采用高压脉冲引弧方式是在钨极与工件之间加一高压脉冲,既可以用于引弧,也可以用于交流TIG焊的稳弧。
高压脉冲发生器的原理如图1-6-12所示。变压器T1为升压变压器,二次电压可达800V,整流桥UR整流以后经电阻R1对电容C1充电。当需要产生脉冲时,晶闸管VH1、VH2被引弧脉冲触发电路或稳弧脉冲触发电路的信号触发导通,C1经过R2、VH1、VH2向脉冲变压器T2的一次侧放电,T2的二次侧即可感应出2000~3000V的高压脉冲,用于引弧或稳弧。电容器C1放电回路中的R2是用来保护晶闸管的。T2的二次绕组串联在焊接回路中,以提高引弧效率。图1-6-12中的C10、R7、R5和VD9是脉冲引弧发生器串联应用时的旁路。旁路元件C10是为了疏导高压脉冲电流的,R7是C10的耦合放电电阻。为了防止振荡和提高引弧效率,在旁路中设置了高压二极管VD9,使得脉冲放电是单方向的。R5是为了保护VD9而设的限流电阻。R5值不能大,否则有损旁路的作用。
交流TIG焊引弧时,由于焊件处于电源电压的负极性半周时引燃电弧比较困难。为了使高压脉冲引弧可靠,应当在此半周的峰值时叠加高压引弧脉冲。如图1-6-13所示,当相位在π/2时,电源电压幅值达到最高,此时引弧效果最好。
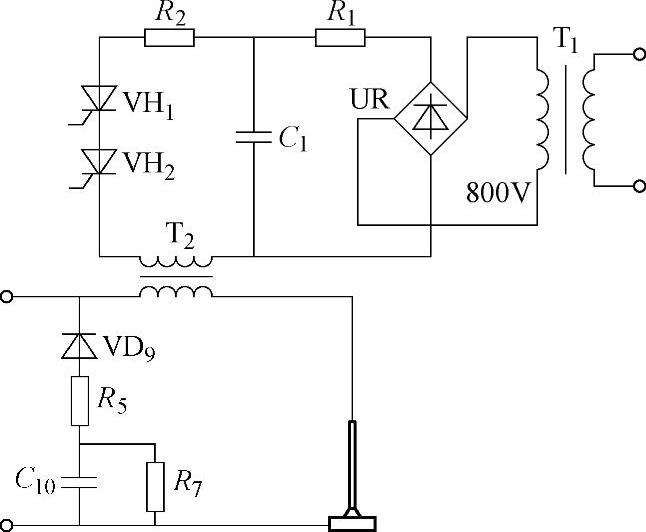
图1-6-12 高压脉冲发生器的原理图

图1-6-13 引弧和稳弧脉冲与电压和电流的相位关系
uy—电源电压 if—电弧电流
电弧引燃后,产生了焊接电流,由于焊接回路存在电感,使焊接电流滞后电源电压一定相位角。稳弧脉冲应施加在焊接电流由正极性半周变为负极性半周的过零瞬间,此时电子发射转由焊件来执行,电弧重新引燃比较困难。因此,必须利用高压脉冲稳弧器,在每次焊件从接正级的半波向接负级的半波转换的瞬间向弧隙提供一个高压脉冲,使电弧连续燃烧下去。引弧和稳弧脉冲与电压和电弧电流之间的相位关系如图1-6-13所示。稳弧脉冲和引弧脉冲通常是由同一套电压脉冲发生电路提供的,但须由各自的触发电路控制。两者在相位上不一样,同时在引弧之前只产生引弧脉冲,而在引燃电弧之后,则只产生稳弧脉冲。
高压脉冲引弧和稳弧装置成本不高,简单易行,效果好。但只有在所产生的高压脉冲与电源电压和焊接电流之间保持严格的相位关系,才能得到理想的效果。
2.焊枪
(1)功能与要求 焊枪应具有夹持钨极、传导焊接电流和输送并喷出保护气体的功能,应满足下列要求:
1)喷出的保护气体具有良好流动状态和一定的挺度,将四周空气排开,使焊接区域得到可靠的保护。
2)夹持电极的接触电阻小,并且装卸方便。传导电流的零件有良好的导电性。
3)小型焊枪和大型焊枪分别依靠保护气体和循环水来冷却焊枪,因此,枪体要有良好的气密性或水密性;只有枪体能被充分冷却,才能保证焊枪正常、持久地工作。
4)在焊枪手柄上装有焊机“起动”和“停机”控制按钮。
5)质量轻、结构紧凑,绝缘性能好,可达到性好,有一定的机械强度和装拆维修方便等。
(2)类型与结构 焊枪分气冷和水冷式两种类型。气冷式焊枪一般用于焊接电流小于160A的场合。由于焊接电流小,发热量不大,其冷却主要由流动的保护气体来完成,无需水冷。其质量轻、结构紧凑简单、价格比较便宜;水冷式焊枪一般用于焊接电流大于160A的焊接,其冷却作用主要由流过焊枪内导电部分和焊接电缆的循环水来实现,结构比较复杂,价格较贵。焊枪一般由喷嘴、电极夹头、枪体、电极帽、手柄和控制按钮等组成。枪体用塑料压制成形,具有重量轻、绝缘性能好和一定的机械强度等特点。为了适应各种焊接情况,焊枪的形式可以是多种多样的,也可自行设计专用的焊枪,以满足空间位置狭小等特殊情况的焊接需要。焊枪头部的倾斜角度(即电极与手柄之间的夹角)在0°~90°之间。图1-6-14是手工TIG焊用典型水冷式焊枪结构图。自动TIG焊一般用的是笔式水冷焊枪,这样有利于焊接小车夹持和连续稳定工作,其内部结构与手工TIG焊焊枪相似。

图1-6-14 手工TIG焊用典型水冷式焊枪结构图
1—钨极 2—喷嘴 3—导气套管 4—电极夹头 5—枪体 6—电极帽 7—进气管 8—冷却水管 9—控制开关 10—焊枪手柄
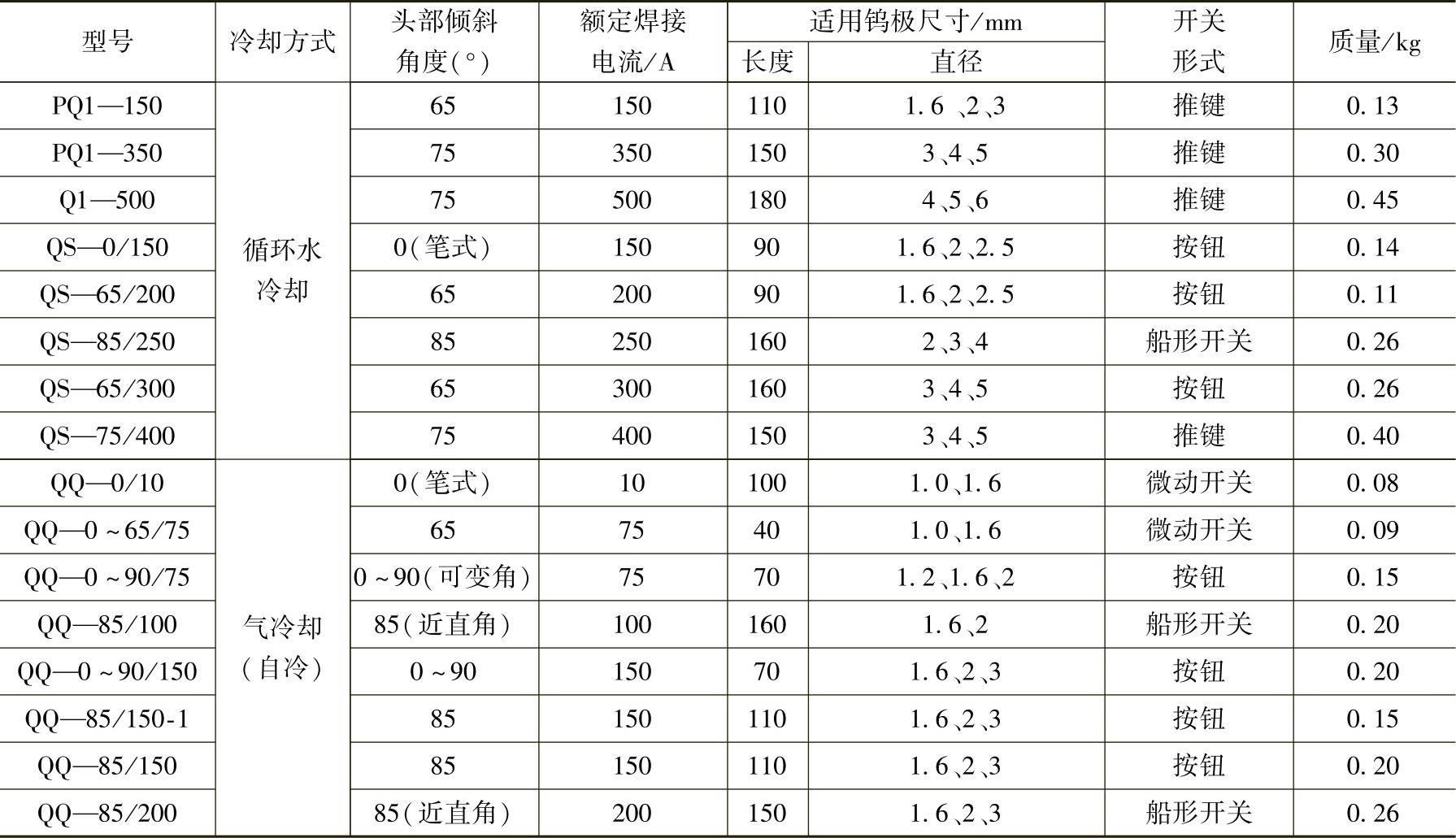
焊枪的各种规格是按它能使用的最大电流来划分的,它们可采用不同规格的电极和不同类型与尺寸的喷嘴。表1-6-3为部分国产手工TIG焊焊枪的型号及技术规格。
表1-6-3 焊枪型号及技术规格
3.喷嘴
喷嘴的长度和形状对气流的保护性能影响很大。喷嘴下部的圆柱形通道越长,近壁层流层越厚,保护效果越好,因为通道加长有利于使紊乱的气流逐渐稳定下来并形成层流状态,能够有效地将喷嘴口的空气排开,对焊接区域进行有效保护。但通道加长,有时使用不方便。因此,在生产中常在气流通道中加设多层铜丝网或多孔隔板,以限制气体横向运动,有利于形成层流。喷嘴通道直径越大,保护范围越宽,但可达性变差,且影响视线。通常圆柱通道内径Dn(mm)、长度L0(mm)和钨极直径dw(mm)之间的关系约为
Dn=(2.5~3.5)dw
L0=(1.4~1.6)Dn+ (7~9)
常见的喷嘴形状如图1-6-15所示。图1-6-15a、b为圆柱形带锥形或球形结尾的喷嘴,试验证明,圆柱形喷嘴保护效果最佳,此时气流通道截面不变,速度均匀,容易保持层流,生产应用较多。如图1-6-15c所示,圆锥形喷嘴出口处截面减小,气流速度变快,容易造成紊流,保护性能较差。但它的熔池可见度好,便于操作,常应用于薄件的焊接。
实用的喷嘴材料有陶瓷、纯铜和石英3种。高温陶瓷喷嘴既绝缘又耐热,应用广泛,但焊接电流一般不超过350A;纯铜喷嘴使用电流可达500A,需用绝缘套将其与导电部分隔离;石英喷嘴透明,焊接可见度好,但价格较贵。
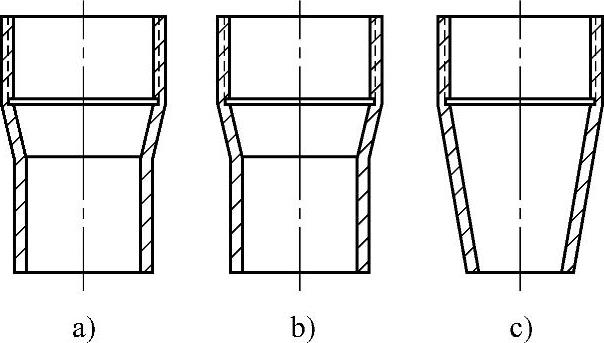
图1-6-15 常见喷嘴形状
a)圆柱形带锥形结尾 b)圆柱形带球形结尾 c)圆锥形
4.供气系统与水冷系统
(1)供气系统由高压气瓶、气体减压阀、气体流量计、电磁气阀和软管等组成,如图1-6-16所示。气体减压阀将高压气瓶中的气体压力降至焊接所要求的压力,气体流量计用来调节和标示气体流量大小,电磁气阀用以控制保护气流的通断。
氩气瓶外涂蓝灰色,并标以“氩气”字样。其满瓶压力为13.5MPa,标称容积为40L,氩气容量为6m3。减压阀和流量计常组合为一体,这样使用方便可靠。电磁气阀有交流和直流两种,它的开与关由控制电路决定。表1-6-4列出了JL—15和JL—30型减压流量计的技术数据。输送气体的软管一般采用聚氯乙烯塑料软管,使用时要防止水、水蒸气及其他脏物进入气路系统内。
表1-6-4 JL—15、JL—30型减压流量计技术数据

当采用混合保护气体进行焊接时,还要采用气体配比器,把不同的保护气体接入配比器的进气端,通过调节得到合适的混合气体。
(2)水冷系统 水冷系统主要用来冷却焊枪、钨棒和焊接电缆。当焊接电流大于160A时需要水冷式焊枪。对于手工水冷式焊枪,通常将焊接电缆装入通水的软管中做成水冷电缆,这样可大大提高电流密度、减轻电缆重量,使焊枪更轻便。有时在水路中串接水压开关,当水流量不足时,保护控制系统不接通电源。水压开关型号及技术数据见表1-6-5。焊机水冷系统使用自带的冷却水自动循环装置或者独立的自动循环冷却水箱,均可收到良好的冷却和节水效果。
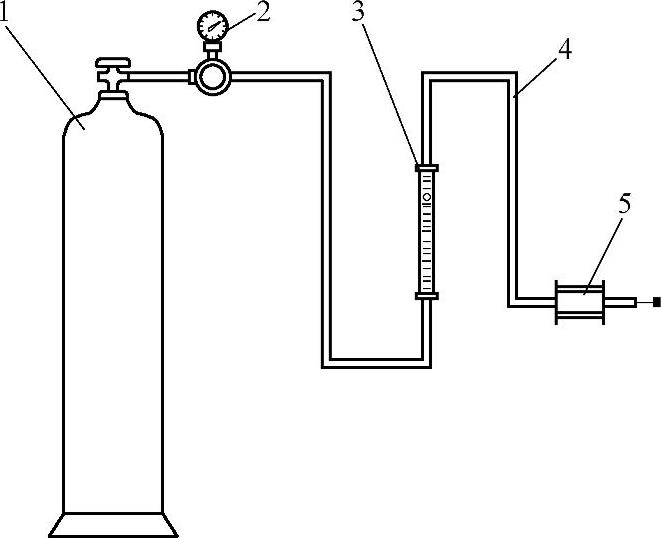
图1-6-16 供气系统
1—高压气瓶 2—气体减压阀 3—气体流量计 4—软管 5—电磁气阀
表1-6-5 水压开关型号及技术数据

有关焊接方法与过程控制基础的文章

推丝式送丝机结构简单、操作维修方便,目前生产中应用最广泛,适宜于直径0.8~2mm的焊丝。使用时应根据不同直径的焊丝选择相配的驱动轮。CO2气体具有较强的冷却作用,允许使用的额定电流较高,一般不需要水冷。但在MIG、MAG焊时,使用惰性气体导致焊枪的温度上升很快,应根据使用的电流大小和焊枪负载持续率选用合适规格的空冷或水冷焊枪。......
2023-06-25

(1)气瓶焊缝检测用X射线数字成像检测设备的系统分辨率至少达到2.6LP(线对数),像质计灵敏度、图像的畸变率、图像放大倍数等应当符合相关标准的规定;X射线数字成像检测设备首次投用前,应当采用带有典型缺陷的样板或者抽取不少于2批产品,与 X射线照相法进行检测对比验证,对气孔、裂纹、夹渣等缺陷检出结果应当一致;对比验证应当每4年进行一次;(2)无缝气瓶检测用在线超声自动检测设备,至少具备内表面纵向、......
2023-06-20

网络设备机柜如下图所示。服务器和网络产品的高度都是用U来表示的,机柜一般有12,20,24,32,42U等规格。由于安装中包括网络电缆、电信电缆和电源电缆,需要购买钩环带或带齿的带子来将电缆有序地固定在机柜里面。机柜的最小空间是将所有设备所需空间之和乘以2。......
2023-10-19
瓷绝缘子配线也称为绝缘子配线,是利用瓷绝缘子支持并固定导线的一种配线,常用于线路的明敷。瓷绝缘子配线绝缘效果好,机械强度大,主要适用于用电量较大而且较潮湿的场合,允许导线截面积较大,通常情况下,当导线截面积在25mm2以上时,可以使用瓷绝缘子进行配线。使用瓷绝缘子配线时,对瓷绝缘子位置的固定是非常重要的,在进行该操作时应按相关的规范进行。......
2023-06-24
第八章政策目标的选择和配组第一节体制和政策的关系——体制中的不稳定因素能通过政策克服吗?这些同志由此出发,认为不应实行逆风向而动的反周期政策,而应倡导系统的自我组织,自我协调,不是平息风波,熨平周期,而应当是冲浪,驾驶波浪。反周期不应当是临时的应急措施,而应当是长期的方针。资本主义经济体制内蕴含着有效需求不足的内在机制,这使得许多国家频繁地发生销售危机,价格下跌,生产下降。......
2023-12-02

图2.48左岸泄洪洞施工二期风机布置图表2.3左岸泄洪洞施工二期通风设备配置特性表三期:主要工作面是泄洪洞龙落尾第Ⅱ、第Ⅲ层开挖、支护。左岸泄洪洞施工三期风机布置见图2.49,左岸泄洪洞施工三期通风设备配置特性见表2.4。......
2023-06-20
尽管越来越多的风力发电机组也具有电压调节的功能,但需要在即使风电不能发电的情况下,风电场也能发挥这种作用。随着风电装机容量在整个系统中占比越来越高,风电场的可调节容量已成为配电电压调节的决定性因素。......
2023-06-22

双绞线可以分为屏蔽双绞线与非屏蔽双绞线两大类。按其信号传输的等级划分,屏蔽双绞线分别有:3,5,6类;非屏蔽双绞线分别有:3,4,5,超5,6,7类。非屏蔽双绞线和屏蔽双绞线的特点如下:2.选购双绞线选购双绞线时,一般从看、摸、问、测4个方面进行辨别。优质双绞线的价格不会大大低于一般销售价格。可以使用网络故障检测仪器检测双绞线的传输速率,优质双绞线能达到技术要求的传输速度,劣质双绞线则不能。......
2023-10-19
相关推荐