2)TIG焊电弧十分稳定,在很小的电流下仍可正常焊接,适用于打底焊、薄板焊接。脉冲TIG焊接时,特别适用于对热敏感材料的焊接。3)TIG焊无冶金的脱氧、脱氢作用,焊前对工件表面的油、水、锈蚀等脏物的清理要求较高,否则会出现气孔等缺陷影响焊接质量。......
2023-06-26
手工TIG焊设备通常由弧焊电源、焊枪、引弧和稳弧装置、供气系统、焊接程序控制装置和水冷系统(采用大电流水冷式焊枪时用)等部分组成。在现代生产的TIG焊设备中,引弧和稳弧装置以及焊接程序控制装置已经和弧焊电源合为一体。如图1-6-2所示为手工TIG焊设备组成示意图。
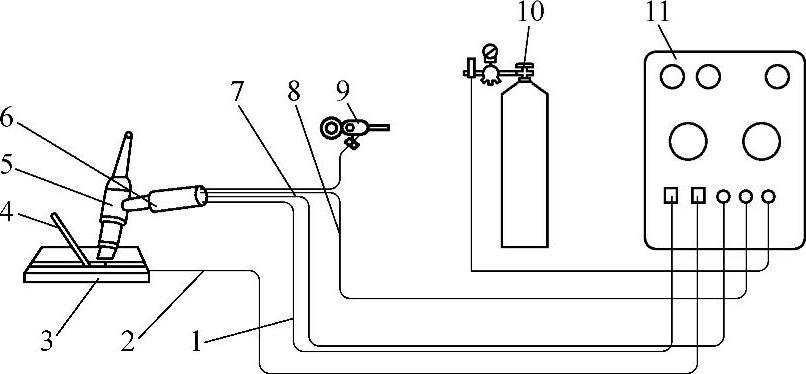
图1-6-2 手工TIG焊设备组成示意图
1—电极电缆 2—工件电缆 3—焊件 4—填充焊丝 5—焊枪 6—开关 7—开关线 8—保护气管 9—冷却水系统 10—气瓶 11—弧焊电源及控制系统
自动TIG焊设备是在手工TIG焊设备基础上,增加了焊接小车行走机构。如果需要填充焊丝,则还包括一个送丝机构。有时还包括轨迹跟踪装置和电弧摆动装置等。焊枪和送丝机构安装在小车行走机构上,焊枪可以升降、前后移动以及根据焊缝接头形式进行姿态调整。自动TIG焊焊枪和送丝机构示意图如图1-6-3所示。
专用自动TIG焊机是根据待焊产品结构、尺寸大小、焊缝接头形式和装夹方式等焊接工艺要求而专门设计和制造的专用焊接设备。其特点是适合结构相似焊件的大批量焊接生产,如管子和管板孔口环缝自动TIG焊机、变压器箔式线圈铜箔和铜导电排直缝专用TIG焊机等。对于多品种小批量焊件生产,可以采用自动化程度更高的弧焊机器人进行TIG焊接。图1-6-4所示为变压器箔式线圈铜箔和铜导电排直缝专用TIG焊机,该设备采用华南理工大学黄石生教授团队利用自主研发的专利技术,与顺特电气设备有限公司、广州市同诚焊接设备技术有限公司联合开发生产的WSME—1250/1000型逆变式交流方波TIG焊电源和廉价氩气保护焊工艺,取代用两台进口的500A晶闸管式直流弧焊电源并联使用和昂贵氦气保护TIG焊工艺,以较高的同等速度(600~800mm/min)进行变压器箔式线圈铝/铜箔(厚1~2mm)和铝/铜导电排(厚15~18mm)优质搭接焊接,大幅度降低生产成本,节能20%~30%。
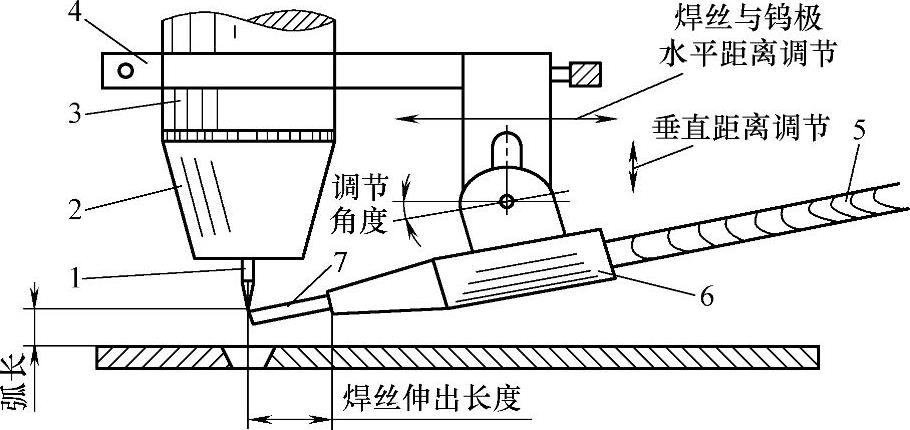
图1-6-3 自动TIG焊焊枪和送丝机构示意图
1—钨极 2—喷嘴 3—焊枪 4—调节机构 5—送丝软管 6—导丝嘴 7—焊丝

图1-6-4 变压器箔式线圈铜箔和铜导电排直缝专用TIG焊机
有关焊接方法与过程控制基础的文章

2)TIG焊电弧十分稳定,在很小的电流下仍可正常焊接,适用于打底焊、薄板焊接。脉冲TIG焊接时,特别适用于对热敏感材料的焊接。3)TIG焊无冶金的脱氧、脱氢作用,焊前对工件表面的油、水、锈蚀等脏物的清理要求较高,否则会出现气孔等缺陷影响焊接质量。......
2023-06-26

TIG焊工作原理示意图如图1-6-1所示。钨在高温下强度高而热应力小,具有良好的高温使用性能,可长时间在高温状态下工作,维持了恒定的电弧长度,保持焊接电流不变。用于TIG焊的惰性保护气体通常有氩气,有时也用氦气或氩与氦的混合气体。图1-6-1 TIG焊工作原理示意图1—焊件 2—填充焊丝 3—惰性气体 4—喷嘴 5—电极夹 6—钨极 7—电弧 8—熔池 9—焊缝TIG焊时,根据焊件坡口形式及接头性能的需要,可以填充焊丝也可以不填充焊丝。......
2023-06-26

TIG焊根据焊件材料可选择直流或交流弧焊电源,表1-6-1为不同的焊件材料与弧焊电源类别和极性的选择关系。焊接其他金属一般优先选择直流正接法,其次为交流弧焊电源。直流TIG焊多采用直流正接法方式施焊,此时电流不发生极性变化,电弧一旦引燃就能够十分稳定地燃烧。焊接铝、镁及其合金时,图1-6-5是交流钨极氩弧焊的电流、电压波形及其直流分量示意图。......
2023-06-26
在进行实际的焊接过程熔透控制试验之前,还必须做大量的稳态试验,目的是测定TIG焊机的给定电压,焊接电流在某个确定的焊接速度下和焊接熔池宽度之间的关系,得出它们之间的关系曲线,为系统提供控制量初始值,即给定电压初始值。图5-3-37和图5-3-38分别给出了突变形工件和渐变形工件在TIG焊过程中给定焊接电流未加控制的效果照片,另外还绘出了焊接过程中熔宽的变化曲线。......
2023-06-26
表2-2-62 典型的点焊机和凸焊机的主要技术参数注:表中未特别注明的“钢”指低碳钢。表2-2-63 典型缝焊机主要技术参数表2-2-64 典型对焊机的主要技术参数应该指出,近年来国内电阻焊设备的研发和生产发展很快,设备外观造型、制造工艺、品种齐全性和多样性,尤其是设备的机械、供电和控制装置均全面得到提高,形成逐步和国际技术接轨的势头,取得很大的成绩。......
2023-06-26

CO2激光能量转换率约为10%左右,输出功率大,目前常用功率为2~5kW,国外已用100kW的CO2激光焊机进行焊接。图7-105为灯泵浦固体激光器示意图。光学谐振腔除了提供光学正反馈维持激光持续振荡以形成受......
2023-07-02

普通的填丝TIG焊,焊接过程稳定,质量好,但效率低。为此,通常采用交流电源加热填充焊丝或采用脉冲调制,并限制加热电流不超过焊接电流的60%,使TIG焊电弧和热丝电流峰值相互交替,以减少磁偏吹。热丝TIG焊焊接效率整整提高了一倍。此外热丝TIG焊还可以减少焊缝中的裂纹。热丝TIG焊由于效率高,通常可使焊接速度增加3~5倍,因此可应用于快速焊的生产线上。......
2023-06-26
TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2023-06-23
相关推荐