2)TIG焊电弧十分稳定,在很小的电流下仍可正常焊接,适用于打底焊、薄板焊接。脉冲TIG焊接时,特别适用于对热敏感材料的焊接。3)TIG焊无冶金的脱氧、脱氢作用,焊前对工件表面的油、水、锈蚀等脏物的清理要求较高,否则会出现气孔等缺陷影响焊接质量。......
2023-06-26
TIG焊工作原理示意图如图1-6-1所示。焊接时,钨极通过电极夹固定,从焊枪喷嘴中伸出一定距离,钨极端部与焊件之间形成电弧,使金属熔化从而形成焊缝。钨具有熔点高(约为3380℃)、热导率高、热膨胀系数小的特点。钨在高温下强度高而热应力小,具有良好的高温使用性能,可长时间在高温状态下工作,维持了恒定的电弧长度,保持焊接电流不变。与此同时,惰性气体以一定的流量从焊枪的喷嘴中连续喷出,在电弧周围形成气罩隔绝空气,以保护钨极、熔池及其邻近热影响区免受大气中氧、氮等的有害作用。惰性气体也称作非活性气体,具有不与其他物质发生化学反应和不溶于金属的性质。用于TIG焊的惰性保护气体通常有氩气,有时也用氦气或氩与氦的混合气体。氩气是由空气分离获得,氦气是由天然气提取而获得,氩气的成本相对较低,在生产中使用较多。
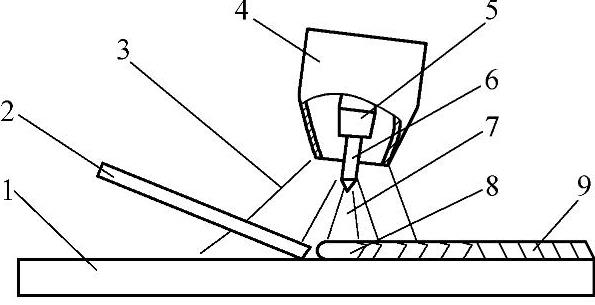
图1-6-1 TIG焊工作原理示意图
1—焊件 2—填充焊丝 3—惰性气体 4—喷嘴 5—电极夹 6—钨极 7—电弧 8—熔池 9—焊缝
TIG焊时,根据焊件坡口形式及接头性能的需要,可以填充焊丝也可以不填充焊丝。
不加填充焊丝时,利用焊件被焊部位自身熔化形成焊缝。填充焊丝时,可以从电弧的前方把焊丝以手动或自动的方式,按一定的速度向电弧中送进。焊丝熔化后进入熔池,与焊件熔化金属一起冷却凝固形成焊缝。
有关焊接方法与过程控制基础的文章

2)TIG焊电弧十分稳定,在很小的电流下仍可正常焊接,适用于打底焊、薄板焊接。脉冲TIG焊接时,特别适用于对热敏感材料的焊接。3)TIG焊无冶金的脱氧、脱氢作用,焊前对工件表面的油、水、锈蚀等脏物的清理要求较高,否则会出现气孔等缺陷影响焊接质量。......
2023-06-26

图3-1炮口装填迫击炮弹2.优缺点迫击炮武器系统具有以下优点: 结构简单, 质量轻, 机动性好。由于迫击炮弹从炮口装填, 迫击发火, 射击时无须开关炮闩, 因而发射速度较快。迫击炮的射速每分钟可达几十发。由于迫击炮武器系统的上述优点, 在现代高技术战争中, 迫击炮武器系统仍然是不可替代的。......
2023-06-15

机器人最常用的声音传感器是麦克风,它是能够识别声音声强大小的一种传感器,用来接收声波,显示声音的振动图像等。电容式的声音传感器因为需要电流才能变成信号,需要电源,所以比动圈式使用成本高。图5-12麦克风电路图声音传感器可以用于机器人控制,其发出的信号经过处理后,可以当作控制信号给机器人,如拍一下手,机器人就开始运动。......
2023-06-26

现代避雷器除限制雷电过电压外,还能限制一部分操作过电压,因此称为过电压限制器是更为确切的。金属氧化锌避雷器是从阀片电阻着手,对避雷器进行改进的。目前MOA阀片的主要成分是氧化锌,所以也常称之为氧化锌避雷器。氧化锌避雷器可以不带间隙而只由非线性电阻片组成,称为无间隙避雷器。但是,对无间隙氧化锌避雷器带来的运行条件十分严酷。......
2023-07-02
TIG焊根据焊件材料可选择直流或交流弧焊电源,表1-6-1为不同的焊件材料与弧焊电源类别和极性的选择关系。焊接其他金属一般优先选择直流正接法,其次为交流弧焊电源。直流TIG焊多采用直流正接法方式施焊,此时电流不发生极性变化,电弧一旦引燃就能够十分稳定地燃烧。焊接铝、镁及其合金时,图1-6-5是交流钨极氩弧焊的电流、电压波形及其直流分量示意图。......
2023-06-26

在进行实际的焊接过程熔透控制试验之前,还必须做大量的稳态试验,目的是测定TIG焊机的给定电压,焊接电流在某个确定的焊接速度下和焊接熔池宽度之间的关系,得出它们之间的关系曲线,为系统提供控制量初始值,即给定电压初始值。图5-3-37和图5-3-38分别给出了突变形工件和渐变形工件在TIG焊过程中给定焊接电流未加控制的效果照片,另外还绘出了焊接过程中熔宽的变化曲线。......
2023-06-26

在现代生产的TIG焊设备中,引弧和稳弧装置以及焊接程序控制装置已经和弧焊电源合为一体。如图1-6-2所示为手工TIG焊设备组成示意图。专用自动TIG焊机是根据待焊产品结构、尺寸大小、焊缝接头形式和装夹方式等焊接工艺要求而专门设计和制造的专用焊接设备。......
2023-06-26
本章节以反应式步进电动机为例,介绍其基本原理与应用方法。目前常用的有两相、三相、四相、五相步进电动机。步进电动机的驱动电路依据控制信号工作,控制信号由单片机产生,完成以下三种功能:①控制换相顺序,通电换相称为脉冲分配,对于四相步进电动机而言,其各相通电顺序按照A-B-A-B,通电控制脉冲必须严格按照顺序执行。......
2023-11-04
相关推荐